TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024000515
公報種別
公開特許公報(A)
公開日
2024-01-05
出願番号
2023094534
出願日
2023-06-08
発明の名称
超高強度コンクリート杭製造方法及び加振機
出願人
日本ヒューム株式会社
代理人
個人
,
個人
,
個人
主分類
B28B
21/34 20060101AFI20231225BHJP(セメント,粘土,または石材の加工)
要約
【課題】遠心力成形で超高強度コンクリート杭を製造可能な超高強度コンクリート杭製造方法を提供する。
【解決手段】
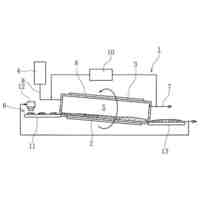
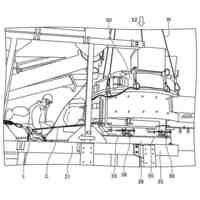
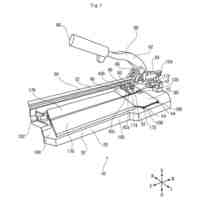
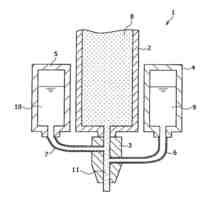
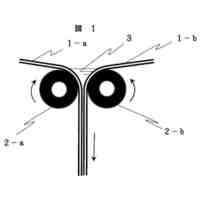
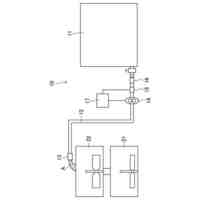
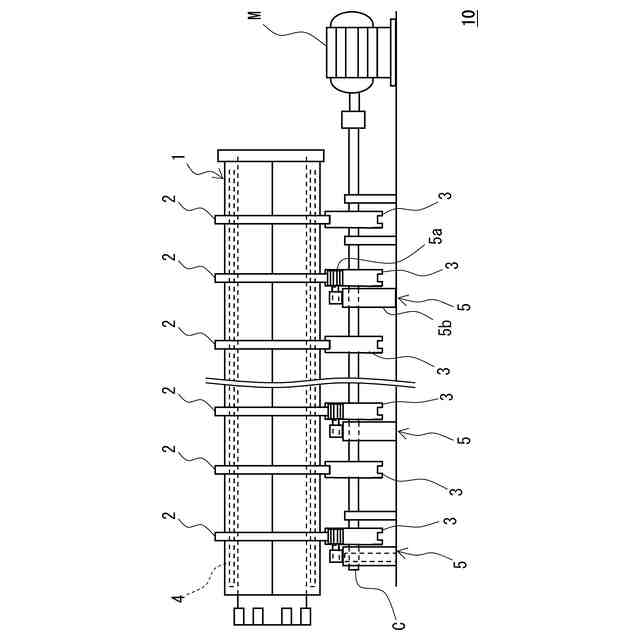
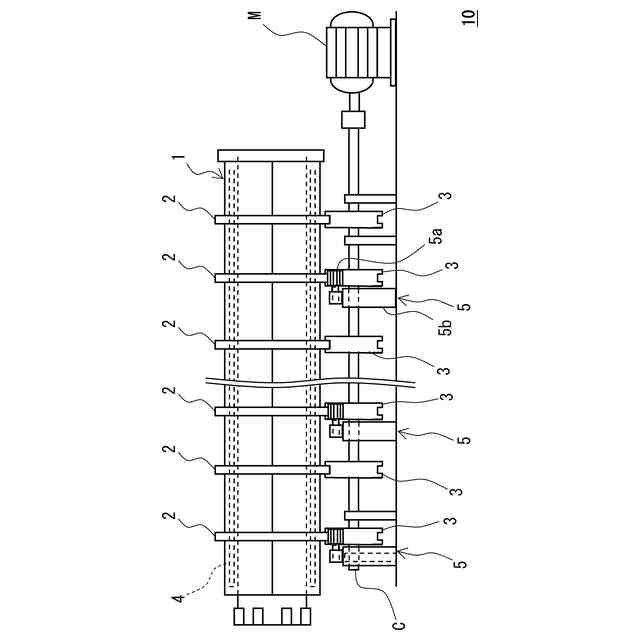
コンクリート杭の製造方法として、パイル型枠1の外周に特定間隔でキャス2を設け、キャス2の下部をランナーホイール3で支持し、杭成形装置10キャス2と回動するランナーホイール3の摩擦伝導で型枠を回転させる遠心力成形を行う。この型枠には、低スランプの高強度コンクリート4を充填する。そして、キャス2の下部から加振機5により振動を付加して、遠心力成形する。
【選択図】図1
特許請求の範囲
【請求項1】
型枠の外周に特定間隔でキャスを設け、該キャスの下部をランナーホイールで支持し、前記キャスと回動する前記ランナーホイールの摩擦伝導で前記型枠を回転させる遠心力成形によるコンクリート杭の製造方法であって、
低スランプの高強度コンクリートを充填し、
前記キャスの下部から加振機により振動を付加して、遠心力成形する
ことを特徴とする超高強度コンクリート杭製造方法。
続きを表示(約 1,200 文字)
【請求項2】
前記加振機は、
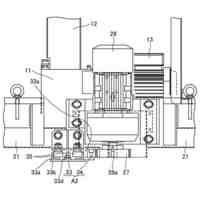
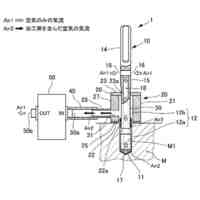
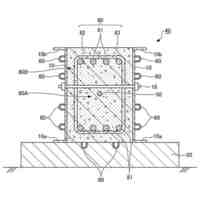
複数の突起が形成され該複数の突起が前記キャスの下部から前記キャスの回転に応じて押圧を加えつつ回動する歯車状部と、該歯車状部を軸支して前記押圧を付加する押圧部とを備える
ことを特徴とする請求項1に記載の超高強度コンクリート杭製造方法。
【請求項3】
前記振動は、遠心加速度で10G以下の回転の際にのみ付加される
ことを特徴とする請求項1に記載の超高強度コンクリート杭製造方法。
【請求項4】
前記振動により、遠心力成形時に発生する遠心加速度の100~2000倍の重力加速度を付加する
