TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2023178149
公報種別
公開特許公報(A)
公開日
2023-12-14
出願番号
2022091240
出願日
2022-06-04
発明の名称
積みブロックの製造方法及び積みブロック
出願人
インフラテック株式会社
代理人
個人
主分類
B28B
3/02 20060101AFI20231207BHJP(セメント,粘土,または石材の加工)
要約
【課題】コンクリート製の積みブロックにおいて、成型性と量産性を向上させた積みブロックの製造方法を提供する。
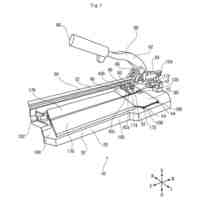
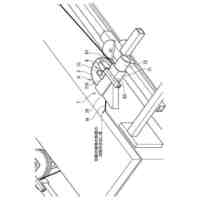
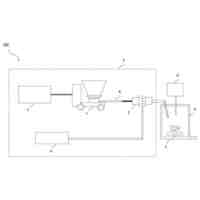
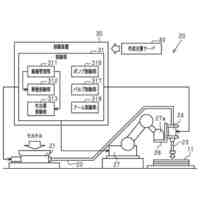
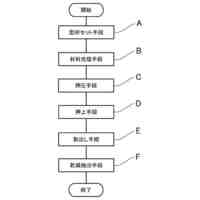
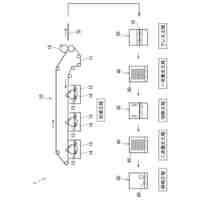
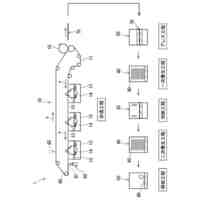
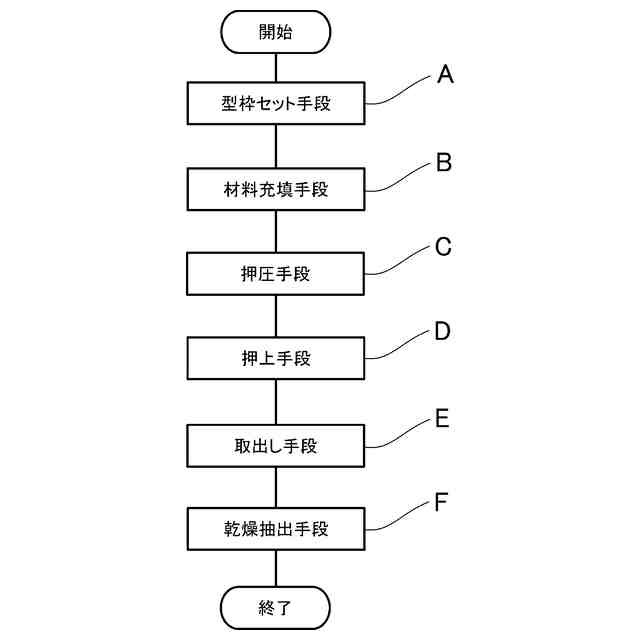
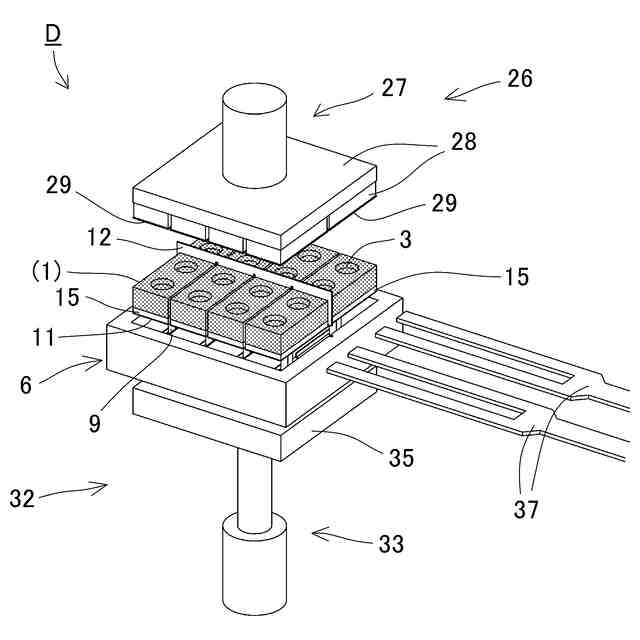
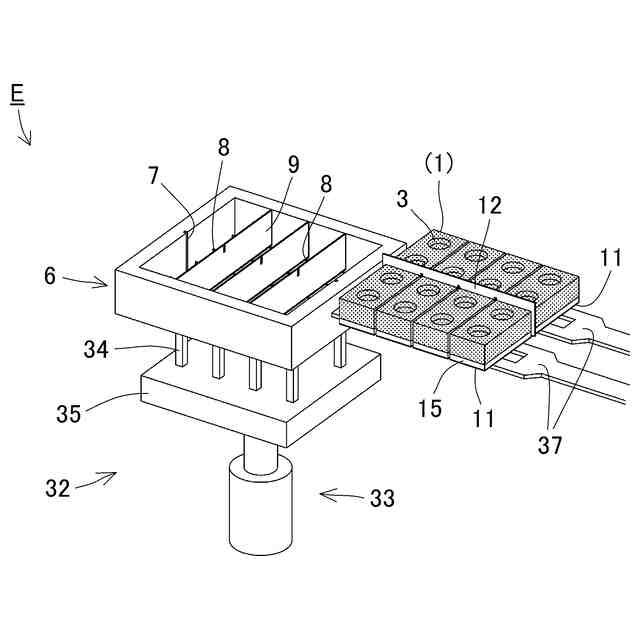
【解決手段】本発明に係る積みブロックの製造方法は、型枠セット手段Aと材料充填手段Bと押圧手段Cと押上手段Dと取出し手段Eと乾燥抽出手段Fと、からなり、型枠セット手段Aは、外枠6の下部に底板11を載置した後、横仕切板12を中央にセットして基準枠部14をなし、基準枠部14の底板11の上に合成樹脂材料からなる第一型枠15を挿入載置し、材料充填手段Bは、基準枠部14にコンクリート材料mを充填し、押圧手段Cは、第二型枠29を下底面に配設した押圧部26が基準枠部14内のコンクリート材料mを押圧し、押上手段Dは、底板11を押上げ、取出し手段Eは、取出しアーム37の上に積みブロック1等を載置して所定の場所に移載し、乾燥抽出手段Fにより乾燥させて積みブロック1を製造することを特徴とする。
