TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024000432
公報種別
公開特許公報(A)
公開日
2024-01-05
出願番号
2022099198
出願日
2022-06-20
発明の名称
成膜方法及び弾性波デバイス
出願人
株式会社アルバック
代理人
弁理士法人青莪
主分類
C23C
14/02 20060101AFI20231225BHJP(金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般)
要約
【課題】窒化アルミニウム膜表面にタングステン膜を成膜したときの比抵抗値の上昇を可及的に抑制することができるタングステン膜の成膜方法を提供する。
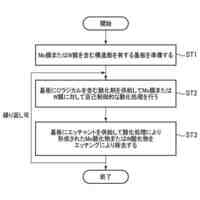
【解決手段】本発明の成膜方法は、表面に、窒化アルミニウムを主成分とする薄膜が形成されたものを被処理基板Swとし、真空雰囲気中で被処理基板表面にタングステン膜を所定膜厚で成膜する工程を含み、窒化アルミニウム膜の表面を所定のエッチングレートでエッチングしてその表面を平坦化する前工程を更に含む。
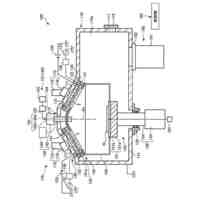
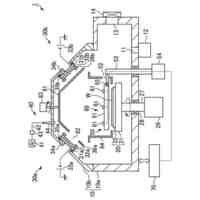
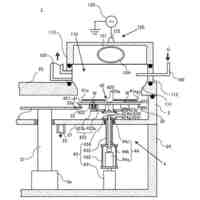
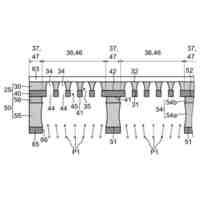
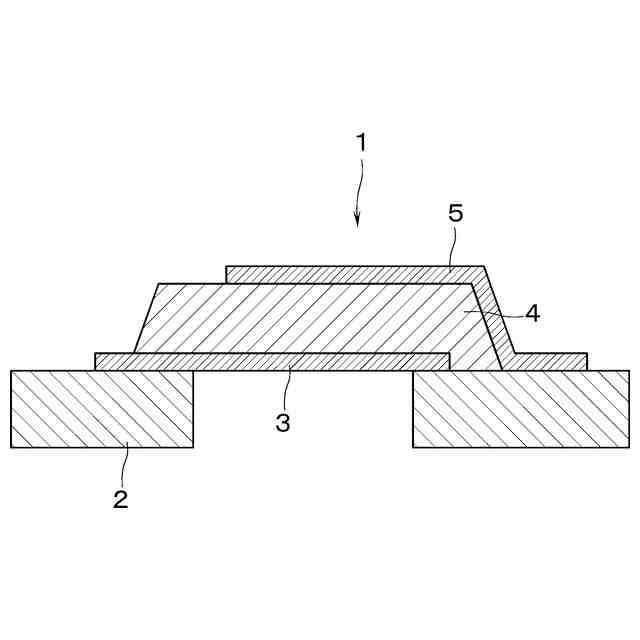
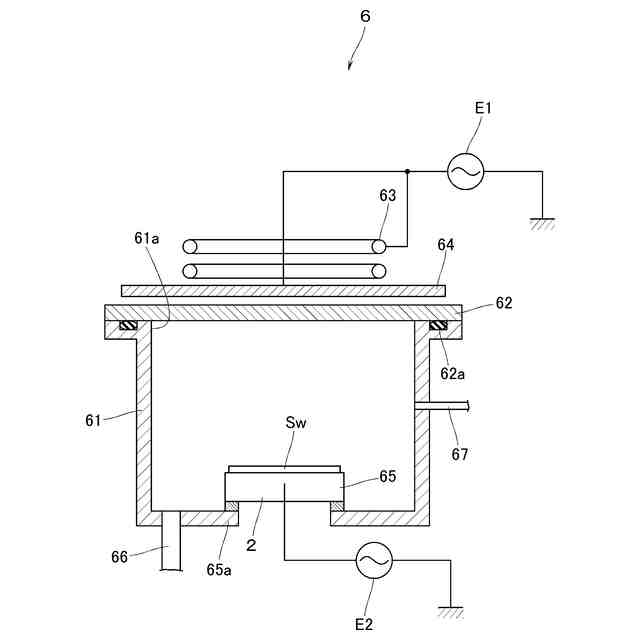
【選択図】図4
特許請求の範囲
【請求項1】
表面に、窒化アルミニウムを主成分とする薄膜が形成されたものを被処理基板とし、真空雰囲気中で被処理基板表面にタングステン膜を所定膜厚で成膜する工程を含む成膜方法において、
窒化アルミニウム膜の表面を所定のエッチングレートでエッチングしてその表面を平坦化する前工程を更に含むことを特徴とする成膜方法。
続きを表示(約 620 文字)
【請求項2】
前記前工程は、真空雰囲気中での希ガスのプラズマによるドライエッチングであり、同等のエッチング条件で熱酸化シリコン膜をドライエッチングしたときのエッチング量が283nm~1089nmの範囲になるように、前記窒化アルミニウム膜表面のエッチング量が設定されることを特徴とする請求項1記載の成膜方法。
【請求項3】