ことを特徴とする請求項1に記載の超高強度コンクリート杭製造方法。
【請求項5】
前記高強度コンクリートは、スランプが0~4cmの範囲である
ことを特徴とする請求項1乃至4のいずれか1項に記載の超高強度コンクリート杭製造方法。
【請求項6】
前記高強度コンクリートに用いられるセメントは、普通セメント、早強セメント、中庸熱セメント、又は低熱セメントであり、
水結合材比が10~18%である
ことを特徴とする請求項5に記載の超高強度コンクリート杭製造方法。
【請求項7】
前記セメントが普通セメントの場合、セメント500~650kg/m
3
、混和材100~280kg/m
3
、水100~140kg/m
3
、細骨材500~600kg/m
3
、粗骨材900~1200kg/m
3
、及び減水剤10~20kg/m
3
の配合とし、水結合材比を10~18%とし、
前記セメントが早強セメント、中庸熱セメント、又は低熱セメントの場合、1kg/m
3
の単位量あたり、セメント500~650kg/m
3
、混和材100~280kg/m
3
、水100~140kg/m
3
、細骨材500~600kg/m
3
、粗骨材900~1200kg/m
3
、及び減水剤10~20kg/m
3
の配合とし、水結合材比を10~13%とする
ことを特徴とする請求項6に記載の超高強度コンクリート杭製造方法。
【請求項8】
型枠の外周に特定間隔でキャスを設け、該キャスの下部をランナーホイールで支持し、前記キャスと回動する前記ランナーホイールの摩擦伝導で前記型枠を回転させる遠心力成形によるコンクリート杭の製造に用いる加振機であって、
複数の突起が形成され該複数の突起が前記キャスの下部から前記キャスの回転に応じて押圧を加えつつ回動する歯車状部と、
前記歯車状部を軸支して前記押圧を付加する押圧部とを備える
ことを特徴とする加振機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、特に高強度コンクリートを用いた超高強度コンクリート杭製造方法、及び加振機に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
従来から、細長い円筒状のプレキャストコンクリート構造物である「既製杭」等と呼ばれるコンクリート杭が、建造物の基礎に埋め込む基礎工事等に用いられている。
【0003】
このコンクリート杭は、通常、遠心力成形法によって製造される。
遠心力成形法は、コンクリートの練混ぜに必要な余剰となる水を遠心力によって脱水することで、見かけの水セメント比(以下W/C)を小さくして締め固める製造法である。遠心力成形法は、外面の型枠側が非常に緻密で高耐久となること、内型枠が不要となること等のメリットがある。
【0004】
一方、近年、コンクリート用混和剤の発達により、練混ぜに必要な水量を極力少なくし、遠心力によって脱水することができないほど少ない水量での高強度コンクリートの製造が可能になった。
【0005】
