TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024037094
公報種別
公開特許公報(A)
公開日
2024-03-18
出願番号
2022141746
出願日
2022-09-06
発明の名称
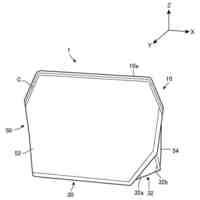
伸縮性積層体の製造方法
出願人
花王株式会社
代理人
弁理士法人翔和国際特許事務所
主分類
A61F
13/15 20060101AFI20240311BHJP(医学または獣医学;衛生学)
要約
【課題】適正な伸縮性積層体を製造できる、伸縮性積層体の製造方法を提供すること。
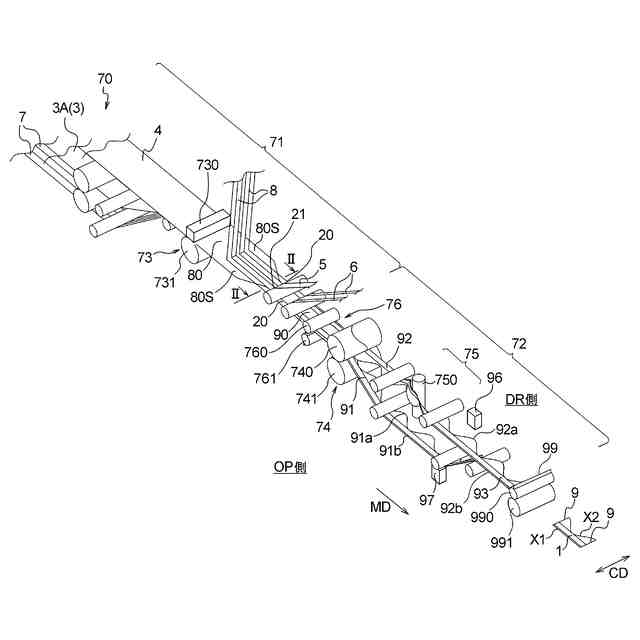
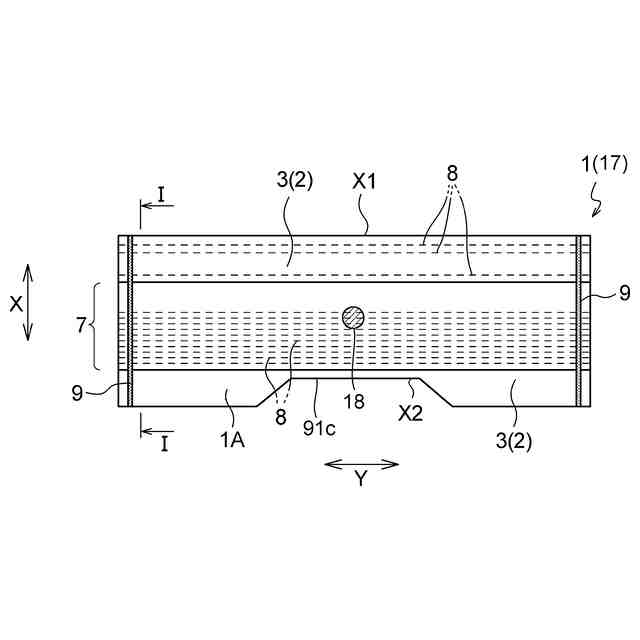
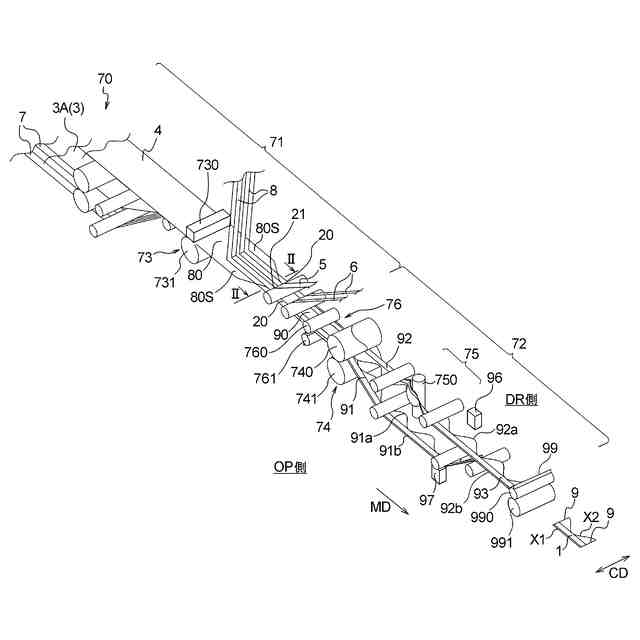
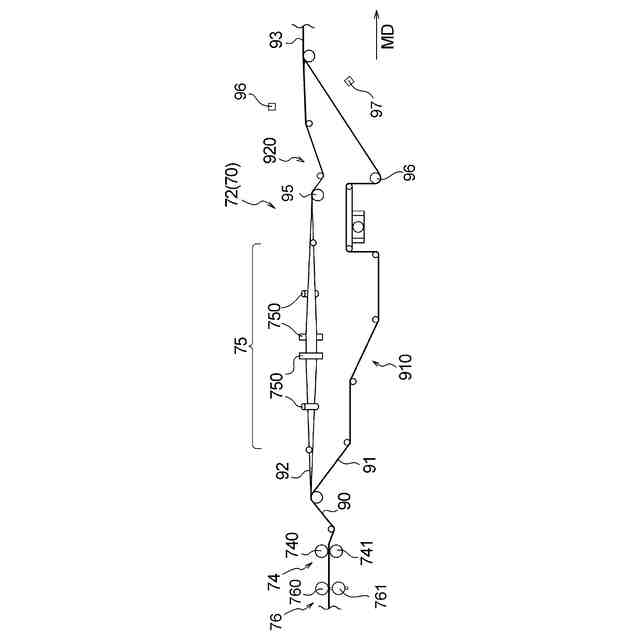
【解決手段】本発明の伸縮性積層体の製造方法は、原反シート90にマーク18を付与するマーク付与工程と、該原反シート90を第1連続シート91と第2連続シート92とに分割する分割工程と、両シート91,92それぞれを搬送する搬送工程と、両シート91,92それぞれの凹状部分91c,92cの位置及びマーク18の位置を測定する測定工程と、測定工程において得られた測定結果に基づいて、搬送工程における両シート91,92の位置制御の要否、及びマーク18の位置制御の要否を判定する判定工程と、判定工程の判定結果に基づき、搬送工程における両シート91,92の搬送方向の位置、及びマーク付与工程においてマーク18を付与する位置のうち、制御が必要と判定されたものの制御を行う制御工程とを含む。
【選択図】図6
特許請求の範囲
【請求項1】
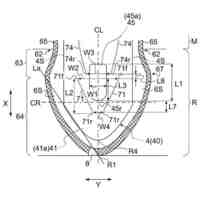
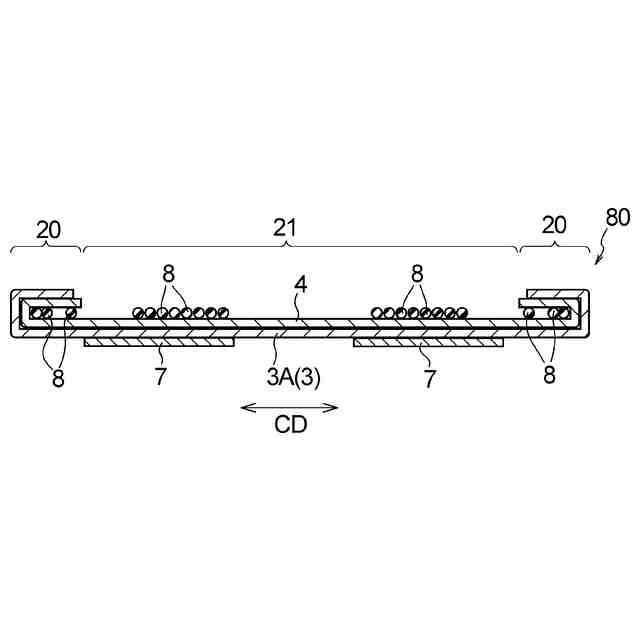
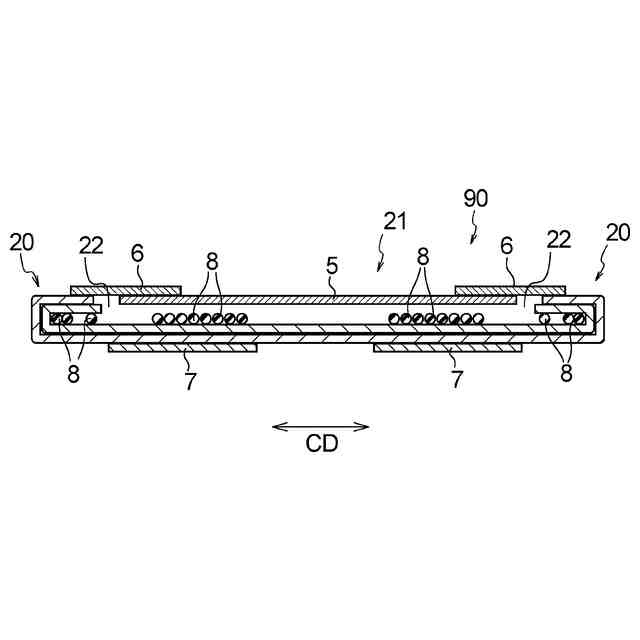
一方向に伸縮性を有する第1伸縮性シートと、該第1伸縮性シートの一方の面に重ねられ、該一方向に伸縮性を有する第2伸縮性シートとを備え、両伸縮性シートは、それらの該一方向の両端部に形成された一対の接合部にて互いに接合され、該一対の接合部に挟まれた部分では互いに接合されておらず、該一対の接合部に挟まれた部分が、周方向に伸縮性を有する環状構造を形成し得る、伸縮性積層体の製造方法であって、
