TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024049699
公報種別
公開特許公報(A)
公開日
2024-04-10
出願番号
2022156090
出願日
2022-09-29
発明の名称
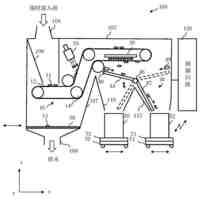
溶接方法および溶接装置
出願人
清水建設株式会社
代理人
個人
,
個人
,
個人
主分類
B23K
9/095 20060101AFI20240403BHJP(工作機械;他に分類されない金属加工)
要約
【課題】斜材同士を自動溶接できる溶接方法および溶接装置を提供する。
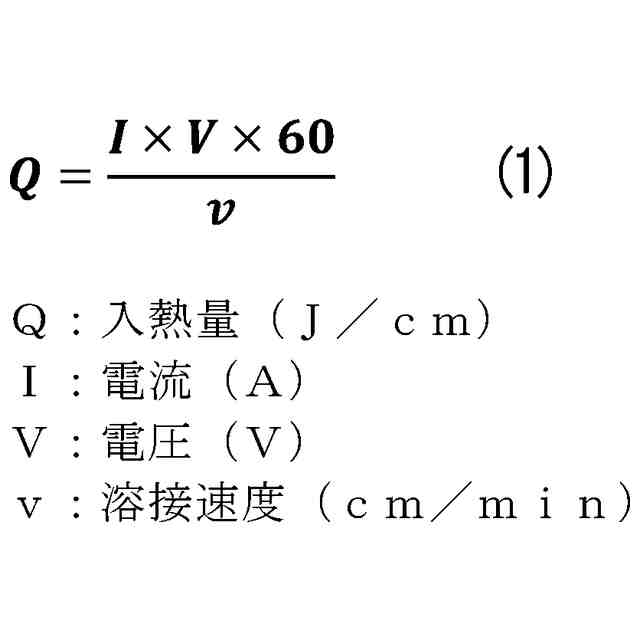
【解決手段】ウィービングを行う溶接トーチの溶接速度を算定する溶接速度算定工程では、溶接材料の溶着量と入熱量との関係を下式(1)から下式(2)によって算定する溶着量入熱量算定工程と、金属層毎に残りの積層数を下式(3)から下式(6)によって算定する残りの積層数算定工程と、斜め方向の溶接速度を下式(7)によって算定する、斜め方向溶接速度算定工程と、第1動作における溶接トーチの第1溶接速度、第2動作における溶接トーチの第2溶接速度、第3動作における溶接トーチの第3溶接速度および第4動作における溶接トーチの第4溶接速度を下式(8)から(15)により算定する。
<com:Image com:imageContentCategory="Drawing"> <com:ImageFormatCategory>TIFF</com:ImageFormatCategory> <com:FileName>2024049699000036.tif</com:FileName> <com:HeightMeasure com:measureUnitCode="Mm">52</com:HeightMeasure> <com:WidthMeasure com:measureUnitCode="Mm">170</com:WidthMeasure> </com:Image>
【選択図】なし
特許請求の範囲
【請求項1】
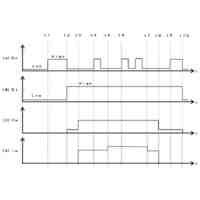
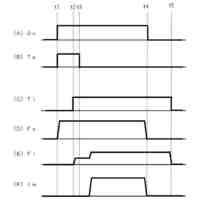
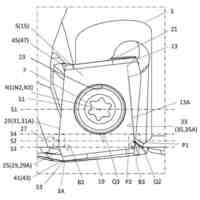
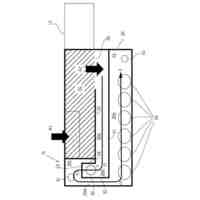
互いに溶接される第1部材の端面と第2部材の端面との間に形成され、水平面に交差する斜め方向に延びて深さ方向が水平方向になる開先に、溶接材料を溶融する溶接トーチを移動手段でウィービングさせながら、溶融した前記溶接材料で前記斜め方向および鉛直方向に延びる金属層を形成して、前記金属層を前記深さ方向に積層する積層工程を有し、
前記ウィービングは、前記金属層毎に、
前記第1部材の端面に沿った上側に向かう方向に進む第1動作と、
前記第1動作に続いて、前記第1部材の端面から前記第2部材の端面まで水平方向に進む第2動作と、
前記第2動作に続いて、前記第2部材の端面に沿った上側に向かう方向に進む第3動作と、
前記第3動作に続いて、前記第2部材の端面から前記第1部材の端面まで漸次下側に向かって進む第4動作と、をこの順に繰り返し行い、
前記ウィービングを行う前記溶接トーチの溶接速度を算定する溶接速度算定工程を有し、
溶接速度算定工程では、
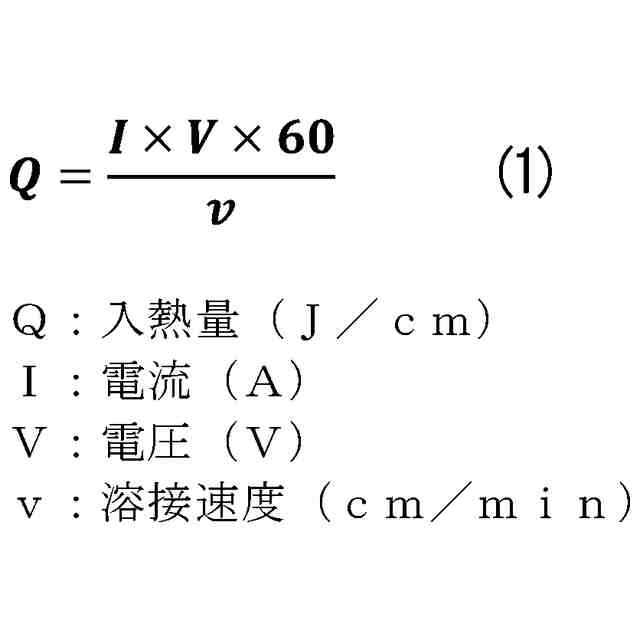
前記溶接材料の溶着量と入熱量との関係を下式(1)から下式(2)によって算定する溶着量入熱量算定工程と、
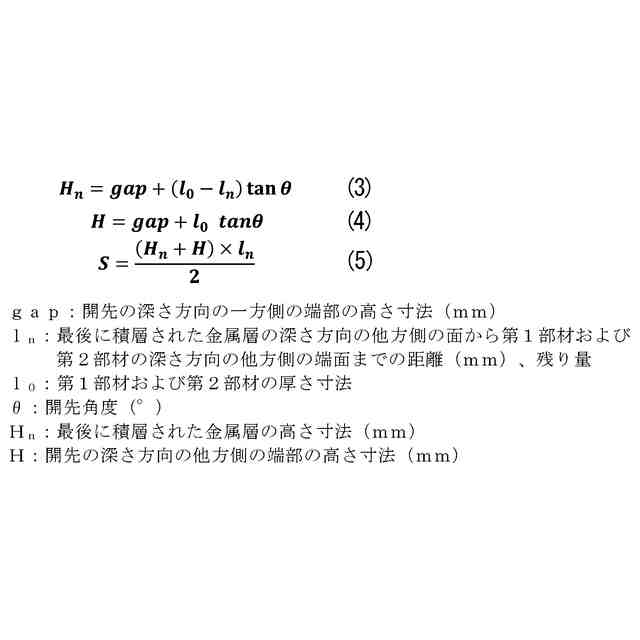
前記金属層毎に残りの積層数を下式(3)から下式(6)によって算定する残りの積層数算定工程と、
