TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024043206
公報種別
公開特許公報(A)
公開日
2024-03-29
出願番号
2022148260
出願日
2022-09-16
発明の名称
ケース付きボンド磁石
出願人
NTN株式会社
代理人
個人
,
個人
主分類
H01F
7/02 20060101AFI20240322BHJP(基本的電気素子)
要約
【課題】ボンド磁石の防錆性の確保とボンド磁石とケースの接着が担保されるケース付きボンド磁石を提供する。
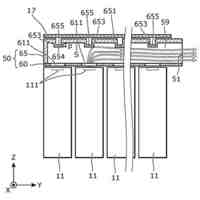
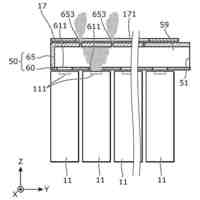
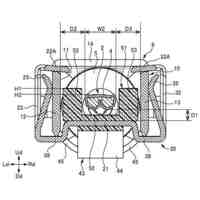
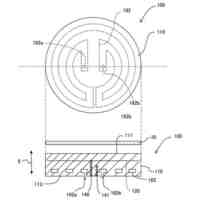
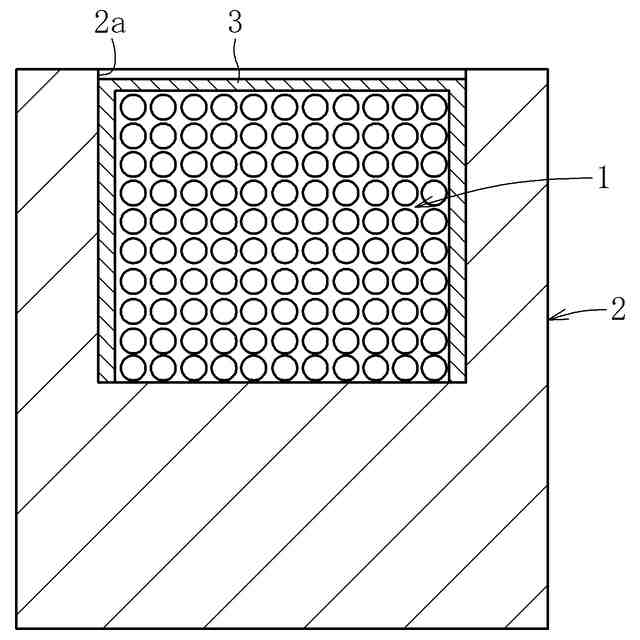
【解決手段】希土類磁石粉末と熱硬化性樹脂とを含むボンド磁石と、前記ボンド磁石を挿入するケースと、封止材とを備えてなるケース付きボンド磁石である。ケースのボンド磁石の挿入開口部に封止材が固定され、ボンド磁石が該封止材とケースとで密封されている。封止材がシロキサン結合を持つ化合物からなる。
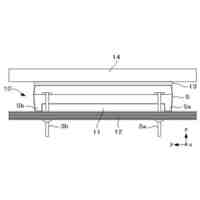
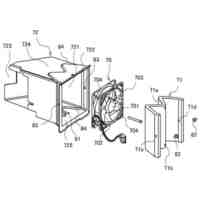
【選択図】図1
特許請求の範囲
【請求項1】
希土類磁石粉末と熱硬化性樹脂とを含むボンド磁石と、前記ボンド磁石を挿入するケースと、封止材とを備えてなるケース付きボンド磁石であって、前記ケースの前記ボンド磁石の挿入開口部に前記封止材が固定され、前記ボンド磁石が該封止材と前記ケースとで密封されており、前記封止材がシロキサン結合を持つ化合物からなることを特徴とするケース付きボンド磁石。
続きを表示(約 170 文字)
【請求項2】
前記封止材に第二級アミン、スルフィド結合、エーテル結合、オキサゾリドン環から選ばれる1種又は複数種の構造が含まれる請求項1に記載のケース付きボンド磁石。
【請求項3】
前記ボンド磁石のバインダ樹脂がエポキシ樹脂であり、前記ケースが非磁性の金属材料からなる請求項1または請求項2に記載のケース付きボンド磁石。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ケース付きボンド磁石に関し、特に、非接触で角度を検出するセンサに使用されるケース付きボンド磁石に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
希土類合金などの磁石粉末を樹脂バインダで結合して成形したボンド磁石は、樹脂バインダを含む分、バインダレスの焼結磁石より磁気特性は劣るものの、任意の形状に加工が容易であり、その寸法精度にも優れることから、種々の用途に使用されている。なお、樹脂バインダとしては、一般的に、エポキシ樹脂、ポリアミド樹脂、フェノール樹脂、PPS樹脂から選択される場合が多い。
【0003】
例えば、非接触で角度を検出するセンサ用途として、自動車分野では、HEV車やEV車のエンジン、インバータ、バッテリーなどの冷却を効率よく行うための冷却水や気体の流路切り換えバルブ、その他、オイルポンプ、燃料ポンプなどのバルブや弁体の開閉度を検知するセンサ磁石として利用され、産業機械分野では、たとえばロボットの関節部やモータ、ギヤなどの角度や回転数検出用のセンサ磁石(センサーマグネット)などに利用されている。
【0004】
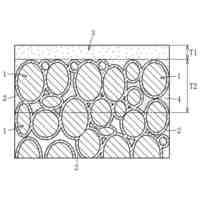
希土類磁石粉末をボンド磁石に用いる場合、特に圧縮ボンド磁石は多孔体のため表面積が大きく、また錆びやすい鉄や希土類を含むことから、錆や酸化腐食による磁気特性の劣化のおそれがある。特に、高温高湿環境や、水などの流体と接触する腐食性環境下では顕著となる。このため、磁石表面に、例えば、電着塗装、静電塗装、スプレー塗装などによる樹脂塗膜や、ニッケルメッキなどのメッキ膜を形成することで、上記問題に対処している。