一方向に連続し且つ該一方向に延伸された連続帯状の伸縮性を有する原反シートに対して、該一方向を搬送方向として搬送しつつ、マーク付与装置によってマークを付与するマーク付与工程と、
前記マークが付与された前記原反シートを、前記搬送方向と直交する搬送直交方向に二等分して該搬送方向に平行に延びる中心直線に対して対称に蛇行する、切断予定線にて切断し、第1伸縮性シートが該搬送方向に複数連なった第1連続シートと、第2伸縮性シートが該搬送方向に複数連なった第2連続シートとに分割する分割工程と、
第1連続シート及び第2連続シートを前記搬送方向に搬送しつつ、両連続シートの前記切断予定線での切断縁部が同じ方向を向くように、両連続シートの一方又は両方を該搬送方向周りに回転させる回転工程と、
第1連続シートを第1位置制御搬送ロールで搬送するとともに、第2連続シートを第2位置制御搬送ロールで搬送する搬送工程と、
第1撮像装置により第1連続シートを撮像し、第2撮像装置により第2連続シートを撮像して、撮像により得られた画像から、搬送方向における、第1連続シート及び第2連続シートそれぞれの切断縁部の凹状部分又は凸状部分の位置、並びに第1連続シート又は第2連続シートに付与された前記マークの位置を測定する測定工程と、
第1連続シートと第2連続シートとを、両連続シートの前記切断縁部の前記搬送方向の位相を合わせて重ね合わせて連続積層体を得る積層工程と、
前記連続積層体に前記接合部を前記搬送方向に間欠的に形成する接合工程と、
前記連続積層体を前記搬送直交方向に切断して、枚葉の前記伸縮性積層体を形成する切断工程と、
前記測定工程において得られた測定結果に基づいて、第1連続シートの前記搬送方向の位置制御の要否及び第2連続シートの該搬送方向の位置制御の要否、並びに、前記マーク付与工程における、第1連続シートにおける前記マークの位置制御の要否及び第2連続シートにおける前記マークの位置制御の要否を判定する判定工程と、
前記判定工程の判定結果に基づき、前記搬送工程における、第1連続シートの前記搬送方向の位置、第2連続シートの前記搬送方向の位置、及び前記マーク付与工程において前記マークを付与する位置のうち、制御が必要と判定されたものの制御を行う制御工程とを含む、伸縮性積層体の製造方法。
続きを表示(約 780 文字)
【請求項2】
前記判定工程の判定結果を、複数のパターンに場合分けし、
前記制御工程においては、前記パターンに応じて、第1連続シートの位置、第2連続シートの位置、及び前記マークを付与する位置を制御する制御方法を実施する、請求項1に記載の伸縮性積層体の製造方法。
【請求項3】
