TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024022258
公報種別
公開特許公報(A)
公開日
2024-02-16
出願番号
2022125703
出願日
2022-08-05
発明の名称
プレキャストRC軸状部材の製造方法
出願人
株式会社フジタ
代理人
個人
,
個人
主分類
B28B
23/02 20060101AFI20240208BHJP(セメント,粘土,または石材の加工)
要約
【課題】製造から数年程度が経過した際に生じ得る、乾燥収縮等に起因したひび割れの抑制を、プレキャストRC軸状部材の製造段階において制御できる、プレキャストRC軸状部材の製造方法を提供すること。
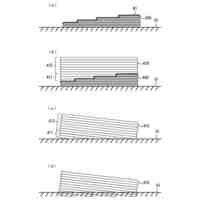
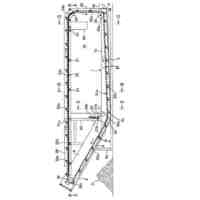
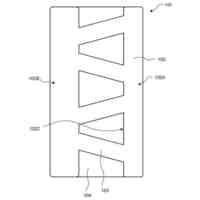
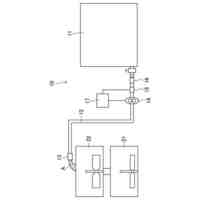
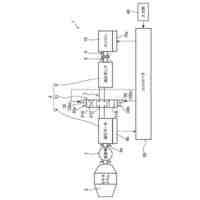
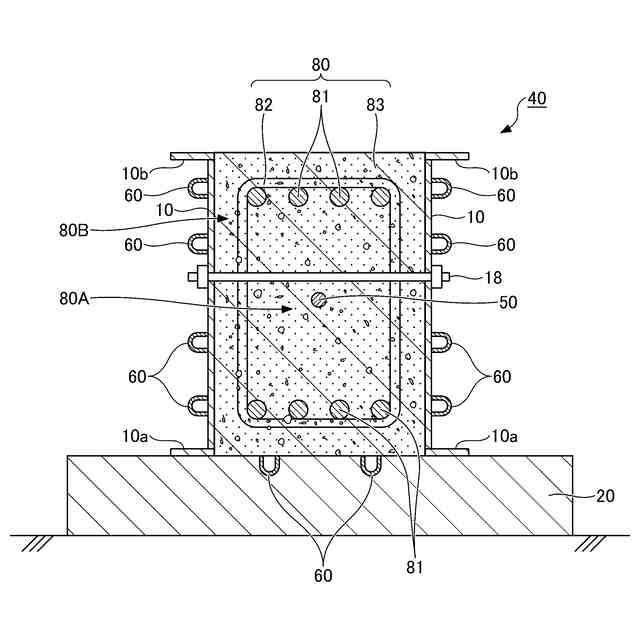
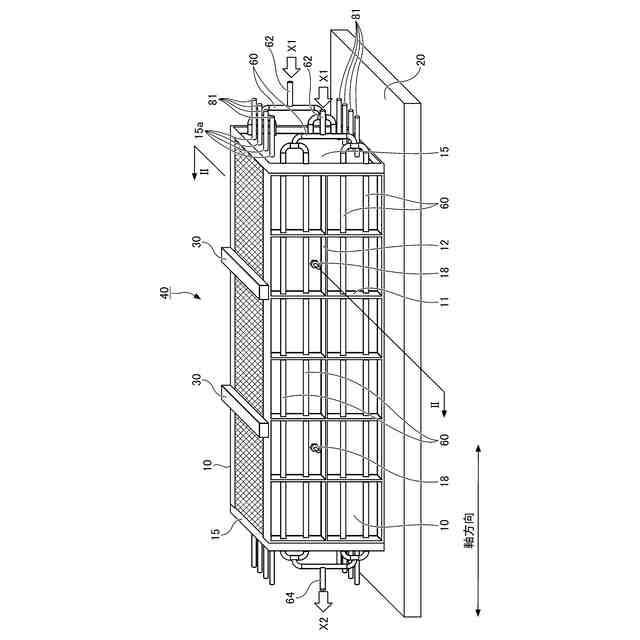
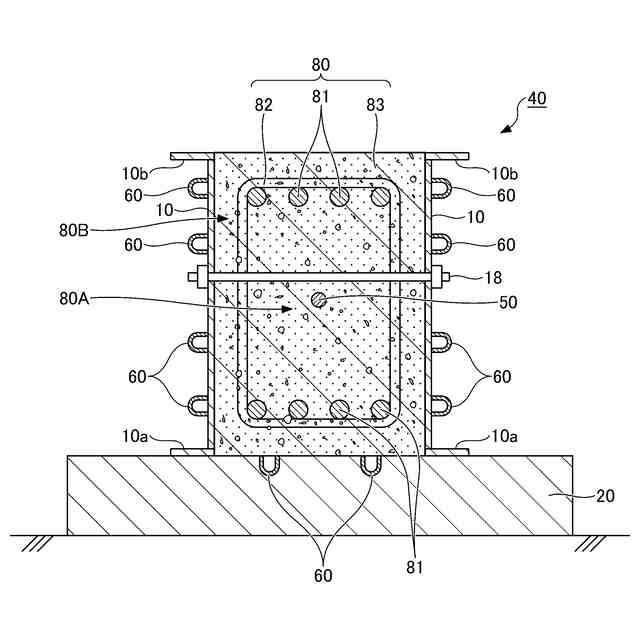
【解決手段】プレキャストRC軸状部材の製造方法であり、型枠40の内部に配筋してコンクリート83を充填し、養生を行って、コンクリート83の表面80Bに圧縮応力を生じさせ、コンクリート83の内部80Aに引張応力を生じさせる、充填養生工程を少なくとも有し、充填養生工程では、コンクリート83の内部80Aの温度を昇温手段50によって昇温し、コンクリート83の表面80Bの温度を降温手段60によって降温することにより、内部80Aと表面80Bの温度差を大きくして、表面80Bにおける圧縮応力を、プレキャストRC軸状部材80が製造された後に乾燥収縮によって生じる引張応力以上の大きさに制御する。
【選択図】図2
特許請求の範囲
【請求項1】
プレキャストRC軸状部材の製造方法であって、
型枠の内部に配筋してコンクリートを充填し、養生を行って、前記コンクリートの表面に圧縮応力を生じさせ、前記コンクリートの内部に引張応力を生じさせる、充填養生工程を少なくとも有し、
前記充填養生工程では、前記コンクリートの前記内部の温度を昇温手段によって昇温することにより、前記内部と前記表面の温度差を大きくして、前記表面の前記圧縮応力を、前記プレキャストRC軸状部材が製造された後に乾燥収縮によって生じる引張応力以上の大きさに制御することを特徴とする、プレキャストRC軸状部材の製造方法。
続きを表示(約 1,200 文字)
【請求項2】
プレキャストRC軸状部材の製造方法であって、
型枠の内部に配筋してコンクリートを充填し、養生を行って、前記コンクリートの表面に圧縮応力を生じさせ、前記コンクリートの内部に引張応力を生じさせる、充填養生工程を少なくとも有し、
前記充填養生工程では、前記コンクリートの前記表面の温度を降温手段によって降温することにより、前記内部と前記表面の温度差を大きくして、前記表面の前記圧縮応力を、前記プレキャストRC軸状部材が製造された後に乾燥収縮によって生じる引張応力以上の大きさに制御することを特徴とする、プレキャストRC軸状部材の製造方法。