【選択図】図1
特許請求の範囲
【請求項1】
型枠セット手段と材料充填手段と押圧手段と押上手段と取出し手段と乾燥抽出手段と、からなる積みブロックの製造方法であって、
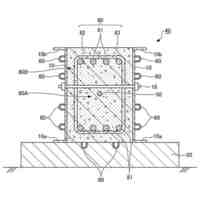
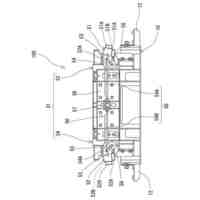
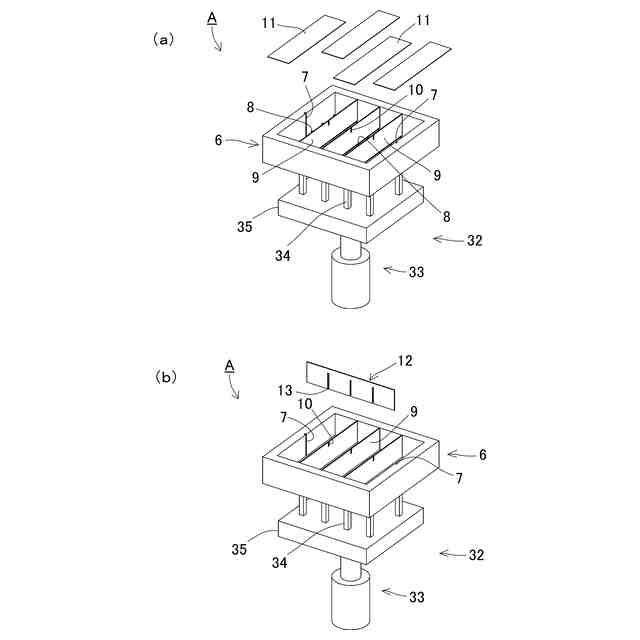
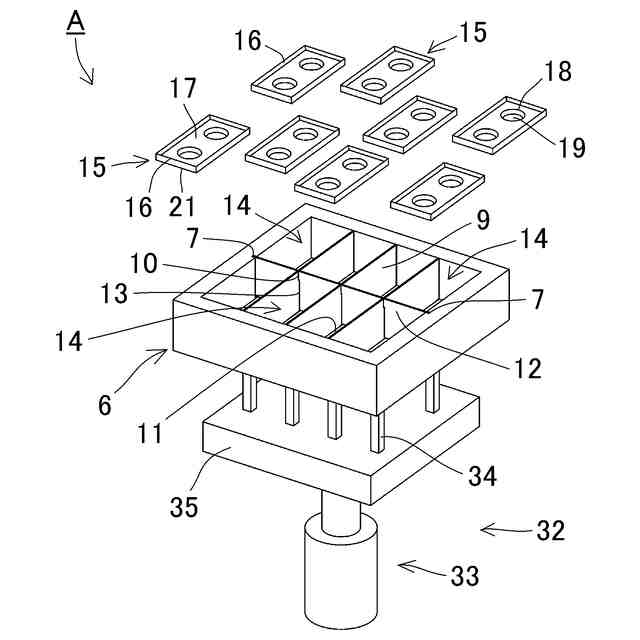
前記型枠セット手段は、複数の縦仕切板を所定間隔で平行に内設した上下開放で矩形枠状の外枠の下部に複数の底板を載置して前記外枠の前記底部を略閉塞した後、前記縦仕切板に直交する横仕切板を前記縦仕切板の中央にセットして前記外枠と前記縦仕切板と前記底板と前記横仕切板とで複数の凹状空間に形成した基準枠部をなし、その後、前記基準枠部の前記底板の上に合成樹脂材料からなる第一型枠を挿入載置し、
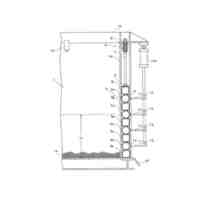
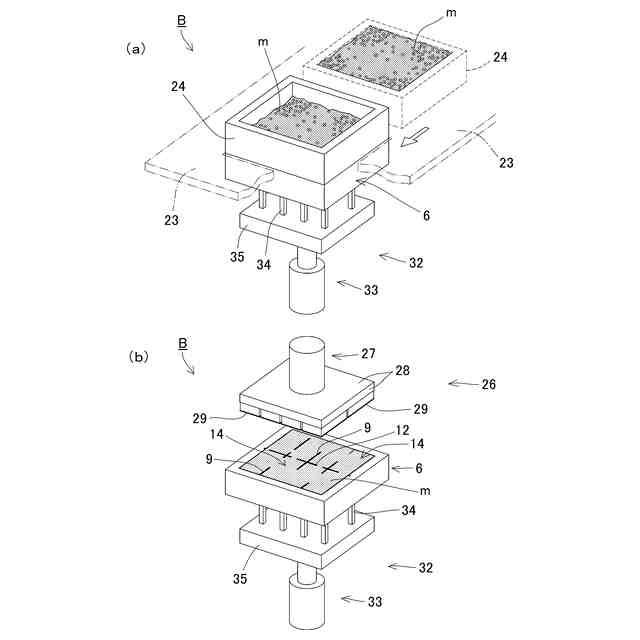
前記材料充填手段は、予め所定量のコンクリート材料を充填し前記外枠の後方で前記外枠の上端と略面一のステージ上に前後移動自在に載置した少なくとも下方開放の材料容器が前方に移動することで前記外枠内の前記基準枠部に前記コンクリート材料を充填した後、前記材料容器が後方に退避し、
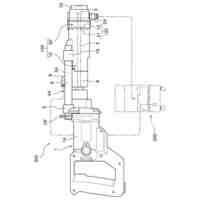
前記押圧手段は、前記外枠の上方に位置し複数の第二型枠を下底面に配設した押圧部が下降して前記基準枠部内の前記コンクリート材料を前記第二型枠が押圧した後、前記押圧部が上方に退避し、
前記押上手段は、前記外枠の下方に位置し前記底板の下底面が前記外枠の前記上端を越えるまで前記底板を押上げ、
前記取出し手段は、前記外枠と前記底板との間隙に取出しアームを挿入した後、前記押上手段が下降することで前記取出しアームの上に前記第一型枠と前記横仕切板と成型された前記コンクリート材料からなる積みブロックを載置した前記底板を載置した後、前記取出しアームで所定の場所に移載し、前記乾燥抽出手段により乾燥させて積みブロックを製造することを特徴とする積みブロックの製造方法。