前記測定工程における第1連続シート及び第2連続シートを撮像するタイミングは、前記切断工程において前記連続積層体を切断するタイミングを基準に決定される、請求項1又は2に記載の伸縮性積層体の製造方法。
【請求項4】
前記測定工程における第1連続シート及び第2連続シートの前記切断予定線での切断縁部の搬送方向の位置、並びに第1連続シート及び第2連続シートに付与された前記マークの位置の測定は、前記撮像により得られた画像から、予め登録された、前記分割工程で切断された第1連続シート及び第2連続シートの部分画像をパターンマッチング法により探索することによって行う、請求項1又は2に記載の伸縮性積層体の製造方法。
【請求項5】
前記マーク付与装置は、エンボス装置であり、
前記マーク付与工程は、前記原反シートにエンボス加工を施すことにより、該原反シートに前記マークを付与する、請求項1又は2に記載の伸縮性積層体の製造方法。
【請求項6】
前記制御工程における前記マークを付与する位置の制御は、前記エンボス装置がエンボス加工を行っていないときに行う、請求項5に記載の伸縮性積層体の製造方法。
【請求項7】
前記マーク付与装置は、印刷装置であり、
前記マーク付与工程は、前記原反シートに印刷を施すことにより、該原反シートに前記マークを付与する、請求項1又は2に記載の伸縮性積層体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、周方向に伸縮性を有する環状構造を形成し、伸縮性が要求される各種物品の構成部材として使用可能な伸縮性積層体の製造方法に関する。
続きを表示(約 3,100 文字)
【背景技術】
【0002】
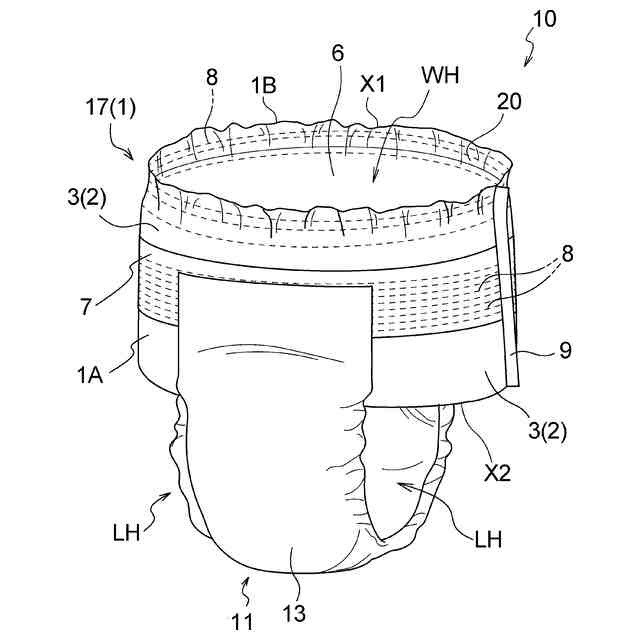
パンツ型吸収性物品の一種として、体液を吸収保持する吸収性コアを含む吸収パッド部と、着用者の胴周りに配され、該吸収パッド部を着用者の股間部に当てて保持する環状のホルダー部(ウエストバンド)とを備え、該吸収パッド部が該ホルダー部に対して着脱自在に構成されている、セパレートタイプのものが知られている。前記ホルダー部は、典型的には、周方向に伸縮性を有する伸縮性シート、前記ホルダー部の止着用シート(例えば機械的面ファスナーのメス部材)等の複数のシートが積層された伸縮性積層体を主体とする。
【0003】