前記斜め方向の溶接速度を下式(7)によって算定する、斜め方向溶接速度算定工程と、
前記第1動作における前記溶接トーチの第1溶接速度、前記第2動作における前記溶接トーチの第2溶接速度、前記第3動作における前記溶接トーチの第3溶接速度および前記第4動作における前記溶接トーチの第4溶接速度を下式(8)から(15)によって算定するウィービング速度算定工程と、を有する溶接方法。
TIFF
2024049699000022.tif
38
170
TIFF
2024049699000023.tif
16
170
TIFF
2024049699000024.tif
64
170
TIFF
2024049699000025.tif
28
170
TIFF
2024049699000026.tif
23
170
TIFF
2024049699000027.tif
83
170
TIFF
2024049699000028.tif
65
170
続きを表示(約 1,100 文字)
【請求項2】
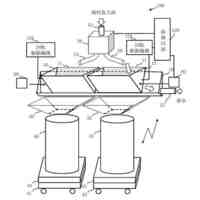
溶接材料を溶融する溶接トーチと、
前記溶接トーチを移動させる移動手段と、
前記移動手段を制御する移動制御部と、
前記移動手段によって移動する前記溶接トーチの溶接速度を算定する溶接速度算定部と、を有し、
前記移動制御部は、
互いに溶接される第1部材の端面と第2部材の端面との間に形成され、水平面に交差する斜め方向に延びて深さ方向が水平方向になる開先に、前記溶接トーチをウィービングさせながら、溶融した前記溶接材料で前記斜め方向および鉛直方向に延びる金属層を形成して、前記金属層を前記深さ方向に積層するように制御し、
前記ウィービングは、前記金属層毎に、
前記第1部材の端面に沿った上側に向かう方向に進む第1動作と、
前記第1動作に続いて、前記第1部材の端面から前記第2部材の端面まで水平方向に進む第2動作と、
前記第2動作に続いて、前記第2部材の端面に沿った上側に向かう方向に進む第3動作と、
前記第3動作に続いて、前記第2部材の端面から前記第1部材の端面まで漸次下側に向かって進む第4動作と、がこの順に繰り返し行われ、
前記溶接速度算定部は、
前記溶接材料の溶着量と入熱量との関係を下式(1)から下式(2)によって算定する溶着量入熱量算定部と、
前記金属層毎に残りの積層数を下式(3)から下式(6)によって算定する残りの積層数算定部と、
前記斜め方向の溶接速度を下式(7)によって算定する斜め方向溶接速度算定部と、
前記第1動作における前記溶接トーチの第1溶接速度、前記第2動作における前記溶接トーチの第2溶接速度、前記第3動作における前記溶接トーチの第3溶接速度および前記第4動作における前記溶接トーチの第4溶接速度を下式(8)から(15)によって算定するウィービング速度算定部と、を有する溶接装置。
TIFF
2024049699000029.tif
38
170
TIFF
2024049699000030.tif
16
170
TIFF
2024049699000031.tif
64
170
TIFF
2024049699000032.tif
28
170
TIFF
2024049699000033.tif
23
170
TIFF
2024049699000034.tif
83
170
TIFF
2024049699000035.tif
65
170
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶接方法および溶接装置に関する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
従来、自動溶接を行う溶接ロボットは、下向き溶接や横向き溶接を自動で行う装置であり、柱や梁の溶接が対象である(例えば、特許文献1、2参照)。
【先行技術文献】
【特許文献】
【0003】
特開2019-130557号公報