続きを表示(約 410 文字)
【請求項2】
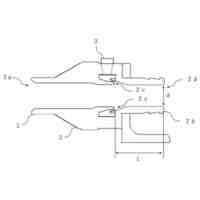
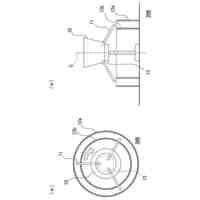
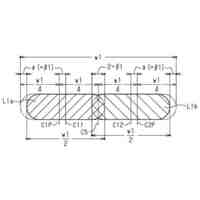
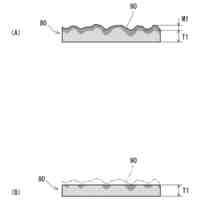
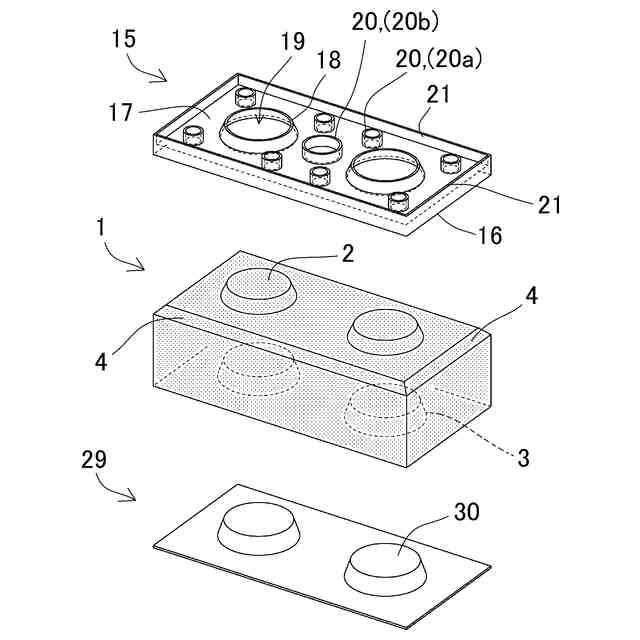
前記第一型枠は、中央部が貫通した下方縮径の凸型部を少なくとも1以上形成し、前記第二型枠は、下底面に突設した下方縮径の凹型部を少なくとも1以上形成したことを特徴とする特徴とする請求項1に記載の積みブロックの製造方法。
【請求項3】
前記第一型枠は、前記凸型部を形成した平面視矩形状の上成型部と、前記上成型部の全周に渡り上方に伸延すると共に内側から上方に向けて先端先鋭の傾斜面をなす面取り成型壁を形成したことを特徴とする請求項2に記載の積みのブロック製造方法。
【請求項4】
前記第一型枠は、前記上成型部の全周に渡り下方に伸延した載置壁と、前記上成型部の下面から前記載置壁の高さまで下方に突設した複数のリブと、からなることを特徴とする請求項3に記載の積みブロックの製造方法。
【請求項5】
請求項1乃至4の何れか1項に記載の製造方法で製造された積みブロック。
発明の詳細な説明
【技術分野】
【0001】
本発明は、外構の塀や花壇の土留め等を施工する際に用いる積みブロックに関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
従来多くの場合、外構の塀は、上下に貫通する貫通孔を有する複数のコンクリートブロックを目的の高さに積み上げ、その際、貫通孔には上下に伸延する鉄筋が挿通されモルタルを充填することで強度を高めている。
【0003】
また、花壇の土留め等、強度や高さがあまり求められないものは、鉄筋を用いずにコンクリートブロックをそのまま段積みすることや、ブロック間にモルタルを充填する程度の施工が行われている。
【0004】