前記前工程は、真空雰囲気中での希ガスのプラズマによるドライエッチングであり、同等のエッチング条件で熱酸化シリコン膜をドライエッチングしたときのエッチングレートが10nm/min~100nm/minの範囲になるように、前記窒化アルミニウム膜に対するエッチング条件が設定されることを特徴とする請求項1または請求項2記載の成膜方法。
【請求項4】
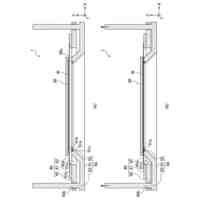
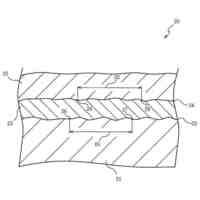
基板に一方の面に圧電膜と電極膜とを有する弾性波デバイスにおいて、
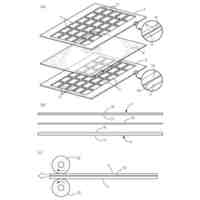
圧電膜が、窒化アルミニウムを主成分とする薄膜であって、熱酸化シリコン膜をドライエッチングしたときのエッチングレートが10nm/min~100nm/minの範囲になるエッチング条件で希ガスのプラズマによるドライエッチングが施されてその表面が平坦化されたものであり、上部電極がタングステン膜で構成されることを特徴とする弾性波デバイス。
【請求項5】
前記窒化アルミニウム膜の表面の算術平均高さ(Sa)が1.0nm以下である請求項4記載の弾性波デバイス。
発明の詳細な説明
【技術分野】
【0001】
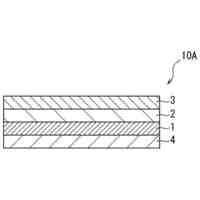
本発明は 表面に、窒化アルミニウムを主成分とする薄膜が形成されたものを被処理基板とし、真空雰囲気中で被処理基板表面にタングステン膜を所定膜厚で成膜する工程を含む成膜方法及びこの成膜方法を実施して製作される弾性波デバイスに関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
例えば、通信機器には、電気信号に含まれるノイズを除去するため、その周波数帯域に応じてSAWデバイス(表面弾性波素子)やBAWデバイス(バルク弾性波素子)といったフィルタとして機能する弾性波デバイスが備えられる。例えば、BAWデバイスは、順次積層されるボトム電極膜、圧電膜及びトップ電極膜を有し、圧電膜としては、通常、窒化アルミニウム膜を主成分とする薄膜(AlN膜やScAlN膜)が用いられる(例えば、特許文献1参照)。
【0003】
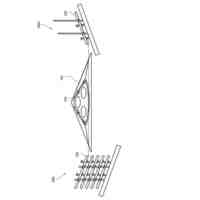
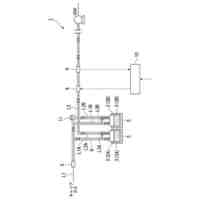
