TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024025793
公報種別
公開特許公報(A)
公開日
2024-02-26
出願番号
2023203488,2022165931
出願日
2023-11-30,2016-03-22
発明の名称
積層紙の製造装置、積層紙の製造装置のヒートシールローラ、及び、積層紙
出願人
角田紙業株式会社
代理人
個人
主分類
A47K
7/00 20060101AFI20240216BHJP(家具;家庭用品または家庭用設備;コーヒーひき;香辛料ひき;真空掃除機一般)
要約
【課題】付加価値の高い機能を備え、また、従来よりも性能を飛躍的に向上した積層紙を使用した製品、積層紙の製造装置、及び積層紙の製造方法の提供。
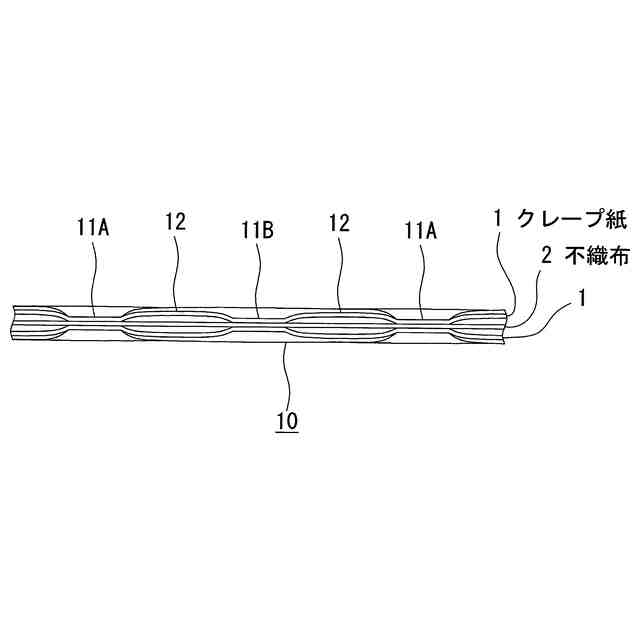
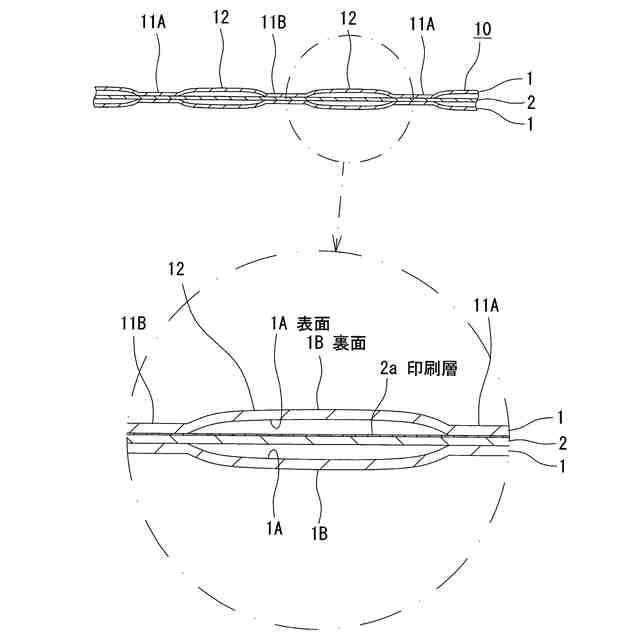
【解決手段】紙おしぼりは積層紙からなる。積層紙は、一対の外層シートとしてのクレープ紙と、前記一対のクレープ紙の間に積層状態で配設される熱融着性の中間層シートとからなり、熱融着手段により前記クレープ紙を前記中間層シートに対して熱融着して、前記クレープ紙のクレープ皺の延びる方向と直交する方向に延びる線状の熱融着部列を形成することにより、前記クレープ紙を前記中間層シートに熱融着して積層構造とする。
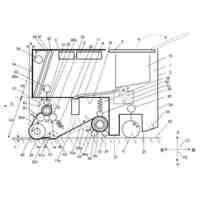
【選択図】図16
特許請求の範囲
【請求項1】
積層紙の製造装置のヒートシールローラであって、
前記積層紙は、
一対の外層シートとしてのクレープ紙と、
前記一対のクレープ紙の間に積層状態で配設される熱融着性の中間層シートとしての不織布とからなり、
前記クレープ紙のクレープ皺の延びる方向と直交する方向に延びる線状の熱融着部列により、前記クレープ紙を前記中間層シートに熱融着して積層構造とするものであり、
前記積層紙に前記熱融着部列を形成するための対をなす第1のヒートシールローラ及び第2のヒートシールローラを備え、
前記第1のヒートシールローラは、前記熱融着部列に対応する凸条状の熱圧着凸部を有すると共に、前記熱圧着凸部の周面を熱圧着面とし、
前記第2のヒートシールローラは、前記第1のヒートシールローラの熱圧着凸部と対向する凸条状の熱圧着凸部を有すると共に、前記熱圧着凸部の周面を前記第1のヒートシールローラの熱圧着面と対向する熱圧着面とし、
前記第2のヒートシールローラの熱圧着凸部の熱圧着面の幅は、前記第1のヒートシールローラの熱圧着凸部の熱圧着面の幅よりも一定寸法だけ大きな幅に設定され、前記第1のヒートシールローラの熱圧着凸部の熱圧着面と前記第2のヒートシールローラの熱圧着凸部の熱圧着面とを対向して略密接状態で配置したときに、前記第1のヒートシールローラの熱圧着凸部の熱圧着面の幅方向両側で、それぞれ、前記第2のヒートシールローラの熱圧着凸部の熱圧着面の幅方向両端部の一定幅部分が露出するようになっていると共に、
前記第2のヒートシールローラの熱圧着凸部の熱圧着面の幅方向両側では、一対の側面が、前記熱圧着面と鈍角となるような所定の傾斜角度で傾斜して延びていることを特徴とする積層紙の製造装置のヒートシールローラ。
続きを表示(約 2,700 文字)
【請求項2】
前記熱圧着凸部の熱圧着面は、前記熱融着部列に対応して、平面視で直線的に延びる直線細帯部と、前記直線細帯部の長さ方向両端の半円状の湾曲部とから構成されることを特徴とする請求項1記載の積層紙の製造装置のヒートシールローラ。
【請求項3】
前記積層紙は、前記クレープ紙のクレープ率が異なる積層紙となる場合、前記幅方向の熱融着部間隔の範囲内で、前記クレープ紙のクレープ率の増加に比例して前記幅方向の熱融着部間隔を増加するものであり、