最近では、専門業者に依頼せず、特に園芸の分野では日曜大工の如く所謂DIY(Do-It-Yourself)として花壇等を自分で施工することも珍しくない。
【0005】
この場合、専門業者が行うような鉄筋やモルタルを使用した難易度の高い施工ではなく意匠性の高いコンクリートブロックを数段重ねる程度のものが主流となるが、たとえ数段であっても精度よく綺麗に積み上げるのは容易でないのが現状である。
【0006】
一方、コンクリートブロックを容易に位置決めして積み上げる技術は、例えば、特許文献1に係る園芸用ブロックのように、上面の凸部と下面の凹部とが略嵌合するようなブロックが考案されているが普及していないのが現状である。
【0007】
このように、一方の面に凸部を形成し対向する他方の面に凹部を形成した非常にシンプルな構造でありながら普及していないのは、そもそもこのような構造は成型し難い形状であることや、量産を前提とした特許文献2に係るようなブロック成型装置を用いただけでは成型性の問題だけでなく、成型後に乾燥させ固化するまでの間の保管や取扱いが煩雑であることが量産化を大きく阻害する要因となっており、未だに製造技術が確立されていない。
【先行技術文献】
【特許文献】
【0008】
実開昭57-074248号公報
特開平10-202636号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
もちろん、特許文献2に係るブロック成型装置を用いることで上型に凸部(又は凹部)を現出させる金型を複数配設し、コンクリート材料が充填される型枠の下型に凹部(又は凸部)を現出させる金型を複数配設してプレス成型すれば、所望の形のブロックを同時に複数個成型できる点では優れている。
【0010】
しかしながら、上述の通り、成型後は、乾燥させ固化するまで複数個のブロックが載置された下型と共にブロックを保管場所に移動させなければならず、また、固化するまではブロック単体を個別に扱うこともできず、しかも、製造時の成型性の問題を有しているので製品歩留まりの低下が避けられない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社トクヤマ
脱泡槽
4か月前
株式会社丸高工業
液体循環装置
5か月前
