TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2023127752
公報種別
公開特許公報(A)
公開日
2023-09-14
出願番号
2022031632
出願日
2022-03-02
発明の名称
ハニカム構造体の製造方法
出願人
日本碍子株式会社
代理人
個人
,
個人
主分類
B28B
3/20 20060101AFI20230907BHJP(セメント,粘土,または石材の加工)
要約
【課題】欠陥の発生が抑制されたハニカム構造体を提供すること。
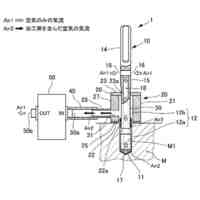
【解決手段】本発明の実施形態によるハニカム構造体の製造方法は、炭化ケイ素粉末および金属ケイ素粉末を篩に通して原料粉末を得る工程と、前記原料粉末とバインダーと分散媒とを混合・混練して坏土を得る工程と、ハニカム構造体の隔壁に対応するスリットが形成された口金から前記坏土を押し出して、流体の流路となるセルを区画形成する隔壁を備えたハニカム成形体を得る成形工程と、前記ハニカム成形体を焼成する焼成工程と、を含み、前記篩の目開きは、前記口金のスリット幅の30%~100%であり、前記成形工程は、前記坏土を、前記口金のスリット幅の70%~150%の目開きを有するスクリーンを通過させ、前記押出を行う工程を有する。
【選択図】図1
特許請求の範囲
【請求項1】
炭化ケイ素粉末および金属ケイ素粉末を篩に通して原料粉末を得る工程と、
前記原料粉末とバインダーと分散媒とを混合・混練して坏土を得る工程と、
ハニカム構造体の隔壁に対応するスリットが形成された口金から前記坏土を押し出して、流体の流路となるセルを区画形成する隔壁を備えたハニカム成形体を得る成形工程と、
前記ハニカム成形体を焼成する焼成工程と、を含み、
前記篩の目開きは、前記口金のスリット幅の30%~100%であり、
前記成形工程は、前記坏土を、前記口金のスリット幅の70%~150%の目開きを有するスクリーンを通過させ、前記押出を行う工程を有する、
ハニカム構造体の製造方法。
続きを表示(約 810 文字)
【請求項2】
前記口金から前記坏土を押し出す際の押出圧は20MPa以下である、請求項1に記載のハニカム構造体の製造方法。
【請求項3】
前記原料粉末と前記バインダーと前記分散媒との前記混合には、プロシェアミキサーを用いる、請求項1または2に記載のハニカム構造体の製造方法。
【請求項4】
前記原料粉末と前記バインダーと前記分散媒との混合物を、ニーダーにて混練羽根の回転数20rpm~40rpmで50分以上の条件で混練する、請求項3に記載のハニカム構造体の製造方法。
【請求項5】
前記原料粉末と前記バインダーに対し、前記分散媒を少なくとも二回以上の複数回に分けて投入し、前記投入ごとに前記混合・混練を行う、請求項1から4のいずれか一項に記載のハニカム構造体の製造方法。
【請求項6】
前記坏土を15℃~35℃の環境下に12時間以上置いた後に、前記押出を行う、請求項1から5のいずれか一項に記載のハニカム構造体の製造方法。
【請求項7】
前記押出に用いられる成形治工具はSUS材で構成される、請求項1から6のいずれか一項に記載のハニカム構造体の製造方法。
【請求項8】
前記押出に用いられる成形治工具は表面処理が施されており、前記表面処理はDLC処理またはクロムメッキの少なくとも一つである、請求項1から7のいずれか一項に記載のハニカム構造体の製造方法。
【請求項9】
前記表面処理は、少なくとも前記スクリーンよりも押出方向下流側に位置する部位に施されている、請求項8に記載のハニカム構造体の製造方法。
【請求項10】