前記第1のヒートシールローラでは、前記熱圧着凸部について、各列の熱圧着凸部の隣接する熱圧着面の間の間隙の間隔は、前記積層紙の熱融着部間隔と同一寸法に設定され、前記積層紙のクレープ紙のクレープ率が異なる製品となる場合において、前記積層紙が、前記幅方向の熱融着部間隔の範囲内で、前記クレープ紙のクレープ率の増加に比例して前記幅方向の熱融着部間隔を増加する場合、前記熱圧着凸部の隣接する熱圧着面の間の間隙の間隔も、これに対応して増加するように構成されていることを特徴とする請求項1に記載の製品の積層紙を製造することを特徴とする請求項1又は2記載の積層紙の製造装置のヒートシールローラ。
【請求項4】
請求項1から3のいずれか1項記載のヒートシールローラを装着自在としてなる積層紙の製造装置であって、
前記第1のヒートシールローラ及び第2のヒートシールローラのローラ長は、1200mm~1500mmの範囲内に設定され、
前記第1のヒートシールローラ及び第2のヒートシールローラのローラ径は、180mm~300mmの範囲内に設定され、
前記熱圧着凸部から熱融着前積層紙の熱融着部部分に加える押圧力である熱圧着時押圧力を、2気圧以上の値に設定自在としたことを特徴とする積層紙の製造装置。
【請求項5】
前記熱圧着時押圧力は、前記第1のヒートシールローラ及び第2のヒートシールローラのローラ長が1400mmの場合、5.5~7.0気圧の範囲内に設定自在とし、前記第1のヒートシールローラ及び第2のヒートシールローラのローラ長が1500mmの場合、7.5~8.0気圧の範囲内に設定自在としたことを特徴とする請求項4記載の積層紙の製造装置。
【請求項6】
請求項1から3のいずれか1項記載のヒートシールローラを装着自在としてなる積層紙の製造装置であって、
前記第1のヒートシールローラ及び第2のヒートシールローラの熱圧着時の温度である熱圧着温度を、175~200℃の範囲内に設定自在とし、
前記熱圧着温度が前記第1のヒートシールローラ及び第2のヒートシールローラの回転速度に比例して増減するよう、前記第1のヒートシールローラ及び第2のヒートシールローラの温度制御及び回転制御を行うことを自在としたことを特徴とする積層紙の製造装置。
【請求項7】
請求項1から3のいずれか1項記載のヒートシールローラを装着自在としてなる積層紙の製造装置であって、
前記第1のヒートシールローラ及び第2のヒートシールローラの熱圧着時の温度である熱圧着温度を一定に維持すると共に、前記第1のヒートシールローラ及び第2のヒートシールローラの回転速度が熱融着前積層紙の厚みである原紙厚に比例して増減するよう、前記原紙厚に応じて前記第1のヒートシールローラ及び第2のヒートシールローラの回転速度を増減変更して回転制御することを自在としたことを特徴とする積層紙の製造装置。
【請求項8】
請求項1から3のいずれか1項記載のヒートシールローラを装着自在としてなる積層紙の製造装置であって、
前記第1のヒートシールローラ及び第2のヒートシールローラの熱圧着時の温度である熱圧着温度を一定に維持すると共に、前記第1のヒートシールローラ及び第2のヒートシールローラの回転速度が熱融着前積層紙の不織布原料シートの厚みである不織布厚に比例して増減するよう、前記不織布厚に応じて前記第1のヒートシールローラ及び第2のヒートシールローラの回転速度を増減変更して回転制御することを自在としたことを特徴とする積層紙の製造装置。
【請求項9】
請求項1から3のいずれか1項記載のヒートシールローラを装着自在としてなる積層紙の製造装置であって、
前記第1のヒートシールローラ及び第2のヒートシールローラの回転速度を一定に維持すると共に、前記第1のヒートシールローラ及び第2のヒートシールローラの熱圧着時の温度である熱圧着温度が熱融着前積層紙の不織布原料シートの厚みである不織布厚に比例して増減するよう、前記不織布厚に応じて前記第1のヒートシールローラ及び第2のヒートシールローラの熱圧着温度を増減変更して温度制御することを自在としたことを特徴とする積層紙の製造装置。
