TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2023151164
公報種別
公開特許公報(A)
公開日
2023-10-16
出願番号
2022060620
出願日
2022-03-31
発明の名称
円柱状ハニカム焼成体の製造方法
出願人
日本碍子株式会社
代理人
アクシス国際弁理士法人
主分類
B28B
11/24 20060101AFI20231005BHJP(セメント,粘土,または石材の加工)
要約
【課題】歩留まり向上に寄与する円柱状ハニカム焼成体の製造方法を提供する。
【解決手段】円柱状ハニカム成形体を作製する工程Aと、円柱状ハニカム成形体を乾燥して、円柱状ハニカム乾燥体を得る工程Bと、円柱状ハニカム乾燥体のセルの延びる方向に垂直な断面について、所定の複数の角度範囲における重心位置Oと外周輪郭との距離の平均値から、所定のパラメータ(E
AVE1
、E
AVE2
、E
AVE3
、及びE
AVE4
)を算出する工程Cと、工程Cで算出したパラメータのうち、最小値を特定する工程Dと、円柱状ハニカム乾燥体をセルの延びる方向が鉛直方向と平行になるように、且つ、前記最小値に応じて決定される所定の外周側面の箇所が先頭に位置するように円柱状ハニカム乾燥体を棚板に載置し、連続焼成炉内を通過させながら焼成して、円柱状ハニカム焼成体を得る工程Eと、を含む製造方法。
【選択図】図9
特許請求の範囲
【請求項1】
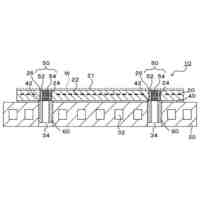
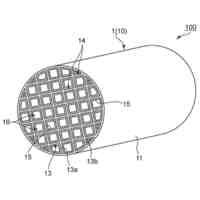
外周側面と、外周側面の内周側に配設され、第一底面から第二底面まで流路を形成する複数のセルを区画形成する隔壁と、を有する円柱状ハニカム焼成体の製造方法であって、
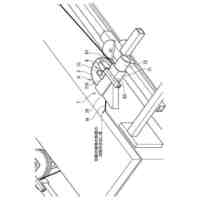
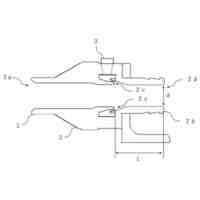
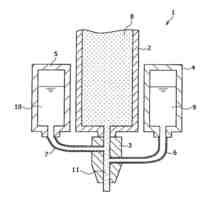
セラミックス原料、造孔材、バインダー及び分散媒を含有する坏土を、前記複数のセルの開口形状を画定する口金、及び口金の下流に設置され、第一底面及び第二底面の外周輪郭を画定するための内周輪郭を有する環状マスクを介して、セルの延びる方向が水平方向となるような向きに押出成形し、所定の長さで切断することにより、押出成形の進行方向の前方側を第一底面、後方側を第二底面とする円柱状ハニカム成形体を作製する工程Aと、
円柱状ハニカム成形体を乾燥して、円柱状ハニカム乾燥体を得る工程Bと、
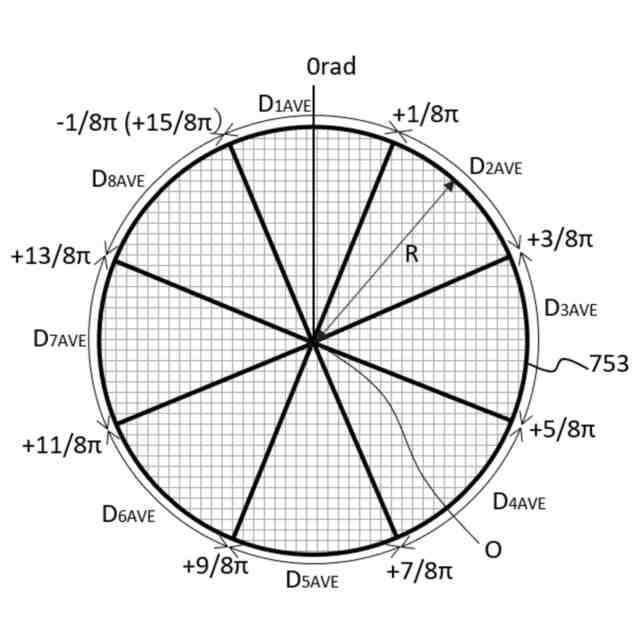
円柱状ハニカム乾燥体のセルの延びる方向に垂直な断面を、工程Aにおける押出成形の進行方向の前方側から観察したと仮定した場合において、工程Aで押出成形したときに頂点に位置していた外周側面の箇所を0radとし、時計回りを+方向として、中心角(rad)が-1/8πから+1/8πまでの当該断面の重心位置Oと外周輪郭との距離の平均値をD
1AVE
とし、中心角(rad)が+1/8πから+3/8πまでの当該断面の重心位置Oと外周輪郭との距離の平均値をD
2AVE
とし、中心角(rad)が+3/8πから+5/8πまでの当該断面の重心位置Oと外周輪郭との距離の平均値をD
3AVE
とし、中心角(rad)が+5/8πから+7/8πまでの当該断面の重心位置Oと外周輪郭との距離の平均値をD
4AVE
とし、中心角(rad)が+7/8πから+9/8πまでの当該断面の重心位置Oと外周輪郭との距離の平均値をD
5AVE