【請求項3】
プレキャストRC軸状部材の製造方法であって、
型枠の内部に配筋してコンクリートを充填し、養生を行って、前記コンクリートの表面に圧縮応力を生じさせ、前記コンクリートの内部に引張応力を生じさせる、充填養生工程を少なくとも有し、
前記充填養生工程では、前記コンクリートの前記内部の温度を昇温手段によって昇温し、かつ、前記コンクリートの前記表面の温度を降温手段によって降温することにより、前記内部と前記表面の温度差を大きくして、前記表面の前記圧縮応力を、前記プレキャストRC軸状部材が製造された後に乾燥収縮によって生じる引張応力以上の大きさに制御することを特徴とする、プレキャストRC軸状部材の製造方法。
【請求項4】
前記昇温手段による昇温を、コンクリートの充填後7日までの間に行うことを特徴とする、請求項1又は3に記載のプレキャストRC軸状部材の製造方法。
【請求項5】
前記降温手段による降温を、コンクリートの充填後7日までの間に行うことを特徴とする、請求項2又は3に記載のプレキャストRC軸状部材の製造方法。
【請求項6】
前記昇温手段は、前記型枠の内部に設置されているパイプに熱媒を流通する方法であることを特徴とする、請求項1又は3に記載のプレキャストRC軸状部材の製造方法。
【請求項7】
前記昇温手段は、前記型枠の内部に設置されている棒状発熱体を発熱させる方法であることを特徴とする、請求項1又は3に記載のプレキャストRC軸状部材の製造方法。
【請求項8】
前記降温手段は、型枠に設置したパイプに対して冷媒を流通させる方法であることを特徴とする、請求項2又は3に記載のプレキャストRC軸状部材の製造方法。
【請求項9】
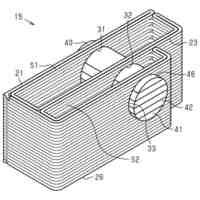
前記型枠が、ベッドと、前記ベッドの上に固定される一対の側面型枠及び一対の妻型枠と、前記側面型枠と前記妻型枠の上端に固定される拘束材とを備え、
前記一対の側面型枠が拘束ボルトにて相互に拘束されていることを特徴とする、請求項1乃至3のいずれか一項に記載のプレキャストRC軸状部材の製造方法。
【請求項10】
少なくとも前記側面型枠が、鋼製型枠であることを特徴とする、請求項9に記載のプレキャストRC軸状部材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、プレキャストRC軸状部材の製造方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
鉄筋コンクリート(RC:Reinforced Concrete)製の柱や梁といった軸状部材が、現場施工でなく、工場等においてプレキャストRC軸状部材として製造されることにより、品質に優れた軸状部材を製造することができる。さらに、このプレキャストRC軸状部材を現場搬送して組み付けることにより、自然環境に左右されるコンクリートの現場打設やその準備、養生期間を解消できることから、工期の大幅な短縮を図ることができる。
【0003】
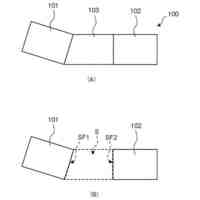
