TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024063577
公報種別
公開特許公報(A)
公開日
2024-05-13
出願番号
2022171646
出願日
2022-10-26
発明の名称
ガスセンサ
出願人
日本碍子株式会社
代理人
個人
主分類
G01N
27/409 20060101AFI20240502BHJP(測定;試験)
要約
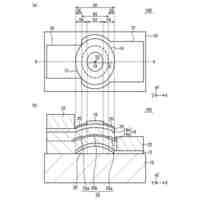
【課題】センサ素子を挿通する金属製ハウジングと、該ハウジングの外周に溶接された金属製外筒とを備え、溶接部表面へのピンホールの発生を抑制したガスセンサを提供する。
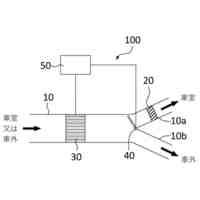
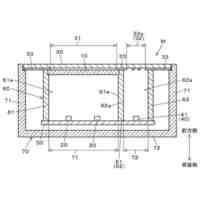
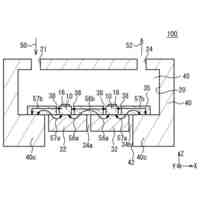
【解決手段】本発明の一側面に係るガスセンサにおいて、溶接により形成される溶融部分よりも後端側で外筒の内周面に接触しているハウジングの外周面の、軸方向における長さである接触距離Lgは、基準距離Lr以下である。
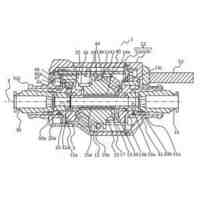
【選択図】図2
特許請求の範囲
【請求項1】
長尺状のセンサ素子が内部を軸方向に貫通している、円筒状であって金属製のハウジングと、
前記軸方向における、前記ハウジングの後端側の一部が圧入され、圧入された前記ハウジングとの重なり部分において周方向に溶接がなされることで、前記ハウジングの外周面に装着された金属製の外筒と、
を備え、
前記溶接により形成される前記外筒の溶融部分よりも前記後端側で、前記外筒の内周面に接触している前記ハウジングの外周面の、前記軸方向における長さである接触距離Lgは、基準距離Lr以下であり、
前記基準距離Lrは、以下の数式(1)によって算出される、
ガスセンサ。
Lr=k×Da/(Tb×Tc) ・・・数式(1)
ここで、前記数式(1)において、
「k」は、比例定数を表し、
「Da」は、前記ハウジングの外周面から、前記ハウジング内に溶け込んだ前記溶融部分の最深部までの、前記ハウジングの径方向における深さを表し、
「Tb」は、前記ハウジングの外径と前記外筒の内径との差である締め代を表し、
「Tc」は、前記外筒の厚みを表す。
続きを表示(約 330 文字)
【請求項2】
前記基準距離Lrは、前記接触距離Lgの1.2倍よりも大きい、
請求項1に記載のガスセンサ。
【請求項3】
前記ハウジングの外周面の前記後端側の端部には、面取り加工が施されている、
請求項1または2に記載のガスセンサ。
【請求項4】
前記面取り加工は、R面取り加工である、
請求項3に記載のガスセンサ。
【請求項5】
前記外筒および前記ハウジングのそれぞれの軸方向において、前記溶融部分よりも前記後端側の、前記ハウジングの外周面および前記外筒の内周面の少なくとも一方には、前記軸方向に延びるスリットが形成されている、
請求項1または2に記載のガスセンサ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ガスセンサに関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来、自動車の排気ガス等の被測定ガスにおける酸素やNO
x
などの特定ガス濃度を検出するガスセンサについて、例えば以下の構成を備えるものが知られている。すなわち、長尺状のセンサ素子が内部を軸方向に貫通している、円筒状かつ金属製のハウジングと、係るハウジングの外周に溶接された金属製の外筒とを備えるガスセンサが知られている。例えば、下掲の特許文献1には、前記ハウジングの一部を前記外筒に圧入した後、前記ハウジングと前記外筒との重なり部分に対して、周方向に溶接を施して両者を接合することで製造されるガスセンサが開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2002-174622号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本件発明者らは、上述の構成を備えるガスセンサについて、前記溶接を施す際に、前記ハウジングと前記外筒との接触面に残留油分等が付着していた場合、以下の問題が発生することを見出した。すなわち、係る残留油分等が溶接時の熱で揮発ガスとなり、溶着金属中に混ざることで溶接部分の表面(溶接部表面)に気泡(ピンホール)として現れることがある。
【0005】