特開2021-79444号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
斜材同士を斜め方向に延びる開先を設けて溶接する際に横向き溶接とすると、重力の影響によってビードの形状が安定しないという問題がある。これにより、自動溶接を行う場合の、ビードの形状やビードを積層する方向の制御が困難である。このため、斜材同士の溶接に自動溶接を採用することが困難である。
【0005】
本発明は、斜材同士を自動溶接できる溶接方法および溶接装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するため、本発明に係る溶接方法は、互いに溶接される第1部材の端面と第2部材の端面との間に形成され、水平面に交差する斜め方向に延びて深さ方向が水平方向になる開先に、溶接材料を溶融する溶接トーチを移動手段でウィービングさせながら、溶融した前記溶接材料で前記斜め方向および鉛直方向に延びる金属層を形成して、前記金属層を前記深さ方向に積層する積層工程を有し、前記ウィービングは、前記金属層毎に、前記第1部材の端面に沿った上側に向かう方向に進む第1動作と、前記第1動作に続いて、前記第1部材の端面から前記第2部材の端面まで水平方向に進む第2動作と、前記第2動作に続いて、前記第2部材の端面に沿った上側に向かう方向に進む第3動作と、前記第3動作に続いて、前記第2部材の端面から前記第1部材の端面まで漸次下側に向かって進む第4動作と、をこの順に繰り返し行い、前記ウィービングを行う前記溶接トーチの溶接速度を算定する溶接速度算定工程を有し、溶接速度算定工程では、前記溶接材料の溶着量と入熱量との関係を下式(1)から下式(2)によって算定する溶着量入熱量算定工程と、前記金属層毎に残りの積層数を下式(3)から下式(6)によって算定する残りの積層数算定工程と、前記斜め方向の溶接速度を下式(7)によって算定する、斜め方向溶接速度算定工程と、前記第1動作における前記溶接トーチの第1溶接速度、前記第2動作における前記溶接トーチの第2溶接速度、前記第3動作における前記溶接トーチの第3溶接速度および前記第4動作における前記溶接トーチの第4溶接速度を下式(8)から(15)によって算定するウィービング速度算定工程と、を有する。
【0007】
TIFF
2024049699000001.tif
38
170
TIFF
2024049699000002.tif
16
170
TIFF
2024049699000003.tif
64
170
TIFF
2024049699000004.tif
28
170
TIFF
2024049699000005.tif
23
170
TIFF
2024049699000006.tif
83
170
TIFF
2024049699000007.tif
65
170
【0008】
上記目的を達成するため、本発明に係る溶接装置は、溶接材料を溶融する溶接トーチと、前記溶接トーチを移動させる移動手段と、前記移動手段を制御する移動制御部と、前記移動手段によって移動する前記溶接トーチの溶接速度を算定する溶接速度算定部と、を有し、前記移動制御部は、互いに溶接される第1部材の端面と第2部材の端面との間に形成され、水平面に交差する斜め方向に延びて深さ方向が水平方向になる開先に、前記溶接トーチをウィービングさせながら、溶融した前記溶接材料で前記斜め方向および鉛直方向に延びる金属層を形成して、前記金属層を前記深さ方向に積層するように制御し、前記ウィービングは、前記金属層毎に、前記第1部材の端面に沿った上側に向かう方向に進む第1動作と、前記第1動作に続いて、前記第1部材の端面から前記第2部材の端面まで水平方向に進む第2動作と、前記第2動作に続いて、前記第2部材の端面に沿った上側に向かう方向に進む第3動作と、前記第3動作に続いて、前記第2部材の端面から前記第1部材の端面まで漸次下側に向かって進む第4動作と、がこの順に繰り返し行われ、前記溶接速