TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024013612
公報種別
公開特許公報(A)
公開日
2024-02-01
出願番号
2022115830
出願日
2022-07-20
発明の名称
成形体の製造方法
出願人
日本碍子株式会社
代理人
アクシス国際弁理士法人
主分類
B28B
7/36 20060101AFI20240125BHJP(セメント,粘土,または石材の加工)
要約
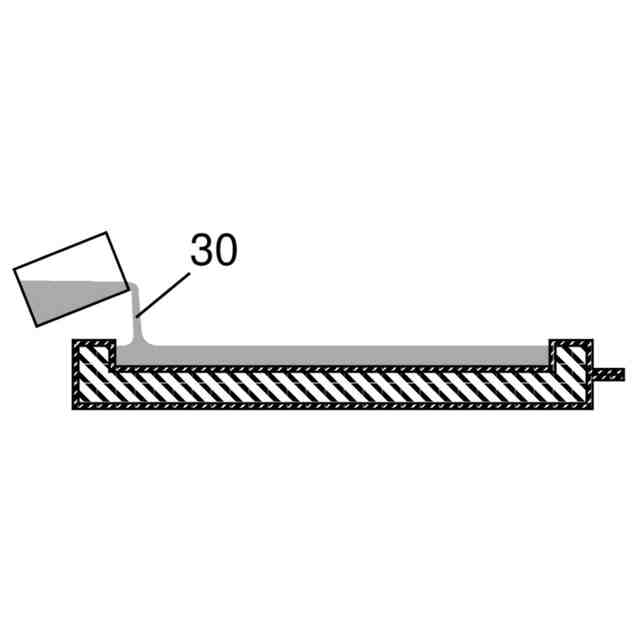
【課題】離型剤の塗布及び金型の洗浄を行わずに寸法精度が良好な成形体を製造できる方法を提供する。
【解決手段】凹部を有する金型を樹脂フィルム包装材で真空包装する金型包装工程と、真空包装された前記金型の前記凹部に、セラミックス粉末及び/又は金属粉末を含むスラリーを注入して固化させる注型固化工程とを含む成形体の製造方法とする。
【選択図】なし
特許請求の範囲
【請求項1】
凹部を有する金型を樹脂フィルム包装材で真空包装する金型包装工程と、
真空包装された前記金型の前記凹部に、セラミックス粉末及び/又は金属粉末を含むスラリーを注入して固化させる注型固化工程と
を含む成形体の製造方法。
続きを表示(約 530 文字)
【請求項2】
前記注型固化工程後に、前記金型を真空包装した前記樹脂フィルム包装材内を復圧し、成形体を離型させる離型工程を更に含む、請求項1に記載の成形体の製造方法。
【請求項3】
前記注型固化工程において、前記スラリーを注入した後、前記金型の前記凹部の上方に蓋材を配置する、請求項1又は2に記載の成形体の製造方法。
【請求項4】
前記樹脂フィルム包装材が、熱可塑性、離型性、形状追従性及び耐薬品性を有する、請求項1又は2に記載の成形体の製造方法。
【請求項5】
前記樹脂フィルム包装材を構成する樹脂が、ポリエチレン樹脂、ポリプロピレン樹脂、ポリスチレン樹脂、アクリロニトリルスチレン樹脂、ABS樹脂、塩化ビニル樹脂、ポリメチルメタクリレート樹脂及びポリエチレンテレフタレート樹脂から選択される1種以上である、請求項1又は2に記載の成形体の製造方法。
【請求項6】
前記注型固化工程において、前記金型の前記凹部を水平に維持する、請求項1又は2に記載の成形体の製造方法。
【請求項7】
前記スラリーが、反応剤、ゲル化剤及び分散媒を更に含む、請求項1又は2に記載の成形体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、成形体の製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
成形体の製造方法として、鋳込み成形法の一種であるモールドキャスト法が知られている(例えば、特許文献1)。モールドキャスト法は、セラミックス粉末や金属粉末などの所定の粉末、反応剤、ゲル化剤などを含むスラリーを金型に注型し、金型内で固化(硬化)させることによって成形体を製造する方法である。
【0003】
モールドキャスト法では、従来、成形体を金型から離型し易くするために、金型の内壁面に離型剤を塗布することが行われている。また、成形体の離型後の金型には、スラリーの残留物や離型剤などが付着しているため、金型を洗浄液に浸漬させてブラッシングすることで洗浄する必要がある(例えば、特許文献2)。
【0004】
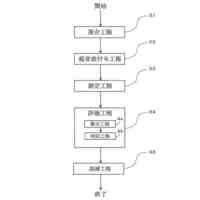
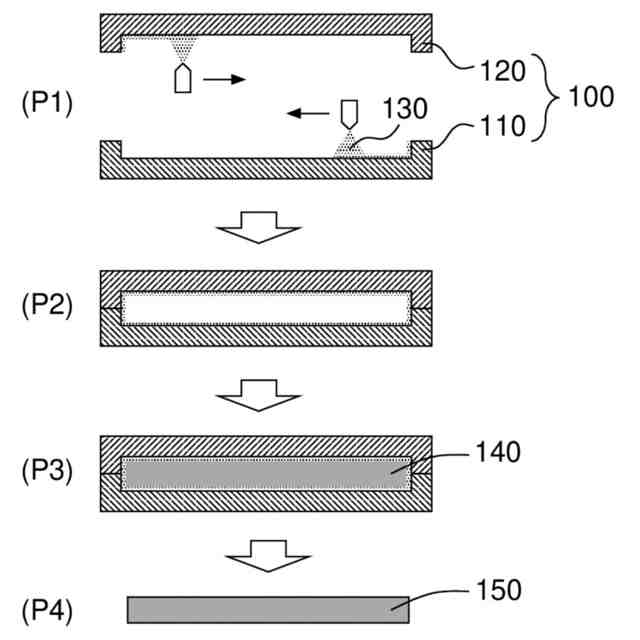
ここで、外径の寸法精度が要求される成形体を製造するための従来の成形プロセスを図8に示す。
図8に示されるように、まず、金型100の構成部品として下型110及び上型120を準備し、下型110及び上型120のそれぞれに離型剤130を塗布する(P1)。次に、下型110及び上型120を型組して金型100を作製する(P2)。次に、金型100にスラリー140を注型して固化(硬化)させる(P3)。その後、各型を離型させることによって成形体150を得ることができる(P4)。そして、離型後の下型110及び上型120は、次の成形体の製造を行うために洗浄される。
【先行技術文献】
【特許文献】
【0005】
特開2021-37658号公報
