TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024051059
公報種別
公開特許公報(A)
公開日
2024-04-10
出願番号
2024026985,2022528777
出願日
2024-02-26,2021-05-27
発明の名称
切削インサート、切削工具及び切削加工物の製造方法
出願人
京セラ株式会社
代理人
弁理士法人ブナ国際特許事務所
主分類
B23C
5/20 20060101AFI20240403BHJP(工作機械;他に分類されない金属加工)
要約
【課題】切削インサートをホルダに安定して固定する。
【解決手段】本開示の限定されない一面に基づく切削インサートは、多角形状であって第1辺を有する上面と、下面と、側面と、を有する。側面は、第1辺及び下面の間に位置する第1側面を有する。第1側面は、平らな第1領域を有する。第1領域は、第1中央領域と、第1中央領域よりも上面の近くに位置し、第1中央領域よりも幅が大きい第1上領域と、第1中央領域よりも下面の近くに位置し、第1中央領域よりも幅が大きい第1下領域と、を有する。
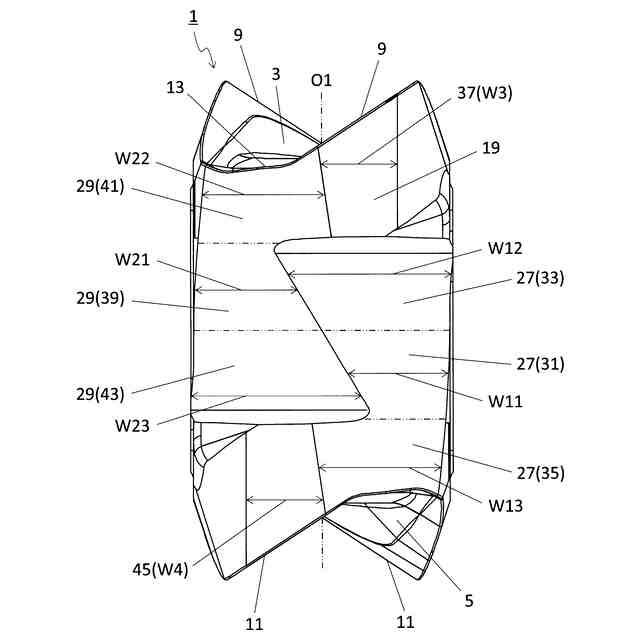
【選択図】図1
特許請求の範囲
【請求項1】
多角形状であって第1辺を有する上面と、
前記上面の反対側に位置する下面と、
前記上面及び前記下面の間に位置する側面と、
前記上面及び前記側面の交わりに位置する上切刃と、
前記下面及び前記側面の交わりに位置する下切刃と、を有し、
前記上面の中心及び前記下面の中心を通る仮想直線が中心軸であって、
前記側面は、前記第1辺及び前記下面の間に位置する第1側面を有し、
前記第1側面は、前記中心軸に直交する断面において凸形状であって、且つ、
平らな第1領域と、
前記第1領域に対して傾斜した平らな第2領域と、を有し、
前記第1領域は、
第1中央領域と、
前記第1中央領域よりも前記上面の近くに位置し、前記第1中央領域よりも前記中心軸に直交する方向の幅が大きい第1上領域と、
前記第1中央領域よりも前記下面の近くに位置し、前記第1中央領域よりも前記中心軸に直交する方向の幅が大きい第1下領域と、を有する、切削インサート。
続きを表示(約 1,000 文字)
【請求項2】
前記第1上領域における前記中心軸に直交する方向の幅の最大値が、前記第1下領域における前記中心軸に直交する方向の幅の最大値よりも大きい、請求項1に記載の切削インサート。
【請求項3】
前記第1側面は、前記第1領域及び前記上面の間に位置する第1逃げ面をさらに有し、
前記第1領域は、前記中心軸に沿った断面において、前記第1逃げ面よりも前記中心軸の近くに位置する、請求項1又は2に記載の切削インサート。
【請求項4】
前記第1領域は、前記中心軸に沿った断面において、前記上面に近づくにしたがって前記中心軸に近づく、請求項1~3のいずれか1つに記載の切削インサート。
【請求項5】
前記第2領域は、
第2中央領域と、
前記第2中央領域よりも前記上面の近くに位置し、前記第2中央領域よりも前記中心軸に直交する方向の幅が大きい第2上領域と、