一方、トップ電極膜としては、クロム、アルミニウム、チタン、銅、モリブデン、タングステン、タンタル(Ta)等の単層膜またはこれらの積層膜が用いられ、その中でも、高融点金属としてのタングステンは、電気機械結合係数(k)が大きく、しかも、比較的高温帯域でも圧電特性を保てることから、この種の電極膜として注目されている。このようなタングステンの電極膜の成膜には、生産性等を考慮して、タングステン製のターゲットを用いたスパッタリング法が一般に利用される。
【0004】
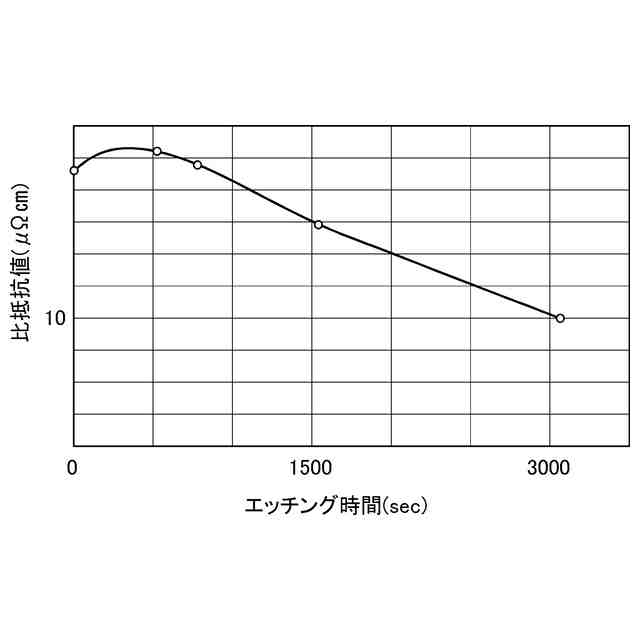
ここで、スパッタリング法により圧電膜としての窒化アルミニウム膜上にトップ電極膜としてのタングステン膜を成膜すると、例えば、シリコンウエハの表面に酸化シリコン膜を形成し、この酸化シリコン膜の表面にタングステン膜を成膜した場合と比較して、比抵抗値が上昇することが判明した。このような比抵抗値の上昇は、デバイスの微細化開発を阻害する要因となるため、比抵抗値の上昇を可及的に抑制する必要がある。
【0005】
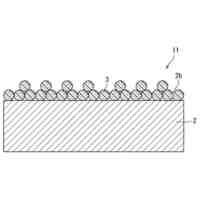
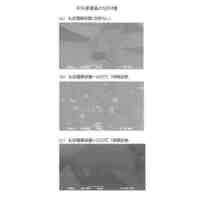
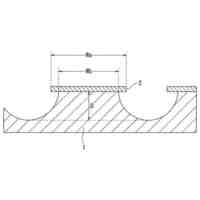
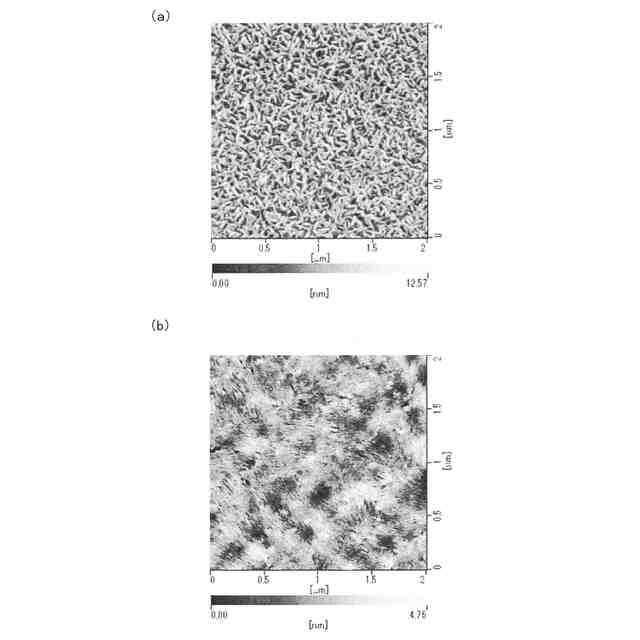
そこで、本願の発明者らは、鋭意研究を重ね、次のことを知見するのに至った。即ち、窒化アルミニウム膜表面にタングステン膜を成膜すると、この成膜されたタングステン膜は、針状表面構造を持つ窒化アルミニウム表面に沿うように膜成長が生じ、結晶粒径が微細になる。タングステン膜を断面観察すると、窒化アルミニウム面の凹凸に沿って細かい柱状構造が観察された。単位体積あたりでのタングステン膜の細柱化は、結晶粒界の増加と同義であり、粒界の増加は電子の移動を妨げ、タングステン膜の電気特性悪化の原因となる。このようなタングステン膜の細柱化は、窒化アルミニウム膜表面(即ち、タングステン膜の成膜面)に微細な凹凸があることに起因するものと考えた。
【先行技術文献】
【特許文献】
【0006】
特開2020-178187号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、以上の知見に基づきなされたものであり、窒化アルミニウム膜表面にタングステン膜を成膜したときの比抵抗値の上昇を可及的に抑制することができるタングステン膜の成膜方法及び比抵抗値の低い弾性波デバイスを提供することをその課題とするものである。
【課題を解決するための手段】