【請求項10】
請求項1から3のいずれか1項記載のヒートシールローラを装着自在としてなる積層紙の製造装置であって、
前記第1のヒートシールローラ及び第2のヒートシールローラの内部には、それぞれ、密閉空間が形成されると共に、前記第1のヒートシールローラ及び第2のヒートシールローラの内部空間は、真空状態に維持された密閉空間となっており、
前記第1のヒートシールローラ及び第2のヒートシールローラの内部空間に、それぞれ、外部の水供給手段を接続し、この水供給手段から前記第1のヒートシールローラ及び第2のヒートシールローラの内部空間に、それぞれ、水分を供給すると共に、前記第1のヒートシールローラ及び第2のヒートシールローラの加熱時に、その水分を加熱して得た高温水蒸気を前記第1のヒートシールローラ及び第2のヒートシールローラの内面に薄い層状又は膜状となるように付着させ、その層状又は膜状の水蒸気により、前記第1のヒートシールローラ及び第2のヒートシールローラの全体を、前記第1のヒートシールローラ及び第2のヒートシールローラの周方向の全体及び長さ方向の全体にわたって均一な温度に維持し、全ての前記熱圧着凸部の熱圧着面の全面にわたって、前記第1のヒートシールローラ及び第2のヒートシールローラの熱圧着時の温度である熱圧着温度が均一かつ均等に維持されるように制御することを自在としたことを特徴とする積層紙の製造装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、積層紙の製造装置、積層紙の製造装置のヒートシールローラ、及び、積層紙に関するものである。
続きを表示(約 3,800 文字)
【背景技術】
【0002】
従来の紙おしぼり等に使用可能な積層紙に関する発明として、本発明者の発明乃至考案に係る特許文献1に係る発明、及び、特許文献2に係る発明がある。これらの発明では、クレープを有する吸湿紙と熱融着性シート(合成繊維を混抄した吸湿紙または不織布)とを積層して、吸湿紙のクレープと略直交する方向に延びるようヒートセット部乃至ヒートシール部を形成し、それらを熱融着して一体化している。これらの発明は、肌触りが良く、外観及び使用感にも優れた積層紙を提供することができ、また、積層紙のヒートシールを低温で行うことができ、加工が容易になり、製造コストを低減することができる。
【0003】
また、上記のような優れた効果を有する従来の積層紙を更に改良した本発明者の発明として、特許文献3に記載の発明及び特許文献4に記載の発明がある。これらの発明は、特に、クレープ紙及び熱融着性シートのヒートシール部の融着強度を大幅に向上し、かつ、全体のボリューム感を増大して外観を更に向上して積層紙を提供することができる。即ち、これらの発明に係る積層紙は、融着面積を少なくしても十分な融着強度を得ることができ、全体のボリューム感も増大することができる。
【先行技術文献】
【特許文献】
【0004】
特公平4-24480号公報
実公平4-15116号公報
特開平11-342090号公報
特開2003-39581号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記特許文献1~特許文献4の発明は、いずれも、積層紙を紙おしぼり等に具体化した場合に、その肌触りや外観や使用感を大幅に向上することができ、また、積層紙を構成する吸湿紙と熱融着性シートとの間の融着強度を大幅に向上し、かつ、全体のボリューム感を大幅に増大することができるという、主に機能に関する効果を発揮しており、商品としての大きな利点をもたらすものである。一方、本発明者は、素材としての積層紙を紙おしぼり等の最終製品へと加工する過程で、或いは、加工した後の段階で、従来の積層紙に対して更に付加価値の高い機能を付与することに着想し、また、積層紙としての性能を従来よりも飛躍的に向上できる新規な積層紙及びその製造方法について模索した。そして、本発明者は、このように付加価値の高い機能を備え、また、従来よりも性能を飛躍的に向上した積層紙、その積層紙を製造するための製造方法、並びに、その積層紙を製造するための製造装置、或いは、その製造方法で使用する製造装置について研究開発を継続し、試行錯誤を重ねた結果、本発明に相当した。