特開2020-131708号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
モールドキャスト法によって成形体を製造するための従来の方法では、成形前に金型に対する離型剤の塗布、成形後に金型の洗浄が必要とされている。
しかしながら、離型剤の塗布は、塗りムラが発生して離型させ難いことがある。また、金型の洗浄は、金型の洗浄不足によって成形体に異物が混入することがある。そのため、組成の異なる製品を成形するのに同じ金型を使用し難い。また、離型剤の塗布及び金型の洗浄を行うための設備面積も大きくなる。特に、組成の異なる製品を成形する場合、製品毎に成形型を洗浄するための設備を設ける必要がある。また、離型剤の塗布及び金型の洗浄は、工程時間が長いため、成形体の生産性が低下する原因となる。さらに、離型剤の塗布及び金型の洗浄は、薬品の使用が必要であるため、製造コストや環境負荷への影響も大きい。
【0007】
本発明は、上記の課題を解決することを課題とし、特に、離型剤の塗布及び金型の洗浄を行わずに寸法精度が良好な成形体を製造できる方法を提供することを課題とする。
【課題を解決するための手段】
【0008】
本発明者は、上記の課題を解決すべく鋭意研究を行った結果、凹部を有する金型を樹脂フィルム包装材で真空包装し、この真空包装した金型を用いて成形を行うことにより、離型剤の塗布及び金型の洗浄を省略することができることを見出し、本発明を完成するに至った。
すなわち、上記の課題は、以下の本発明によって解決されるものであり、本発明は以下の通りである。
【0009】
[1]凹部を有する金型を樹脂フィルム包装材で真空包装する金型包装工程と、
真空包装された前記金型の前記凹部に、セラミックス粉末及び/又は金属粉末を含むスラリーを注入して固化させる注型固化工程と
を含む成形体の製造方法。
【0010】
[2]前記注型固化工程後に、前記金型を真空包装した前記樹脂フィルム包装材内を復圧し、成形体を離型させる離型工程を更に含む、[1]に記載の成形体の製造方法。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本碍子株式会社
ガスセンサ
2日前
日本碍子株式会社
ガスセンサ
6日前
日本碍子株式会社
ガスセンサ
8日前
日本碍子株式会社
熱発生部材および熱取り出しシステム
20日前
日本碍子株式会社
ガスセンサ素子の欠陥を検査する検査方法、および検査装置
20日前
日本碍子株式会社
ガス吸着システムの運転方法
6日前
日本碍子株式会社
混合ガス分離方法および混合ガス分離装置
5日前
株式会社トクヤマ
脱泡槽
2か月前
株式会社丸高工業
液体循環装置
3か月前
マックストン株式会社
パネル用型枠
2日前
大成建設株式会社
コンクリートプラント
9か月前
大成建設株式会社
コンクリートプラント
9か月前
モリ技巧株式会社
コンクリートスラリー処理装置
8か月前
株式会社マキタ
作業機
3か月前
テクノス株式会社
ガイド装置
7か月前
日本碍子株式会社
ハニカム構造体の製造方法
8か月前
第一カッター興業株式会社
集塵口
29日前
株式会社マキタ
作業機
3か月前
学校法人立命館
建設用3Dプリンティング装置
3か月前
太平洋マテリアル株式会社
セルフレベリング材の製造方法。
7か月前
太平洋セメント株式会社
造形物の造形方法
7か月前
日本碍子株式会社
成形体の製造方法
3か月前
株式会社On-Co
石膏成形物の製造方法
3か月前
株式会社トクヤマ
セラミックグリーンシート積層体の製造方法
4か月前
株式会社アクティブ
接続部材
28日前
大成建設株式会社
構造物
5か月前
日本ヒューム株式会社
円筒構造物の製造方法
7か月前
ユニカ株式会社
吸塵ドリル
7か月前
花王株式会社
土木用添加剤供給装置
1か月前
太平洋マテリアル株式会社
モルタル製造装置及びモルタル製造方法
7か月前
株式会社フジタ
プレキャストRC軸状部材の製造方法
2か月前
UBE三菱セメント株式会社
セメント混練物の流動性評価方法
7か月前
株式会社大林組
構造物形成方法及び構造物形成システム
7か月前
株式会社大林組
構造物形成システム及び構造物形成方法
7か月前
株式会社飯島アフターサービス
陶芸用ろくろ
7か月前
太平洋セメント株式会社
セメント組成物の製造方法
7か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