ここで、特許文献1を参照すると、型枠の外周に適当間隔で多数のキャスティング(キャス)を取り付け、このキャスの下部を金属製のランナーホイールで支持し、キャスと回転するランナーホイールの摩擦伝導で型枠に回転を与える遠心力成型によるコンクリート管の製造方法において、上記型枠にランナーホイールによる回転の他に、その上方から振動機による振動を与え、ゼロスランプの超硬練りコンクリートを遠心力と振動との併用によって成型するコンクリート管の製造方法が記載されている。
この製造方法によれば、ゼロスランプの超硬練りの高強度コンクリートの使用が可能で、しかも安全性の面からも優れたコンクリート管を製造可能となる。
【先行技術文献】
【特許文献】
【0006】
特開平06-254831号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1のコンクリート管製造方法は、比較的径が大きなヒューム管用の技術であった。この技術は、細長い円筒状のコンクリート杭には、上からでは十分な振動がかけられないため、適用できなかった。
【0008】
本発明は、このような状況に鑑みてなされたものであり、上述の問題を解消し、高強度コンクリートを用いた超高強度コンクリート杭製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明の超高強度コンクリート杭製造方法は、型枠の外周に特定間隔でキャスを取り付け、該キャスの下部をランナーホイールで支持し、前記キャスと回動する前記ランナーホイールの摩擦伝導で前記型枠を回転させる遠心力成形によるコンクリート杭の製造方法であって、低スランプの高強度コンクリートを充填し、前記キャスの下部から加振機により振動を付加して、遠心力成形することを特徴とする。
本発明の超高強度コンクリート杭製造方法は、前記加振機は、複数の突起が形成され該複数の突起が前記キャスの下部から前記キャスの回転に応じて押圧を加えつつ回動する歯車状部と、該歯車状部を軸支して前記押圧を付加する押圧部とを備えることを特徴とする。
本発明の超高強度コンクリート杭製造方法は、前記振動は、遠心加速度で10G以下の回転の際にのみ付加されることを特徴とする。
本発明の超高強度コンクリート杭製造方法は、前記振動により、遠心力成形時に発生する遠心加速度の100~2000倍の重力加速度を付加することを特徴とする。
本発明の超高強度コンクリート杭製造方法は、前記高強度コンクリートは、スランプが0~4cmの範囲であることを特徴とする。
本発明の超高強度コンクリート杭製造方法は、前記高強度コンクリートに用いられるセメントは、普通セメント、早強セメント、中庸熱セメント、又は低熱セメントであり、水結合材比が10~18%であることを特徴とする。
本発明の超高強度コンクリート杭製造方法は、前記セメントが普通セメントの場合、セメント500~650kg/m
3
、混和材100~280kg/m
3
、水100~140kg/m
3
、細骨材500~600kg/m
3
、粗骨材900~1200kg/m
3
、及び減水剤10~20kg/m
3
の配合とし、水結合材比を10~18%とし、前記セメントが早強セメント、中庸熱セメント、又は低熱セメントの場合、1kg/m
3
の単位量あたり、セメント500~650kg/m
3
、混和材100~280kg/m
3
、水100~140kg/m
3
、細骨材500~600kg/m
3