度算定部は、前記溶接材料の溶着量と入熱量との関係を下式(1)から下式(2)によって算定する溶着量入熱量算定部と、前記金属層毎に残りの積層数を下式(3)から下式(6)によって算定する残りの積層数算定部と、前記斜め方向の溶接速度を下式(7)によって算定する斜め方向溶接速度算定部と、前記第1動作における前記溶接トーチの第1溶接速度、前記第2動作における前記溶接トーチの第2溶接速度、前記第3動作における前記溶接トーチの第3溶接速度および前記第4動作における前記溶接トーチの第4溶接速度を下式(8)から(15)によって算定するウィービング速度算定部と、を有する。
【0009】
TIFF
2024049699000008.tif
38
170
TIFF
2024049699000009.tif
16
170
TIFF
2024049699000010.tif
64
170
TIFF
2024049699000011.tif
28
170
TIFF
2024049699000012.tif
23
170
TIFF
2024049699000013.tif
83
170
TIFF
2024049699000014.tif
65
170
【0010】
本発明では、溶接トーチをウィービングさせ、ウィービングの各動作の速度を設定して金属層を形成することにより、開先が延びる方向に沿って高さのある鉛直方向に延びる金属層を安定した状態に形成できる。これにより、金属層(ビード)の形状が安定するため、金属層の形状や金属層を積層する方向の制御が可能となる。このため、開先が斜め方向に延びる斜材同士を自動溶接できる。上記のように溶接速度を算定することによって、入熱量や溶接速度を適切に管理できる。更に、溶接速度を自動で設定することにより、自動溶接の効率を向上させることができる。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東精工株式会社
ねじ締め機
19日前
個人
低周波振動発生出力方法
1か月前
日東精工株式会社
ねじ締め機
今日
ウエダ産業株式会社
カッター装置
1か月前
株式会社FUJI
工作機械
1か月前
株式会社コスメック
着脱装置
12日前
株式会社不二越
ドリル
1か月前
株式会社ダイヘン
アーク溶接制御方法
14日前
株式会社ダイヘン
くびれ検出制御方法
14日前
株式会社不二越
管用タップ
7日前
株式会社小島半田製造所
はんだ線
1か月前
工機ホールディングス株式会社
工具
1か月前
株式会社不二越
歯車加工装置
29日前
有限会社 ナプラ
接合材用金属粒子
22日前
株式会社永木精機
埋設管窓開け工具
27日前
株式会社ダイヘン
被覆アーク溶接制御方法
今日
SUS株式会社
ナット挿入装置
1か月前
四国溶材株式会社
フラックス入りワイヤ
1か月前
日立造船株式会社
溶接装置
26日前
株式会社ダイヘン
2重シールドティグ溶接方法
今日
清水建設株式会社
溶接装置
1か月前
株式会社ひごいち
レーザ加工材の搬送装置
1か月前
株式会社ダイヘン
多層盛り溶接方法
21日前
矢崎総業株式会社
レーザー溶接方法
1か月前
京セラ株式会社
切削工具及び切削加工物の製造方法
1か月前
株式会社松浦機械製作所
クーラント処理装置
1か月前
ブラザー工業株式会社
工作機械及び保護部材
28日前
キオクシア株式会社
端材回収装置
1か月前
株式会社アフレアー
レーザ加工装置用集塵装置
14日前
テクノエイト株式会社
摩擦攪拌接合工具
13日前
株式会社不二越
判定装置及びプログラム
28日前
日東工器株式会社
フローティング機構ユニット
1か月前
株式会社ダイヘン
埋もれアーク溶接方法
5日前
キオクシア株式会社
端材回収装置
1か月前
トヨタ自動車東日本株式会社
かしめ治具
22日前
株式会社コスメック
部材交換装置
29日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