前記金属ケイ素粉末の平均一次粒子径は10μm未満である、請求項1から9のいずれか一項に記載のハニカム構造体の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、ハニカム構造体の製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
車両エンジンから排出された排ガス中の有害物質の処理に、担体に触媒を担持させた触媒担体が用いられている。処理の際、エンジン始動時に触媒温度が低いと、触媒が所定の温度まで昇温されず、排ガスが十分に浄化されないという問題がある。このような問題を解決するために、導電性を有する担体に通電して担体を発熱させることにより、担体に担持された触媒をエンジン始動前またはエンジン始動時に活性温度まで昇温する電気加熱触媒(EHC)を用いた排ガス処理装置の開発が進んでいる。
【0003】
特許文献1には、上記担体として、セラミック製のハニカム構造体が開示されている。
【先行技術文献】
【特許文献】
【0004】
特許第6438939号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、セラミック製のハニカム構造体において、流体の流路となるセルを区画する隔壁に切れ(リブ切れ)、クラック、ササクレ、小孔等の欠陥があると、例えば、優れた通電発熱性の確保が難しい場合がある。
【0006】
上記に鑑み、本発明は、上記欠陥の発生が抑制されたハニカム構造体を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の実施形態によるハニカム構造体の製造方法は、炭化ケイ素粉末および金属ケイ素粉末を篩に通して原料粉末を得る工程と、前記原料粉末とバインダーと分散媒とを混合・混練して坏土を得る工程と、ハニカム構造体の隔壁に対応するスリットが形成された口金から前記坏土を押し出して、流体の流路となるセルを区画形成する隔壁を備えたハニカム成形体を得る成形工程と、前記ハニカム成形体を焼成する焼成工程と、を含み、前記篩の目開きは、前記口金のスリット幅の30%~100%であり、前記成形工程は、前記坏土を、前記口金のスリット幅の70%~150%の目開きを有するスクリーンを通過させ、前記押出を行う工程を有する。
1つの実施形態においては、上記口金から上記坏土を押し出す際の押出圧は20MPa以下である。
1つの実施形態においては、上記原料粉末と上記バインダーと上記分散媒との上記混合には、プロシェアミキサーを用いる。
1つの実施形態においては、上記原料粉末と上記バインダーと上記分散媒との混合物を、ニーダーにて混練羽根の回転数20rpm~40rpmで50分以上の条件で混練する。
1つの実施形態においては、上記原料粉末と上記バインダーに対し、上記分散媒を少なくとも二回以上の複数回に分けて投入し、前記投入ごとに上記混合・混練を行う。
1つの実施形態においては、上記坏土を15℃~35℃の環境下に12時間以上置いた後に、上記押出を行う。
1つの実施形態においては、上記押出に用いられる成形治工具はSUS材で構成される。
1つの実施形態においては、上記押出に用いられる成形治工具は表面処理が施されており、前記表面処理はDLC処理またはクロムメッキの少なくとも一つである。前記表面処理は、少なくとも上記スクリーンよりも押出方向下流側に位置する部位に施されていてもよい。
1つの実施形態においては、上記金属ケイ素粉末の平均一次粒子径は10μm未満である。
1つの実施形態においては、上記炭化ケイ素粉末の粒度分布は、粒子径D90と粒子径D10との比(D90/D10)が2.0以上である。
1つの実施形態においては、上記口金のスリット幅は155μm以下である。