、粗骨材900~1200kg/m
3
、及び減水剤10~20kg/m
3
の配合とし、水結合材比を10~13%とすることを特徴とする。
本発明の加振機は、型枠の外周に特定間隔でキャスを取り付け、該キャスの下部をランナーホイールで支持し、前記キャスと回動する前記ランナーホイールの摩擦伝導で前記型枠を回転させる遠心力成形によるコンクリート杭の製造に用いる加振機であって、複数の突起が形成され該複数の突起が前記キャスの下部から前記キャスの回転に応じて押圧を加えつつ回動する歯車状部と、前記歯車状部を軸支して前記押圧を付加する押圧部とを備えることを特徴とする。
【発明の効果】
【0010】
本発明によれば、低スランプの高強度コンクリートを充填し、キャスの下部から加振機により振動を付加しつつ遠心力成形することで、高強度コンクリートを用いた超高強度コンクリート杭製造方法を提供することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本ヒューム株式会社
高温ガスの処理方法
3か月前
株式会社トクヤマ
脱泡槽
4か月前
株式会社奥村組
削孔システム
11か月前
株式会社丸高工業
液体循環装置
5か月前
マックストン株式会社
パネル用型枠
1か月前
株式会社HPC沖縄
ハイブリッドコンクリート
12か月前
株式会社オーシャンズ
ブレード取付治具
11か月前
有限会社渋谷建材
コンクリートの製造方法
12か月前
大成建設株式会社
コンクリートプラント
11か月前
大成建設株式会社
コンクリートプラント
11か月前
モリ技巧株式会社
コンクリートスラリー処理装置
10か月前
株式会社マキタ
作業機
5か月前
花王株式会社
水硬性組成物の吹付装置
1か月前
日本碍子株式会社
ハニカム構造体の製造方法
9か月前
株式会社石井超硬工具製作所
タイルカッター
1か月前
第一カッター興業株式会社
集塵口
2か月前
株式会社マキタ
作業機
5か月前
株式会社マキタ
作業機
11か月前
テクノス株式会社
ガイド装置
9か月前
学校法人立命館
建設用3Dプリンティング装置
5か月前
太平洋マテリアル株式会社
セルフレベリング材の製造方法。
9か月前
大成建設株式会社
構造物
7か月前
株式会社On-Co
石膏成形物の製造方法
5か月前
太平洋セメント株式会社
造形物の造形方法
9か月前
日本碍子株式会社
成形体の製造方法
5か月前
株式会社トクヤマ
セラミックグリーンシート積層体の製造方法
6か月前
株式会社アクティブ
接続部材
2か月前
ユニカ株式会社
吸塵ドリル
9か月前
日本ヒューム株式会社
円筒構造物の製造方法
8か月前
花王株式会社
土木用添加剤供給装置
3か月前
株式会社フジタ
プレキャストRC軸状部材の製造方法
4か月前
太平洋マテリアル株式会社
モルタル製造装置及びモルタル製造方法
8か月前
株式会社油研
セメント用水性離型剤
24日前
株式会社大林組
構造物形成システム及び構造物形成方法
8か月前
株式会社大林組
構造物形成方法及び構造物形成システム
9か月前
UBE三菱セメント株式会社
セメント混練物の流動性評価方法
9か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