前記第2中央領域よりも前記下面の近くに位置し、前記第2中央領域よりも前記中心軸に直交する方向の幅が大きい第2下領域と、を有する、請求項1~4のいずれか1つに記載の切削インサート。
【請求項6】
前記第2下領域における前記中心軸に直交する方向の幅の最大値が、前記第2上領域における前記中心軸に直交する方向の幅の最大値よりも大きい、請求項5に記載の切削インサート。
【請求項7】
前記第1側面は、前記第2領域及び前記下面の間に位置する第2逃げ面をさらに有し、
前記第2領域は、前記中心軸に沿った断面において、前記第2逃げ面よりも前記中心軸の近くに位置する、請求項5又は6に記載の切削インサート。
【請求項8】
前記第2領域は、前記中心軸に沿った断面において、前記下面に近づくにしたがって前記中心軸に近づく、請求項5~7のいずれか1つに記載の切削インサート。
【請求項9】
前記第1上領域は、前記中心軸に直交する方向において、前記第2中央領域と隣り合う、請求項5~8のいずれか1つに記載の切削インサート。
【請求項10】
前記第2下領域は、前記中心軸に直交する方向において、前記第1中央領域と隣り合う、請求項5~9のいずれか1つに記載の切削インサート。
(【請求項11】以降は省略されています)
発明の詳細な説明
【関連出願の相互参照】
【0001】
本出願は、2020年6月3日に出願された日本国特許出願2020-096644号の優先権を主張するものであり、この先の出願の開示全体を、ここに参照のために取り込む。
続きを表示(約 2,400 文字)
【技術分野】
【0002】
本開示は、一般的には、被削材の切削加工に用いられる切削インサート、切削工具及び切削加工物の製造方法に関する。具体的には、転削加工に用いられる切削工具に関する。
【背景技術】
【0003】
金属などの被削材を切削加工する際に用いられる切削インサートとして、例えば特開2007-125669号公報(特許文献1)、特表2008-511464号公報(特許文献2)及び特開2017-056552号公報(特許文献3)に記載の切削インサートが知られる。特許文献1~3に記載の切削インサートはそれぞれ、上面、下面、側面、上切刃及び下切刃を有する。切削インサートをホルダに取り付ける際に、切削インサートにおける側面の一部がホルダに当接する。
【0004】
被削材を切削する際に切削インサートには、切削負荷が加わる。そのため、切削インサートをホルダに安定して固定することが求められる。
【発明の概要】
【0005】
本開示の限定されない一面に基づく切削インサートは、多角形状であって第1辺を有する上面と、前記上面の反対側に位置する下面と、前記上面及び前記下面の間に位置する側面と、前記上面及び前記側面の交わりに位置する上切刃と、前記下面及び前記側面の交わりに位置する下切刃と、を有する。前記上面の中心及び前記下面の中心を通る仮想直線が中心軸である。前記側面は、前記第1辺及び前記下面の間に位置する第1側面を有する。前記第1側面は、前記中心軸に直交する断面において凸形状であって、且つ、平らな第1領域と、前記第1領域に対して傾斜した平らな第2領域と、を有する。前記第1領域は、第1中央領域と、前記第1中央領域よりも前記上面の近くに位置し、前記第1中央領域よりも前記中心軸に直交する方向の幅が大きい第1上領域と、前記第1中央領域よりも前記下面の近くに位置し、前記第1中央領域よりも前記中心軸に直交する方向の幅が大きい第1下領域と、を有する。