【発明の効果】
【0008】
本発明の実施形態によれば、欠陥の発生が抑制されたハニカム構造体を得ることができる。
【図面の簡単な説明】
【0009】
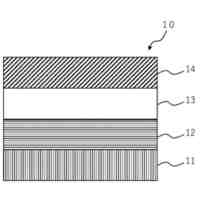
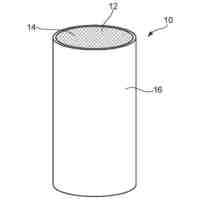
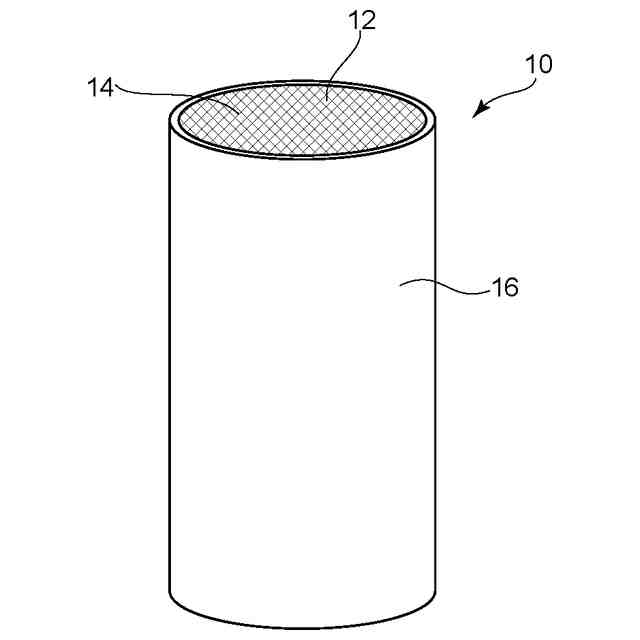
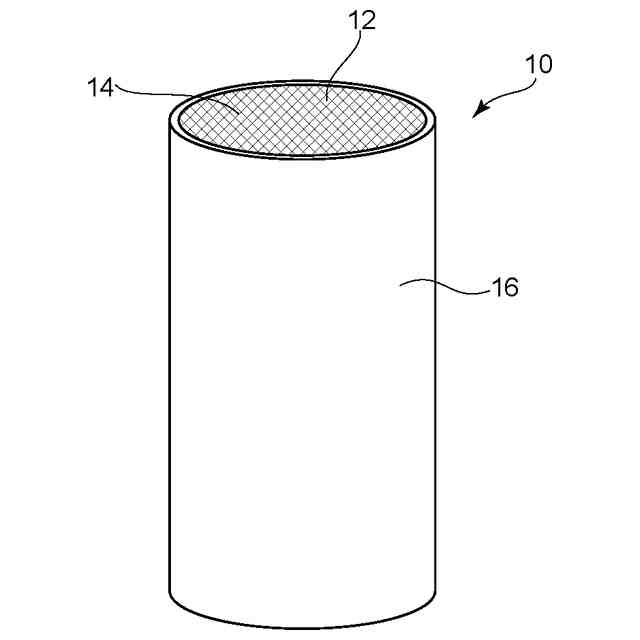
本発明の1つの実施形態に係るハニカム構造体の概略の構成を示す斜視図である。
図1に示すハニカム構造体の断面図である。
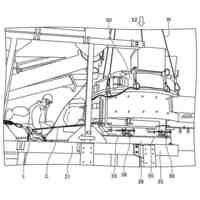
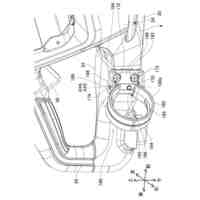
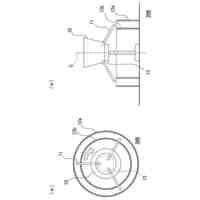
図1に示すハニカム構造体の使用例を示す斜視図である。
【発明を実施するための形態】
【0010】
以下、図面を参照して本発明の実施形態について説明するが、本発明はこれらの実施形態には限定されない。また、図面は説明をより明確にするため、実施の形態に比べ、各部の幅、厚さ、形状等について模式的に表される場合があるが、あくまで一例であって、本発明の解釈を限定するものではない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本碍子株式会社
ガスセンサ
2日前
日本碍子株式会社
ガスセンサ
6日前
日本碍子株式会社
ガスセンサ
8日前
日本碍子株式会社
熱発生部材および熱取り出しシステム
20日前
日本碍子株式会社
ガスセンサ素子の欠陥を検査する検査方法、および検査装置
20日前
日本碍子株式会社
ガス吸着システムの運転方法
6日前
日本碍子株式会社
グラスライニング製品及びその製造方法
1か月前
日本碍子株式会社
混合ガス分離方法および混合ガス分離装置
5日前
株式会社トクヤマ
脱泡槽
2か月前
株式会社奥村組
削孔システム
9か月前
株式会社丸高工業
液体循環装置
3か月前
マックストン株式会社
パネル用型枠
2日前
株式会社HPC沖縄
ハイブリッドコンクリート
10か月前
株式会社オーシャンズ
ブレード取付治具
9か月前
有限会社渋谷建材
コンクリートの製造方法
10か月前
大成建設株式会社
コンクリートプラント
9か月前
大成建設株式会社
コンクリートプラント
9か月前
モリ技巧株式会社
コンクリートスラリー処理装置
8か月前
日本碍子株式会社
ハニカム構造体の製造方法
8か月前
株式会社マキタ
作業機
3か月前
日本製鉄株式会社
押出成形方法
10か月前
テクノス株式会社
ガイド装置
7か月前
第一カッター興業株式会社
集塵口
29日前
株式会社マキタ
作業機
3か月前
株式会社マキタ
作業機
10か月前
太平洋マテリアル株式会社
セルフレベリング材の製造方法。
7か月前
学校法人立命館
建設用3Dプリンティング装置
3か月前
株式会社トクヤマ
セラミックグリーンシート積層体の製造方法
4か月前
株式会社On-Co
石膏成形物の製造方法
3か月前
日本碍子株式会社
成形体の製造方法
3か月前
太平洋セメント株式会社
造形物の造形方法
7か月前
大成建設株式会社
構造物
5か月前
株式会社アクティブ
接続部材
28日前
ユニカ株式会社
吸塵ドリル
7か月前
花王株式会社
土木用添加剤供給装置
1か月前
日本ヒューム株式会社
円筒構造物の製造方法
7か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