【0008】
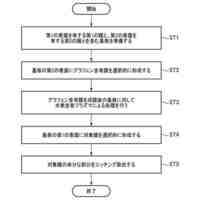
上記課題を解決するために、本発明は、表面に、窒化アルミニウムを主成分とする薄膜が形成されたものを被処理基板とし、真空雰囲気中で被処理基板表面にタングステン膜を所定膜厚で成膜する工程を含む成膜方法において、窒化アルミニウム膜の表面を所定のエッチングレートでエッチングしてその表面を平坦化する前工程を更に含むことを特徴とする。
【0009】
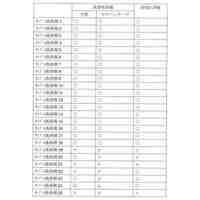
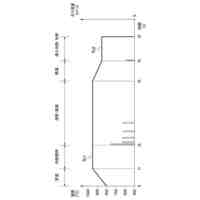
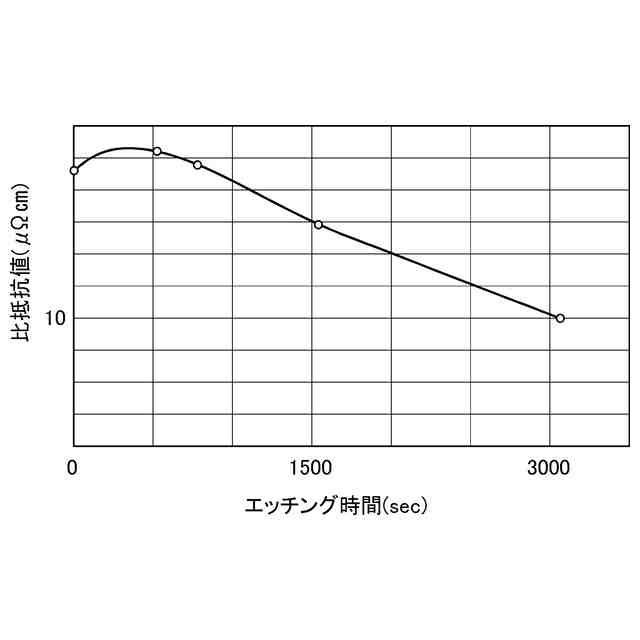
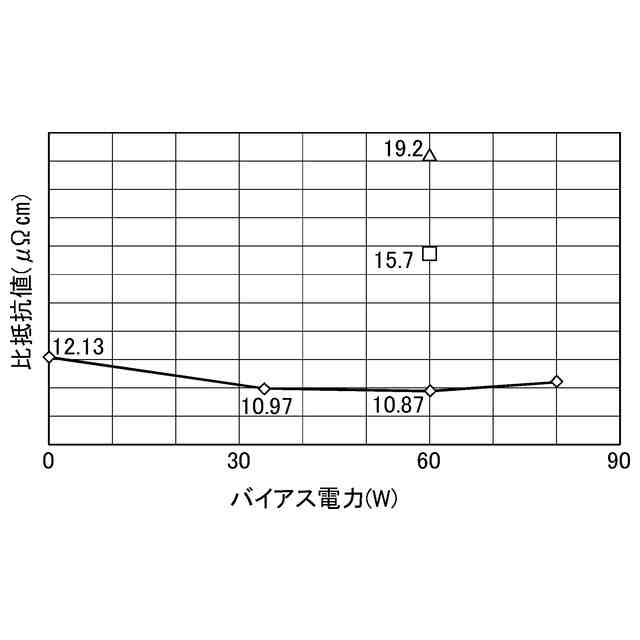
本発明によれば、表面に微細な凹凸がある窒化アルミニウム膜に対して所定範囲のエッチングレートやエッチング量でドライエッチングを施すと、電界集中により凸部が優先的にエッチングされて、窒化アルミニウム膜の表面が平坦化される。このように平担化された窒化アルミニウム膜の表面に、タングステン製のターゲットを用いたスパッタリング法によりタングステン膜を成膜すると、タングステン膜が前工程のないものと比較して太い針状構造となることで、比抵抗値の上昇が可及的に抑制される。この場合、同等のエッチング条件で熱酸化シリコン膜をドライエッチングしたときのエッチング量が283nm~1089nmの範囲になるように、前記窒化アルミニウム膜表面のエッチング量を設定することが好ましい。また、同等のエッチング条件で熱酸化シリコン膜をドライエッチングしたときのエッチングレートが10nm/min~100nm/minの範囲になるように、前記窒化アルミニウム膜に対するエッチング条件が設定されることが好ましい。これにより、窒化アルミニウム膜の表面の算術平均高さ(Sa)が0.4nm~0.8nmの範囲にできる。
【0010】
なお、熱酸化シリコン膜に対するエッチングレートが10nm/minより遅くなるようなエッチング条件でエッチングしても窒化アルミニウムがエッチングされない。一方、熱酸化シリコン膜に対するエッチングレートが100nm/minより速くなるエッチング条件でエッチングすると、むしろ窒化アルミニウム膜表面がエッチングによって荒れてしまう。また、アルゴンガスを導入したドライエッチング時の真空チャンバ内の圧力は、0.1Pa~5.0Paの範囲に設定される。圧力が0.1Paより低いと、スパッタリング時におけるVdc電圧の上昇で被処理基板に対するイオン衝撃が増加し、むしろ窒化アルミニウム膜の表面が荒れてしまう。一方、圧力が5.0Paより高くなるとエッチングレートが低くなり過ぎる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