とし、中心角(rad)が+9/8πから+11/8πまでの当該断面の重心位置Oと外周輪郭との距離の平均値をD
6AVE
とし、中心角(rad)が+11/8πから+13/8πまでの当該断面の重心位置Oと外周輪郭との距離の平均値をD
7AVE
とし、中心角(rad)が+13/8πから+15/8πまでの当該断面の重心位置Oと外周輪郭との距離の平均値をD
8AVE
とすると、
(D
1AVE
+D
4AVE
+D
6AVE
)-(D
2AVE
+D
5AVE
+D
8AVE
)=E
AVE1
(D
3AVE
+D
6AVE
+D
8AVE
)-(D
2AVE
+D
4AVE
+D
7AVE
)=E
AVE2
(D
2AVE
+D
5AVE
+D
8AVE
)-(D
1AVE
+D
4AVE
+D
6AVE
)=E
AVE3
、及び
(D
2AVE
+D
4AVE
+D
7AVE
)-(D
3AVE
+D
6AVE
+D
8AVE
)=E
AVE4
を算出する工程Cと、
工程Cで算出したE
AVE1
、E
AVE2
、E
AVE3
、及びE
AVE4
のうち、最小値を特定する工程Dと、
円柱状ハニカム乾燥体をセルの延びる方向が鉛直方向と平行になるように、且つ、
前記最小値がE
AVE1
続きを表示(約 3,000 文字)
【請求項2】
工程Bでは、セルの延びる方向が鉛直方向となるような向きに乾燥機内に配置した上で、工程Aで押出成形したときに頂点に位置していた外周側面の箇所が先頭に位置するように乾燥機内を通過させながら乾燥することを含む請求項1に記載の製造方法。
【請求項3】
工程Dで特定した前記最小値が予め定めた基準を満たすかどうかを判定し、前記最小値が当該基準を満たす場合にのみ工程Eを実施する請求項1又は2に記載の製造方法。
【請求項4】
工程Dで特定した前記最小値が予め定めた基準を満たすかどうかを判定し、前記最小値が予め定めた基準を満たさないときは工程Eを実施せず、当該最小値に応じて、次回作製される円柱状ハニカム乾燥体のE
AVE1
、E
AVE2
、E
AVE3
、及びE
AVE4
のうち、最小値が前記予め定めた基準を満たすように、内周輪郭が変更された環状マスクを作製する工程Fを行い、その後、当該変更された環状マスクを使用することを条件に、再び工程Aから工程Dまでを繰り返すことを含む請求項3に記載の製造方法。
【請求項5】
前記予め定めた基準は、前記最小値が-0.3mm~-0.1mmの範囲にあることである請求項3又は4に記載の製造方法。
【請求項6】
工程Cにおいて、E
AVE1
、E
AVE2
、E
AVE3
、及びE
AVE4
の算出のために、
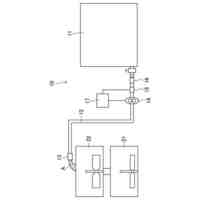
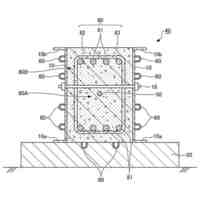
前記円柱状ハニカム乾燥体を回転ステージの上に、第一底面又は第二底面を上側にして載置する工程と、
回転ステージを一回転させながら、変位計を使用して前記円柱状ハニカム乾燥体の外周側面の何れかの地点と変位計の間の距離を連続的に測定する工程と、
を順に実施することを含む請求項1~5の何れか一項に記載の製造方法。
【請求項7】
外周側面と、外周側面の内周側に配設され、第一底面から第二底面まで流路を形成する複数のセルを区画形成する隔壁と、を有する円柱状ハニカム焼成体の製造方法であって、
セラミックス原料、造孔材、バインダー及び分散媒を含有する坏土を、前記複数のセルの開口形状を画定する口金、及び口金の下流に設置され、第一底面及び第二底面の外周輪郭を画定するための内周輪郭を有する環状マスクを介して、セルの延びる方向が水平方向となるような向きに押出成形し、所定の長さで切断することにより、押出成形の進行方向の前方側を第一底面、後方側を第二底面とする円柱状ハニカム成形体を作製する工程Aと、