ところで、特許文献1には、連続シートに基づいて非セパレートタイプの吸収性物品に係るシート状部材を製造する方法が記載されている。特許文献1の製造方法は、連続シートの連続方向を搬送方向として該連続シートを搬送することにより、加工処理部に連続シートを送り込んで供給する供給工程と、前記搬送方向の所定位置で加工処理部が連続シートにおける吸収性物品となる各部分に対して前記搬送方向に間欠的に加工を行う加工工程と、連続シート上に残存する前記加工の痕跡を検出して検出結果を出力する検出工程とを有している。また特許文献1の製造方法では、前記供給工程において、前記検出結果に基づいて加工処理部へ送り込む際の連続シートの前記搬送方向の張力値を調整している。
【0004】
また、特許文献2には、包装シートにより非セパレートタイプの吸収性物品が包装された包装体の製造方法が記載されている。特許文献2の製造方法は、表示要素が繰り返し形成されている連続シートを第一搬送部及び第二搬送部により搬送する搬送工程と、第一搬送部及び第二搬送部の間に位置する合流位置にて吸収性物品を順次合流させる合流工程と、連続シートを折り畳む折り畳み工程と、連続シートを切断して包装体を生成する切断工程とを有している。特許文献2では、搬送工程においては、表示要素のずれ情報から第一搬送部の第一搬送速度及び第二搬送部の第二搬送速度をそれぞれ増減させて、吸収性物品が連続シートの正規位置に合流するように連続シートの搬送制御を行い、該搬送制御においては、第一搬送速度を増加させた場合は第二搬送速度を増加させ、第一搬送速度を減少させた場合は第二搬送速度を減少させるように制御している。
【0005】
また、特許文献3には、連続する第1シートと連続する第2シートとを合流位置で重ね合わせて、連続して非セパレートタイプの吸収性物品の並ぶシート状部材を製造する方法が記載されている。特許文献3の製造方法では、伸長性を有し周期的に画像の形成された第1シートをロール体から供給する。次に、吸収性物品の1単位分のシート状部材が搬送されるごとに該吸収性物品の1単位分の第1シートが送り出されるように第1シートの送出速度を制御して、第1シートを前記合流位置に向けて送り出す。そして、第1シートの前記画像を検出し、前記画像の検出結果に基づいて、第1シートの送出速度を制御する送出位置から前記合流位置までの経路長を変更し、吸収性物品に対する前記画像の位置を調整する。
【先行技術文献】
【特許文献】
【0006】
国際公開第2017/175389号
特開2019-41844号公報
国際公開第2017/221385号
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1~3では、非セパレートタイプの吸収性物品について、その構成部材等の製造ラインにおいて、適切な位置に所定の加工を施すことができるようにするための技術が提案されている。しかしながら、特許文献1~3は、セパレートタイプの吸収性物品の前記ホルダーの主体となる伸縮性積層体の製造ラインにおいて、適切な位置に所定の加工を施すことができるようにすることについて、何ら検討していない。前記ホルダーの主体となる伸縮性積層体の製造ラインにおいても、適切な位置に所定の加工を施すことができるようにし、適正な伸縮性積層体を製造できるようにすることが望まれている。