【図面の簡単な説明】
【0006】
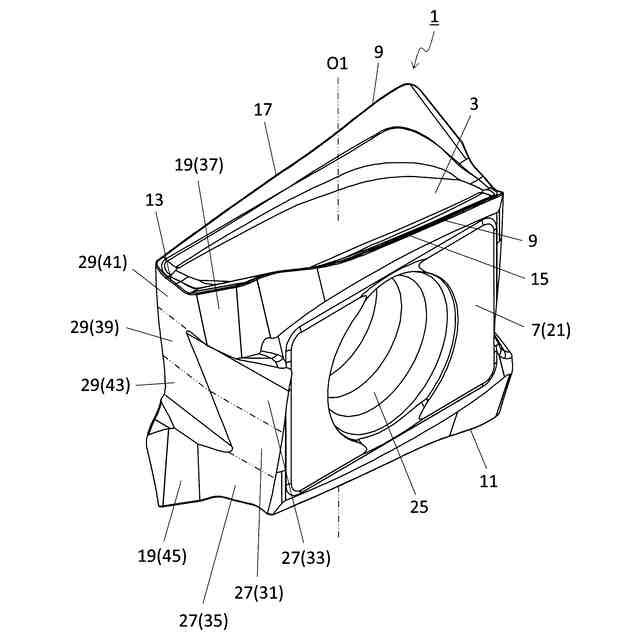
本開示の限定されない一面の切削インサートを示す斜視図である。
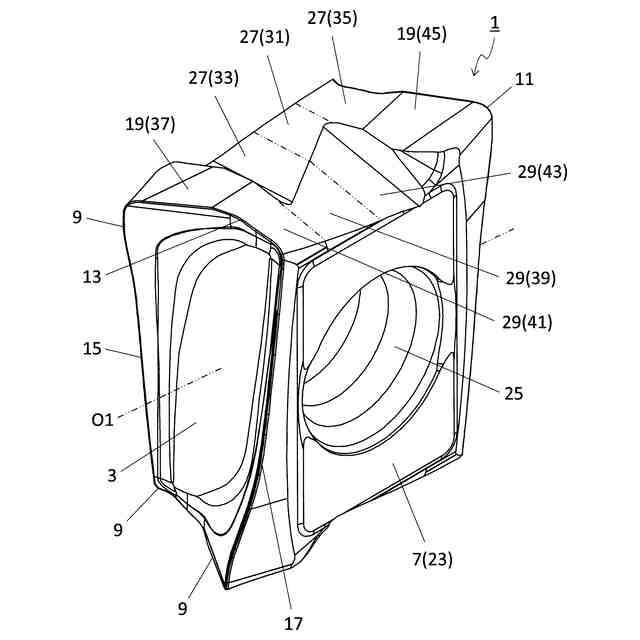
図1に示す切削インサートを別の方向から見た斜視図である。
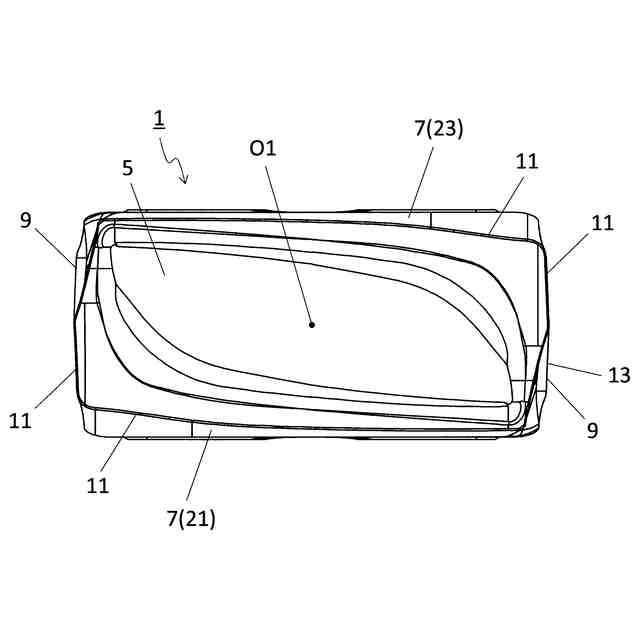
図1に示す切削インサートを上から見た上面図である。
図1に示す切削インサートを下から見た下面図である。
図3に示す切削インサートをA1方向から見た側面図である。
図5に示す切削インサートと同じ側面図である。
図3に示す切削インサートをA2方向から見た側面図である。
図3に示す切削インサートをA3方向から見た側面図である。
図5に示す切削インサートと同じ側面図である。
図9に示す切削インサートにおけるX断面の断面図である。
図9に示す切削インサートにおけるXI断面の断面図である。
図9に示す切削インサートにおけるXII断面の断面図である。
図9に示す切削インサートにおけるXIII断面の断面図である。
図9に示す切削インサートにおけるXIV断面の断面図である。
図9に示す切削インサートにおけるXV断面の断面図である。
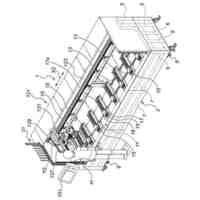
本開示の限定されない一面の切削工具を示す斜視図である。
図16に示す切削工具の側面図である。
図16に示す領域B1を拡大した拡大図である。
本開示の限定されない一面の切削加工物の製造方法における一工程を示す概略図である。
本開示の限定されない一面の切削加工物の製造方法における一工程を示す概略図である。
本開示の限定されない一面の切削加工物の製造方法における一工程を示す概略図である。
【発明を実施するための形態】
【0007】
<切削インサート>
以下、本開示の限定されない一面の切削インサート1(以下、「インサート1」ということがある。)について、図面を用いて詳細に説明する。但し、以下で参照する各図では、説明の便宜上、実施形態を説明する上で必要な主要部材のみが簡略化して示される。したがって、インサート1は、参照する各図に示されない任意の構成部材を備え得る。また、各図中の部材の寸法は、実際の構成部材の寸法及び各部材の寸法比率などを忠実に表したものではない。
【0008】
インサート1は、図1~図15に示す限定されない一例のように、上面3、下面5、側面7、上切刃9及び下切刃11を有してもよい。なお、上面3及び下面5などは、便宜上の表現であり、上及び下の方向性を示すものではない。例えば、上面3は、インサート1を使用するときに上方を向く必要はない。これらの点は、上及び下の表現を含む他の部位においても同様である。