円柱状ハニカム成形体を乾燥して、円柱状ハニカム乾燥体を得る工程Bと、
円柱状ハニカム乾燥体のセルの延びる方向に垂直な断面を、工程Aにおける押出成形の進行方向の前方側から観察したと仮定した場合において、工程Aで押出成形したときに頂点に位置していた外周側面の箇所を0radとし、時計回りを+方向として、中心角(rad)が-1/8πから+1/8πまでの当該断面の重心位置Oと外周輪郭との距離の最大値をD
1MAX
とし、中心角(rad)が+1/8πから+3/8πまでの当該断面の重心位置Oと外周輪郭との距離の最大値をD
2MAX
とし、中心角(rad)が+3/8πから+5/8πまでの当該断面の重心位置Oと外周輪郭との距離の最大値をD
3MAX
とし、中心角(rad)が+5/8πから+7/8πまでの当該断面の重心位置Oと外周輪郭との距離の最大値をD
4MAX
とし、中心角(rad)が+7/8πから+9/8πまでの当該断面の重心位置Oと外周輪郭との距離の最大値をD
5MAX
とし、中心角(rad)が+9/8πから+11/8πまでの当該断面の重心位置Oと外周輪郭との距離の最大値をD
6MAX
とし、中心角(rad)が+11/8πから+13/8πまでの当該断面の重心位置Oと外周輪郭との距離の最大値をD
7MAX
とし、中心角(rad)が+13/8πから+15/8πまでの当該断面の重心位置Oと外周輪郭との距離の最大値をD
8MAX
とすると、
(D
1MAX
+D
4MAX
+D
6MAX
)-(D
2MAX
+D
5MAX
+D
8MAX
)=E
MAX1
(D
3MAX
+D
6MAX
+D
8MAX
)-(D
2MAX
+D
4MAX
+D
7MAX
)=E
MAX2
(D
2MAX
+D
5MAX
+D
8MAX
)-(D
1MAX
+D
4MAX
+D
6MAX
)=E
MAX3
、及び
(D
2MAX
+D
4MAX
+D
7MAX
)-(D
3MAX
+D
6MAX
+D
8MAX
)=E
MAX4
を算出する工程Cと、
工程Cで算出したE
MAX1
、E
MAX2
、E
MAX3
、及びE
MAX4
のうち、最小値を特定する工程Dと、
円柱状ハニカム乾燥体をセルの延びる方向が鉛直方向と平行になるように、且つ、
前記最小値がE
MAX1
【請求項8】
工程Bでは、セルの延びる方向が鉛直方向となるような向きに乾燥機内に配置した上で、工程Aで押出成形したときに頂点に位置していた外周側面の箇所が先頭に位置するように乾燥機内を通過させながら乾燥することを含む請求項7に記載の製造方法。
【請求項9】
工程Dで特定した前記最小値が予め定めた基準を満たすかどうかを判定し、前記最小値が当該基準を満たす場合にのみ工程Eを実施する請求項7又は8に記載の製造方法。
【請求項10】
工程Dで特定した前記最小値が予め定めた基準を満たすかどうかを判定し、前記最小値が予め定めた基準を満たさないときは工程Eを実施せず、当該最小値に応じて、次回作製される円柱状ハニカム乾燥体のE
MAX1
、E
MAX2
、E
MAX3
、及びE
MAX4
のうち、最小値が前記予め定めた基準を満たすように、内周輪郭が変更された環状マスクを作製する工程Fを行い、その後、当該変更された環状マスクを使用することを条件に、再び工程Aから工程Dまでを繰り返すことを含む請求項9に記載の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は円柱状ハニカム焼成体の製造方法に関する。
続きを表示(約 3,400 文字)
【背景技術】
【0002】