【0008】
本発明の課題は、適正な伸縮性積層体を製造し得る技術を提供することに関する。
【課題を解決するための手段】
【0009】
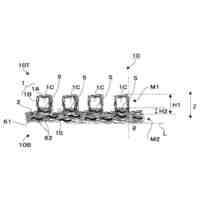
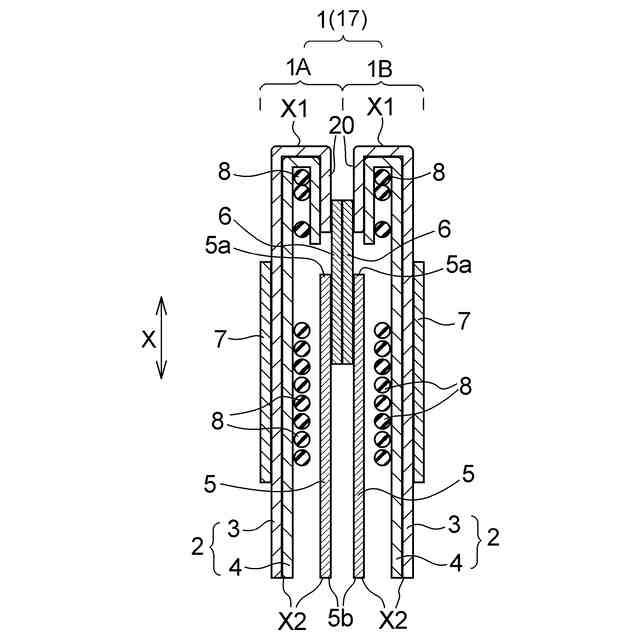
本発明は、一方向に伸縮性を有する第1伸縮性シートと、該第1伸縮性シートの一方の面に重ねられ、該一方向に伸縮性を有する第2伸縮性シートとを備え、両伸縮性シートは、それらの該一方向の両端部に形成された一対の接合部にて互いに接合され、該一対の接合部に挟まれた部分では互いに接合されておらず、該一対の接合部に挟まれた部分が、周方向に伸縮性を有する環状構造を形成し得る、伸縮性積層体の製造方法であって、
一方向に連続し且つ該一方向に延伸された連続帯状の伸縮性を有する原反シートに対して、該一方向を搬送方向として搬送しつつ、マーク付与装置によってマークを付与するマーク付与工程と、
前記マークが付与された前記原反シートを、前記搬送方向と直交する搬送直交方向に二等分して該搬送方向に平行に延びる中心直線に対して対称に蛇行する、切断予定線にて切断し、第1伸縮性シートが該搬送方向に複数連なった第1連続シートと、第2伸縮性シートが該搬送方向に複数連なった第2連続シートとに分割する分割工程と、
第1連続シート及び第2連続シートを前記搬送方向に搬送しつつ、両連続シートの前記切断予定線での切断縁部が同じ方向を向くように、両連続シートの一方又は両方を該搬送方向周りに回転させる回転工程と、
第1連続シートを第1位置制御搬送ロールで搬送するとともに、第2連続シートを第2位置制御搬送ロールで搬送する搬送工程と、
第1撮像装置により第1連続シートを撮像し、第2撮像装置により第2連続シートを撮像して、撮像により得られた画像から、搬送方向における、第1連続シート及び第2連続シートそれぞれの切断縁部の凹状部分の位置、並びに第1連続シート又は第2連続シートに付与された前記マークの位置を測定する測定工程と、
第1連続シートと第2連続シートとを、両連続シートの前記切断縁部の前記搬送方向の位相を合わせて重ね合わせて連続積層体を得る積層工程と、
前記連続積層体に前記接合部を前記搬送方向に間欠的に形成する接合工程と、
前記連続積層体を前記搬送直交方向に切断して、枚葉の前記伸縮性積層体を形成する切断工程と、