【0006】
即ち、本発明は、付加価値の高い機能を備え、また、従来よりも性能を飛躍的に向上した積層紙の製造装置、かかる積層紙の製造装置のヒートシールローラ、及び、かかる積層紙の製造装置によって製造した積層紙の提供を課題とする。
【課題を解決するための手段】
【0007】
本発明の第1の観点に係る積層紙の製造装置のヒートシールローラは、前記積層紙が、一対の外層シートとしてのクレープ紙と、前記一対のクレープ紙の間に積層状態で配設される熱融着性の中間層シートとしての不織布とからなり、前記クレープ紙のクレープ皺の延びる方向と直交する方向に延びる線状の熱融着部列により、前記クレープ紙を前記中間層シートに熱融着して積層構造とするものである。かかる積層紙の製造装置のヒートシールローラは、前記積層紙に前記熱融着部列を形成するための対をなす第1のヒートシールローラ及び第2のヒートシールローラを備えている。前記第1のヒートシールローラは、前記熱融着部列に対応する凸条状の熱圧着凸部を有すると共に、前記熱圧着凸部の周面を熱圧着面としている。前記第2のヒートシールローラは、前記第1のヒートシールローラの熱圧着凸部と対向する凸条状の熱圧着凸部を有すると共に、前記熱圧着凸部の周面を前記第1のヒートシールローラの熱圧着面と対向する熱圧着面としている。前記第2のヒートシールローラの熱圧着凸部の熱圧着面の幅は、前記第1のヒートシールローラの熱圧着凸部の熱圧着面の幅よりも一定寸法だけ大きな幅に設定され、前記第1のヒートシールローラの熱圧着凸部の熱圧着面と前記第2のヒートシールローラの熱圧着凸部の熱圧着面とを対向して略密接状態で配置したときに、前記第1のヒートシールローラの熱圧着凸部の熱圧着面の幅方向両側で、それぞれ、前記第2のヒートシールローラの熱圧着凸部の熱圧着面の幅方向両端部の一定幅部分が露出するようになっている。前記第2のヒートシールローラの熱圧着凸部の熱圧着面の幅方向両側では、一対の側面が、前記熱圧着面と鈍角となるような所定の傾斜角度で傾斜して延びている。
【0008】
本発明の第2の観点に係る積層紙の製造装置は、一対の外層シートとしてのクレープ紙と、前記一対のクレープ紙の間に積層状態で配設される熱融着性の中間層シートとしての不織布とからなり、前記クレープ紙のクレープ皺の延びる方向と直交する方向に延びる線状の熱融着部列により、前記クレープ紙を前記中間層シートに熱融着して積層構造としてなる積層紙の製造装置である。かかる積層紙の製造装置は、前記熱融着部列を形成するための対をなす第1のヒートシールローラ及び第2のヒートシールローラを備えている。前記第1のヒートシールローラは、前記熱融着部列に対応する凸条状の熱圧着凸部を有すると共に、前記熱圧着凸部の周面を熱圧着面としている。前記第2のヒートシールローラは、前記第1のヒートシールローラの熱圧着凸部と対向する凸条状の熱圧着凸部を有すると共に、前記熱圧着凸部の周面を前記第1のヒートシールローラの熱圧着面と対向する熱圧着面としている。更に、前記第1のヒートシールローラ及び第2のヒートシールローラのローラ長は、1200mm~1500mmの範囲内に設定されている。前記第1のヒートシールローラ及び第2のヒートシールローラのローラ径は、180mm~300mmの範囲内に設定されている。前記熱圧着凸部から熱融着前積層紙の熱融着部部分に加える押圧力である熱圧着時押圧力は、2気圧以上の値に設定自在としている。
【0009】