熱フィラメントCVD装置
2か月前
東レエンジニアリング株式会社
成膜装置
2か月前
株式会社アイセロ
防錆フィルム
10日前
マシン・テクノロジー株式会社
蒸発装置
2か月前
株式会社アルバック
基板処理装置
2か月前
東京エレクトロン株式会社
成膜装置
3か月前
北川工業株式会社
導電反射膜
17日前
東京エレクトロン株式会社
基板処理装置
1か月前
TOPPANホールディングス株式会社
エッチング装置
1か月前
株式会社ベル・トレーディング
金属洗浄剤
2か月前
株式会社神戸製鋼所
改質金属材の製造方法
1か月前
東京エレクトロン株式会社
成膜装置および成膜方法
5日前
株式会社神戸製鋼所
金属-有機化合物複合材
18日前
株式会社ブイ・テクノロジー
蒸着装置及び蒸着方法
1か月前
株式会社野村鍍金
積層硬質炭素膜及びその製造方法
1か月前
東京エレクトロン株式会社
成膜方法および成膜装置
2か月前
株式会社オプトラン
基板ホルダー搬送システム
2か月前
株式会社MOLDINO
被覆工具
1か月前
株式会社不二越
真空浸炭方法及び真空浸炭装置
1か月前
マルイ鍍金工業株式会社
ステンレスの表面処理方法。
2か月前
富士フイルム株式会社
蒸着方法および蒸着用容器
18日前
日本特殊陶業株式会社
複合部材
23日前
キヤノントッキ株式会社
成膜装置
11日前
ENEOS株式会社
さび止め油組成物
11日前
株式会社不二越
熱処理装置及び金属製部材製造方法
4日前
東京エレクトロン株式会社
載置台及び基板処理装置
5日前
株式会社アルバック
基板処理装置及びクランプ機構
2か月前
芝浦メカトロニクス株式会社
成膜装置
17日前
芝浦メカトロニクス株式会社
成膜装置
17日前
大日本印刷株式会社
マスクの製造方法及びマスク
18日前
日本製鉄株式会社
鋼歯車及び鋼歯車の製造方法
2か月前
大陽日酸株式会社
混合ガス供給装置
1か月前
大陽日酸株式会社
混合ガス供給方法
1か月前
TOPPANホールディングス株式会社
エッチング方法
2か月前
東京エレクトロン株式会社
エッチング方法およびエッチング装置
26日前
マクセル株式会社
枠体
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