このようなプレキャストRC軸状部材の他、現場にて施工されるRC軸状部材においては、製造(もしくは施工)から4,5年程度経過した際に、部材表面に乾燥収縮等に起因するひび割れが生じることが課題となっている。このひび割れは一般に、RC軸状部材の軸方向に対して直交する方向に延びるひび割れである。この種のひび割れが生じた際には、ひび割れの更なる進展を防止したり、ひび割れによる部材の外観意匠性の低下を解消するべく、メンテナンスが余儀なくされる場合がある。従って、このように製造から数年経過した際に生じ得る、乾燥収縮等に起因したひび割れを事後的に処理することに代わり、プレキャストRC軸状部材の製造段階において、将来的に発生し得るひび割れを防止できる制御を含む製造方法が望まれる。
【0004】
ここで、特許文献1には、コンクリート冷却システムとコンクリート冷却方法が提案されている。このコンクリート冷却システムは、コンクリート型枠と型枠冷却手段を有する型枠ユニットを備え、型枠冷却手段は、コンクリート型枠の背面又は内部に設置される冷却管であり、冷媒が冷却管を流過することにより、コンクリート型枠内に打込まれたコンクリートを冷却するシステムである。また、このコンクリート冷却方法は、コンクリート型枠と型枠冷却手段を有する型枠ユニットを設置する型枠ユニット設置工程と、コンクリート型枠内にコンクリートを打込むコンクリート打込み工程と、型枠冷却手段でコンクリートを冷却する冷却工程とを備え、型枠冷却手段は、コンクリート型枠の背面又は内部に設置される冷却管であり、冷却工程では、冷媒を冷却管に流過させることによりコンクリート型枠内に打込まれたコンクリートを冷却する冷却方法である。
【先行技術文献】
【特許文献】
【0005】
特開2019-19476号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1に記載のコンクリート冷却システムとコンクリート冷却方法は、型枠内に充填されたコンクリートの全体を冷却することにより、特に製造初期の温度ひび割れを抑制する技術であり、上記するように、製造から数年程度が経過した際に生じ得る、乾燥収縮等に起因したひび割れの防止を、プレキャストRC軸状部材の製造段階において制御できる技術ではない。
【0007】
本発明は上記課題に鑑みてなされたものであり、製造から数年程度が経過した際に生じ得る、乾燥収縮等に起因したひび割れの抑制を、プレキャストRC軸状部材の製造段階において制御できる、プレキャストRC軸状部材の製造方法を提供することを目的としている。
【課題を解決するための手段】
【0008】
前記目的を達成すべく、本発明によるプレキャストRC軸状部材の製造方法の一態様は、
型枠の内部に配筋してコンクリートを充填し、養生を行って、前記コンクリートの表面に圧縮応力を生じさせ、前記コンクリートの内部に引張応力を生じさせる、充填養生工程を少なくとも有し、
前記充填養生工程では、前記コンクリートの前記内部の温度を昇温手段によって昇温することにより、前記内部と前記表面の温度差を大きくして、前記表面の前記圧縮応力を、前記プレキャストRC軸状部材が製造された後に乾燥収縮によって生じる引張応力以上の大きさに制御することを特徴とする。
【0009】
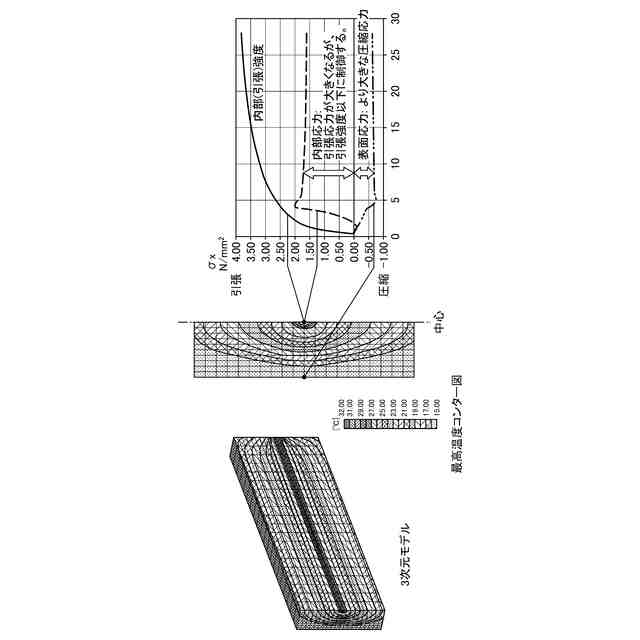