本発明の第3の観点に係る積層紙の製造装置は、一対の外層シートとしてのクレープ紙と、前記一対のクレープ紙の間に積層状態で配設される熱融着性の中間層シートとしての不織布とからなり、前記クレープ紙のクレープ皺の延びる方向と直交する方向に延びる線状の熱融着部列により、前記クレープ紙を前記中間層シートに熱融着して積層構造としてなる積層紙の製造装置である。かかる積層紙の製造装置は、前記熱融着部列を形成するための対をなす第1のヒートシールローラ及び第2のヒートシールローラを備えている。前記第1のヒートシールローラは、前記熱融着部列に対応する凸条状の熱圧着凸部を有すると共に、前記熱圧着凸部の周面を熱圧着面としている。前記第2のヒートシールローラは、前記第1のヒートシールローラの熱圧着凸部と対向する凸条状の熱圧着凸部を有すると共に、前記熱圧着凸部の周面を前記第1のヒートシールローラの熱圧着面と対向する熱圧着面としている。更に、前記熱圧着凸部から熱融着前積層紙の熱融着部部分に加える押圧力である熱圧着時押圧力は、前記第1のヒートシールローラ及び第2のヒートシールローラのローラ長が1400mmの場合、5.5~7.0気圧の範囲内に設定自在とし、前記第1のヒートシールローラ及び第2のヒートシールローラのローラ長が1500mmの場合、7.5~8.0気圧の範囲内に設定自在としている。
【0010】
本発明の第4の観点に係る積層紙の製造装置は、一対の外層シートとしてのクレープ紙と、前記一対のクレープ紙の間に積層状態で配設される熱融着性の中間層シートとしての不織布とからなり、前記クレープ紙のクレープ皺の延びる方向と直交する方向に延びる線状の熱融着部列により、前記クレープ紙を前記中間層シートに熱融着して積層構造としてなる積層紙の製造装置である。かかる積層紙の製造装置は、前記熱融着部列を形成するための対をなす第1のヒートシールローラ及び第2のヒートシールローラを備えている。前記第1のヒートシールローラは、前記熱融着部列に対応する凸条状の熱圧着凸部を有すると共に、前記熱圧着凸部の周面を熱圧着面としている。前記第2のヒートシールローラは、前記第1のヒートシールローラの熱圧着凸部と対向する凸条状の熱圧着凸部を有すると共に、前記熱圧着凸部の周面を前記第1のヒートシールローラの熱圧着面と対向する熱圧着面としている。更に、前記第1のヒートシールローラ及び第2のヒートシールローラの熱圧着時の温度である熱圧着温度は、175~200℃の範囲内に設定自在としている。前記熱圧着温度が前記第1のヒートシールローラ及び第2のヒートシールローラの回転速度に比例して増減するよう、前記第1のヒートシールローラ及び第2のヒートシールローラの温度制御及び回転制御を行う。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
角田紙業株式会社
積層紙、積層紙を加工してなる製品、積層紙の製造装置、及び、積層紙の製造装置のヒートシールローラ
5か月前
個人
枕
4か月前
個人
椅子
2か月前
個人
構造体
10か月前
個人
モップ
8か月前
個人
焼き網
1か月前
個人
収納体
11か月前
個人
調理道具
7か月前
個人
快眠用具
11か月前
個人
スプーン
4か月前
個人
絵馬守り
9か月前
個人
棚
7か月前
個人
泡立て器
7か月前
個人
棚の支柱
8か月前
個人
ふさかけ
9か月前
個人
しゃもじ
10か月前
個人
商品トレー
4か月前
個人
皮引き俎板
3か月前
個人
健康学習台
6か月前
個人
エコ掃除機
1日前
個人
折り畳み台
7か月前
個人
寝具補助具
4か月前
個人
絵馬
3か月前
個人
手動挟持具
7か月前
個人
便座の取っ手
9か月前
個人
表面処理装置
9か月前
個人
カバー
11か月前
個人
宅配ボックス
3か月前
個人
穀類保存容器
9か月前
個人
アルミトレー
3か月前
個人
包丁安全器具
11か月前
個人
焚火台
9か月前
個人
コップの取手
3か月前
個人
転倒防止装置
4か月前
個人
棒状ハンガー
10か月前
個人
食器皿セット
4か月前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