前記測定工程において得られた測定結果に基づいて、第1連続シートの前記搬送方向の位置制御の要否及び第2連続シートの該搬送方向の位置制御の要否、並びに、前記マーク付与工程における、第1連続シートにおける前記マークの位置制御の要否及び第2連続シートにおける前記マークの位置制御の要否を判定する判定工程と、
前記判定工程の判定結果に基づき、前記搬送工程における、第1連続シートの前記搬送方向の位置、第2連続シートの前記搬送方向の位置、及び前記マーク付与工程において前記マークを付与する位置のうち、制御が必要と判定されたものの制御を行う制御工程とを含む、伸縮性積層体の製造方法を提供するものである。
【発明の効果】
【0010】
本発明の伸縮性積層体の製造方法によれば、適正な伸縮性積層体を製造することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
花王株式会社
容器
26日前
花王株式会社
容器
3日前
花王株式会社
袋容器
1か月前
花王株式会社
洗浄方法
18日前
花王株式会社
包装容器
1か月前
花王株式会社
固形食品
25日前
花王株式会社
美容キット
3日前
花王株式会社
乳化化粧料
5日前
花王株式会社
乳化化粧料
5日前
花王株式会社
油脂組成物
17日前
花王株式会社
吸収性物品
19日前
花王株式会社
物品搬送装置
3日前
花王株式会社
エッチング液
10日前
花王株式会社
経口用組成物
13日前
花王株式会社
経口用組成物
13日前
花王株式会社
口腔用組成物
1か月前
花王株式会社
化粧料組成物
17日前
花王株式会社
流体密封容器
26日前
花王株式会社
経口用組成物
26日前
花王株式会社
ポンプユニット
23日前
花王株式会社
油性固形化粧料
25日前
花王株式会社
ペット用トイレ
23日前
花王株式会社
糖質燃焼促進剤
17日前
花王株式会社
リパーゼ変異体
26日前
花王株式会社
皮膚の分類方法
17日前
花王株式会社
皮膚洗浄剤組成物
3日前
花王株式会社
口腔内菌叢改善剤
25日前
花王株式会社
アイスクリーム類
13日前
花王株式会社
肌のくすみ改善剤
19日前
花王株式会社
鋳物製造用構造体
1か月前
花王株式会社
皮膚洗浄剤組成物
3日前
花王株式会社
吸収性物品用不織布
25日前
花王株式会社
吸収性物品用不織布
25日前
花王株式会社
吸収性物品用不織布
25日前
花王株式会社
吹付用水硬性組成物
26日前
花王株式会社
吸収性物品用不織布
25日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