本態様によれば、プレキャストRC軸状部材の製造方法に関し、型枠の内部にコンクリートを充填して養生する充填養生工程において、コンクリートの内部の温度を昇温手段によって昇温して、コンクリートの内部と表面の温度差を大きくし、コンクリートの表面に対して、プレキャストRC軸状部材が製造された後に乾燥収縮によって生じる引張応力以上の大きさの圧縮応力を生じさせる制御を行うことにより、製造から数年程度が経過した際に生じ得る、乾燥収縮等に起因したひび割れの抑制を、プレキャストRC軸状部材の製造段階において実行することができる。また、この制御により、ひび割れの発生を遅らせたり、ひび割れの発生量を低減することも可能になる。
【0010】
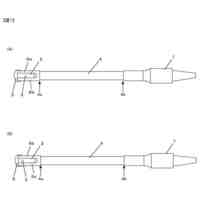
ここで、「軸状部材」とは、柱や梁、ブレース等の細幅比の大きな部材であり、壁パネルや床版等の面材の他、マスコンクリートではない部材を意味している。また、本明細書における「内部」と「表面」は、温度応力解析において、コンクリート充填後に一定の圧縮応力が生じる範囲を「表面」とし、一定の引張応力が生じる範囲を「内側」とする。また、構造上より明確にする観点では、軸状部材の表面から配力筋(柱における帯筋、梁におけるあばら筋(スターラップ))のかぶり範囲を「表面」とし、かぶりよりも部材の内側を「内部」としてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
杭切断装置
4か月前
峰岸株式会社
ドリルビット
4日前
株式会社大林組
形成方法
1か月前
株式会社大林組
形成方法
6か月前
マックストン株式会社
パネル用型枠
8か月前
ジャパンライフ株式会社
段差形成治具
3か月前
株式会社大林組
構造物形成方法
4か月前
太平洋マテリアル株式会社
モルタル調製方法
4か月前
株式会社コンセック
ワイヤーソー装置
2か月前
モリ技巧株式会社
コンクリートスラリー処理装置
2か月前
株式会社エアテックジャパン
粗面加工工具
3か月前
花王株式会社
水硬性組成物の吹付装置
8か月前
株式会社石井超硬工具製作所
タイルカッター
8か月前
第一カッター興業株式会社
集塵口
9か月前
株式会社マキタ
作業機
1か月前
第一セラモ株式会社
セッター及び焼結体の製造方法
3か月前
シンクス株式会社
室内ボード面の穴開け加工装置
3か月前
株式会社熊谷組
コンクリート材料の冷却方法とその装置
4か月前
株式会社ミヤナガ
拡径部削成装置
4か月前
株式会社Polyuse
構造物の製造方法
11日前
株式会社アクティブ
接続部材
9か月前
株式会社Polyuse
造形物の製造方法
6日前
株式会社Polyuse
ホースホルダおよび3Dプリンタ
5か月前
花王株式会社
土木用添加剤供給装置
10か月前
鶴田製作株式会社
コンクリート型枠のクランプ機構
6か月前
カヤバ株式会社
ミキサドラム制御装置
1か月前
株式会社エンプラス
流体取扱装置
2か月前
株式会社油研
セメント用水性離型剤
7か月前
大和ハウス工業株式会社
面材の製造型および面材の製造方法
6か月前
株式会社ディスコ
板状物の加工方法
3か月前
株式会社ディスコ
板状物の加工方法
3か月前
三井住友建設株式会社
繊維篩い出し装置
5か月前
日本碍子株式会社
分類方法
3か月前
株式会社冨士機
生コンクリート製造プラント
1か月前
株式会社鴻池組
コンクリートの切削及び切削物の回収装置
5か月前
三井金属鉱業株式会社
構造体製造装置及び構造体製造方法
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