【0009】
上面3は、多角形状であってもよい。また、下面5は、上面3の反対側に位置してもよい。下面5は、上面3と同様に多角形状であってもよい。そして、インサート1は、多角板形状であってもよい。
【0010】
多角形状としては、例えば、三角形、四角形、五角形、六角形及び八角形などが挙げられ得る。例えば、図1に示す限定されない一例のように、上面3は、長方形であってもよい。なお、多角形状とは、厳密に多角形の形状である必要はない。例えば、上面3における複数の辺は、それぞれ厳密な直線でなくてもよく、上面3の正面視(上面視)において湾曲してもよい。また、互いに隣り合う辺の間に位置する上面3の角は、厳密な角でなくてもよい。言い換えれば、上面3における複数の角は、厳密な角でなくてもよい。角は、上面視した場合に、凸曲線形状であってもよく、また、直線及び曲線を組み合わせた形状であってもよい。これらの点は、下面5においても同様である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
低周波振動発生出力方法
27日前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
14日前
津田駒工業株式会社
工作機械
1か月前
日東精工株式会社
ねじ締め装置
2か月前
個人
パワーデバイスの接合方法
3か月前
日東精工株式会社
着座確認装置
1か月前
株式会社コスメック
クランプ装置
2か月前
アズビル株式会社
溶接方法
1か月前
株式会社FUJI
工作機械
29日前
ウエダ産業株式会社
カッター装置
1か月前
株式会社不二越
ドリル
1か月前
株式会社コスメック
着脱装置
7日前
株式会社ダイヘン
くびれ検出制御方法
9日前
株式会社ダイヘン
アーク溶接制御方法
9日前
津田駒工業株式会社
回転テーブル装置
2か月前
株式会社ダイヘン
アーク溶接制御方法
1か月前
株式会社不二越
管用タップ
2日前
株式会社小島半田製造所
はんだ線
1か月前
株式会社不二越
複合加工機
3か月前
個人
クーラント装置
1か月前
一文機工株式会社
スタッド溶接用プラグ
3か月前
株式会社不二越
エンドミル
2か月前
株式会社不二越
管用タップ
1か月前
有限会社 ナプラ
接合材用金属粒子
17日前
株式会社ダイヘン
正逆送給アーク溶接方法
2か月前
ダイハツ工業株式会社
位置検出装置
1か月前
株式会社不二越
歯車製造装置
1か月前
株式会社不二越
歯車加工装置
24日前
株式会社NMC
水溶性切削液用フィルター
3か月前
株式会社FUJI
コレットチャック
3か月前
株式会社永木精機
埋設管窓開け工具
22日前
工機ホールディングス株式会社
工具
1か月前
株式会社FUJI
ワーク加工システム
3か月前
工機ホールディングス株式会社
作業機
1か月前
SUS株式会社
ナット挿入装置
1か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