マックストン株式会社
パネル用型枠
1か月前
花王株式会社
水硬性組成物の吹付装置
1か月前
株式会社マキタ
作業機
5か月前
株式会社マキタ
作業機
5か月前
株式会社石井超硬工具製作所
タイルカッター
1か月前
第一カッター興業株式会社
集塵口
2か月前
学校法人立命館
建設用3Dプリンティング装置
5か月前
大成建設株式会社
構造物
7か月前
日本碍子株式会社
成形体の製造方法
5か月前
株式会社トクヤマ
セラミックグリーンシート積層体の製造方法
6か月前
株式会社アクティブ
接続部材
2か月前
株式会社On-Co
石膏成形物の製造方法
5か月前
花王株式会社
土木用添加剤供給装置
3か月前
日本ヒューム株式会社
円筒構造物の製造方法
8か月前
株式会社フジタ
プレキャストRC軸状部材の製造方法
4か月前
太平洋マテリアル株式会社
モルタル製造装置及びモルタル製造方法
8か月前
株式会社油研
セメント用水性離型剤
24日前
株式会社大林組
構造物形成システム及び構造物形成方法
8か月前
株式会社大林組
構造物形成方法及び構造物形成システム
9か月前
インフラテック株式会社
積みブロックの製造方法及び積みブロック
6か月前
アスザック株式会社
即時脱型型枠
5か月前
株式会社呉英製作所
穿孔ガイド機構
2か月前
太平洋セメント株式会社
付加製造装置用水硬性組成物
8か月前
株式会社ノザワ
繊維強化セメント板の製造方法
2か月前
個人
コンクリート表面処理材及びコンクリート表面処理材の製造方法
3か月前
株式会社ノザワ
繊維強化セメント板の製造方法
1か月前
モリ技巧株式会社
コンクリートスラリー処理装置における水切ゲート
6か月前
株式会社ノザワ
繊維強化セメント板の製造方法
1か月前
東洋紡株式会社
離型フィルム
5か月前
日本碍子株式会社
円柱状ハニカム焼成体の製造方法
8か月前
日本碍子株式会社
ハニカム構造体およびハニカム構造体の製造方法
8か月前
太平洋セメント株式会社
軽量気泡セメント質硬化体の製造方法
8か月前
株式会社ピーエス三菱
コンクリートの製造方法
4か月前
三星ダイヤモンド工業株式会社
スクライブヘッドおよびスクライブ装置
4か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