そして、係るピンホールが発生した場合、ピンホールを起点に腐食が発生したり、ピンホールが部材(例えば、前記外筒)を貫通してシール性を低下させたりする等の不具合が発生する可能性がある。特に、ガスセンサを過酷な環境下で使用したり、長期間にわたって使用したりする場合、係る不具合が発生する可能性は大きくなる。係る不具合の発生を防止するため、前記ハウジングと前記外筒とをそれぞれ十分に洗浄して両者の接触面に油分等が残留しないようにすることも考えられるが、残留油分等を完全になくすことは困難である。
【0006】
本発明は、一側面では、このような事情を鑑みてなされたものであり、その目的は、センサ素子を挿通する金属製ハウジングと、該ハウジングの外周に溶接された金属製外筒とを備え、溶接部表面へのピンホールの発生を抑制したガスセンサを提供することである。
【課題を解決するための手段】
【0007】
本発明は、上述した課題を解決するために、以下の構成を採用する。
【0008】
第1の観点に係るガスセンサは、長尺状のセンサ素子が内部を軸方向に貫通している、円筒状であって金属製のハウジングと、前記軸方向における、前記ハウジングの後端側の一部が圧入され、圧入された前記ハウジングとの重なり部分において周方向に溶接がなされることで、前記ハウジングの外周面に装着された金属製の外筒と、を備え、前記溶接により形成される前記外筒の溶融部分よりも前記後端側で、前記外筒の内周面に接触している前記ハウジングの外周面の、前記軸方向における長さである接触距離Lgは、基準距離Lr以下であり、前記基準距離Lrは、以下の数式(1)によって算出される。
Lr=k×Da/(Tb×Tc) ・・・数式(1)
【0009】
ここで、前記数式(1)において、「k」は、比例定数を表し、「Da」は、前記ハウジングの外周面から、前記ハウジング内に溶け込んだ前記溶融部分の最深部までの、前記ハウジングの径方向における深さを表し、「Tb」は、前記ハウジングの外径と前記外筒の内径との差である締め代を表し、「Tc」は、前記外筒の厚みを表す。前記溶融部分は、前記外筒の、溶融により組織変更している部分と言い換えてもよい。
【0010】
当該構成では、前記ガスセンサは、前記センサ素子を挿通する金属製の前記ハウジングと、前記ハウジングが圧入され、前記ハウジングとの重なり部分において周方向に溶接がなされることで、前記ハウジングの外周面に装着された金属製の前記外筒と、を備える。例えば、前記ハウジングと前記外筒との重なり部分において、周方向にレーザー溶接がなされることで、前記外筒は、前記ハウジングの外周面に装着される。そして、前記ガスセンサにおいて、前記接触距離Lgは前記基準距離Lr以下であり、前記基準距離Lrは、前記数式(1)によって算出される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本碍子株式会社
分類方法
3日前
日本碍子株式会社
ガスセンサ
2日前
日本碍子株式会社
ガスセンサ
6日前
日本碍子株式会社
ガスセンサ素子
2日前
日本碍子株式会社
ガスセンサ素子
2日前
日本碍子株式会社
焼成体の製造方法
6日前
日本碍子株式会社
車両用空調システム
2日前
日本碍子株式会社
発熱機能付き熱交換装置
3日前
日本碍子株式会社
ハニカム構造体及び熱交換器
6日前
日本碍子株式会社
ハニカム構造体の製造装置及び製造方法
2日前
日本碍子株式会社
熱交換器用ハニカム構造体及び熱交換器
6日前
日本碍子株式会社
ガスセンサの動作方法および車両システム
5日前
NGKエレクトロデバイス株式会社
ノイズフィルタおよび電子機器
5日前
日本精機株式会社
表示装置
9日前
株式会社コロナ
石油ストーブ
16日前
個人
電気抵抗の測定方法
24日前
太陽誘電株式会社
センサ
12日前
アズビル株式会社
調節計
2日前
株式会社ヨコオ
プローブ
9日前
株式会社小野測器
測定器
2日前
株式会社小野測器
検出器
2日前
株式会社トプコン
測量装置
2日前
株式会社トプコン
測量装置
16日前
ユニパルス株式会社
距離測定装置
6日前
太陽誘電株式会社
検出装置
27日前
日本碍子株式会社
ガスセンサ
2日前
北陽電機株式会社
光電センサ
23日前
CKD株式会社
錠剤検査装置
1か月前
株式会社カネカ
検出システム
2日前
株式会社ナリス化粧品
肌状態推定方法
2日前
エイブリック株式会社
電流検出回路。
2日前
株式会社東芝
センサ
27日前
個人
二次電池繰返パルス放電器用基板
9日前
株式会社キーエンス
超音波流量センサ
27日前
個人
変位測定装置
9日前
日本碍子株式会社
ガスセンサ素子
2日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