【0005】
特許文献1には、希土類磁石の表面に浸漬法により防錆熱硬化性被膜を形成したボンド磁石の製造方法が提案されている。この製造方法では、浸漬、乾燥・硬化を2~6回繰り返して行い、磁石内空隙に樹脂を含浸させつつ磁石表面に0.005mm~0.05mmの防錆熱硬化性被膜を形成している。
【0006】
また、近年は磁気特性の高性能化が望まれており、磁気特性向上のために磁粉配合量を増加し、樹脂バインダ量を少なくすることが多く、磁石自身の強度の確保が難しくなってきている。そのため、利用する際は磁石に直接ダメージを与えないように、一般に、金属製や樹脂製のケースに挿入して接着固定したり、インサート成形したりすることで磁石を保護して使用される場合が多い。
【0007】
特許文献2には、希土類ボンド磁石の圧粉体をケースに挿入し、その挿入開口部を熱硬化性樹脂で封止した後、ボンド磁石の樹脂バインダと封止用の熱硬化性樹脂を硬化させることで、ケースと磁石の固定を行いつつ、磁石表面を熱硬化性樹脂で保護する方法が提案されている。
【先行技術文献】
【特許文献】
【0008】
特開2002-260943号公報
特許第6258689号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
特許文献1に示す方法では、希土類ボンド磁石の成形後に防錆被膜を形成する処理を追加で行う必要があり、その処理に工数が掛かってしまう。また、特許文献1に示す方法以外にも電着塗装、静電塗装、スプレー塗装などがあるがいずれも追加工数が掛かることは変わらない。
【0010】
特許文献2に示す方法では、そのような磁石の防錆工程をケースとの固定工程と同時に行うことで、工数削減を達成している。しかしながら、希土類ボンド磁石と封止用の熱硬化性樹脂との濡れ性が悪かったり、樹脂の粘度が高かったりした場合は、硬化処理後に該磁石表面が一部露出したりする。しかも、封止用の熱硬化性樹脂がケースと接触しないまま硬化され、磁石とケースとの固定が不十分となったり防錆性が不足する懸念があった。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
エイブリック株式会社
半導体装置
22日前
エイブリック株式会社
半導体装置
20日前
ローム株式会社
半導体装置
19日前
株式会社GSユアサ
蓄電素子
6日前
三菱電機株式会社
回路遮断器
15日前
ダイニチ工業株式会社
燃料電池装置
22日前
ダイニチ工業株式会社
燃料電池装置
22日前
ダイニチ工業株式会社
燃料電池装置
22日前
ダイニチ工業株式会社
燃料電池装置
22日前
株式会社GSユアサ
蓄電装置
20日前
株式会社GSユアサ
蓄電装置
20日前
株式会社GSユアサ
蓄電設備
19日前
東京パーツ工業株式会社
コイル装置
7日前
KOA株式会社
電子部品
20日前
株式会社村田製作所
コイル部品
20日前
株式会社村田製作所
コイル部品
20日前
株式会社村田製作所
コイル部品
20日前
ダイニチ工業株式会社
換気ファン装置
22日前
NTN株式会社
圧粉磁心
5日前
キヤノン株式会社
液滴吐出装置
5日前
三菱電機株式会社
半導体ウエハ
21日前
ローム株式会社
半導体装置
14日前
トヨタ紡織株式会社
加湿器
5日前
ダイニチ工業株式会社
燃料電池システム
22日前
住友電気工業株式会社
電線
22日前
住友電気工業株式会社
半導体装置
12日前
シャープ株式会社
通信装置
15日前
ヒロセ電機株式会社
同軸端子
13日前
日本航空電子工業株式会社
コネクタ
21日前
三菱電機株式会社
半導体装置
5日前
株式会社東芝
半導体装置
15日前
三菱電機株式会社
半導体装置
13日前
日本航空電子工業株式会社
コネクタ
25日前
TDK株式会社
電子部品
13日前
富士電機株式会社
炭化珪素半導体装置
22日前
日本特殊陶業株式会社
サセプタ
5日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