柱状ハニカム焼成体は、触媒担体や各種フィルタ等に広く用いられている。近時では、ディーゼルエンジンから排出される粒子状物質(パティキュレートマター)を捕捉するためのディーゼルパティキュレートフィルタ(DPF)及びガソリンパティキュレートフィルタ(GPF)としての利用が特に注目を集めている。
【0003】
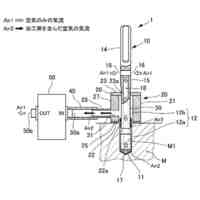
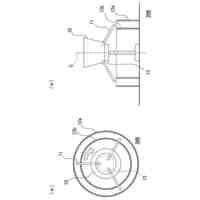
柱状ハニカム焼成体は、セラミックス原料、造孔材、バインダー及び水に各種添加剤を適宜加えて得られた原料組成物を混練し、坏土とした後、所定のセル構造を画定する口金を介して押出成形することで、柱状ハニカム成形体を作製し、このハニカム成形体を所定の長さに切断し、乾燥した後に焼成することで製造可能である。押出成形に使用する口金の下流にはマスク又は押さえ板等と称される環状部材が隣接して取り付けられており、柱状ハニカム成形体の外周側面の輪郭を画定している(例:特許第6376701号公報)。
【0004】
柱状ハニカム成形体及び柱状ハニカム焼成体のような柱状ハニカム構造体の外形寸法を測定することは、品質管理上重要な事項であり、幾つもの測定方法が従来知られている。例えば、特開平7-260440号公報では、異なる高さに複数のレーザ変位計を備えた腕を、この腕の回転軸に対して垂直な平面上に置かれた被測定物の周りに回転させ、被測定物の立体的な外形形状を測定する方法が開示されている。特開2002-267427号公報では、ハニカム構造体の端面を撮像して原画像を求め、求めた原画像中におけるハニカム構造体の外壁部分の平均輝度を求め、原画像上で、ハニカム構造体の内部を、求めた平均輝度の階調で塗り潰した塗り潰し画像を求め、求めた塗り潰し画像に対しエッジ検出処理をすることにより外形状を測定することを特徴とするハニカム構造体の外形状測定方法が開示されている。
【先行技術文献】
【特許文献】
【0005】
特許第6376701号公報
特開平7-260440号公報
特開2002-267427号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ハニカム成形体の焼成工程では収縮が発生する。このため、ハニカム成形体の設計寸法は、ハニカム焼成体が寸法公差に収まるように収縮を見込んで決定される。収縮時の割掛率は焼成前後の外径寸法測定により把握できると考えられる。しかしながら、割掛率は均等ではなく、ハニカム成形体の部位によって異なるという問題がある。そのため、従来の外形寸法測定技術では、ハニカム成形体及びハニカム焼成体の外形寸法は把握できるものの、外形寸法の測定結果をどのようにハニカム焼成体の焼成条件やハニカム成形体の作製条件に活用するかについては検討が十分進んでいない。外形寸法の測定結果を上手く活用することで、ハニカム焼成体の製造時の歩留まりを高めることができれば有利であろう。
【0007】
本発明は上記事情に鑑みてなされたものであり、柱状ハニカム焼成体の中でも需要の大きな円柱状ハニカム焼成体にターゲットを絞り、歩留まり向上に寄与する円柱状ハニカム焼成体の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0008】
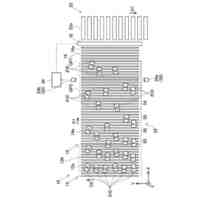
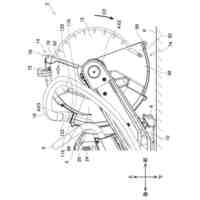
本発明者は上記課題を解決するために、収縮時の割掛率が円柱状ハニカム成形体の部位に応じて異なる原因について検討した。その結果、円柱状ハニカム成形体が焼成炉内で受ける熱履歴が、バーナーの位置及び炉内における気流の影響などにより円柱状ハニカム成形体の部位によって異なることが原因であることを突き止めた。このため、例えば、円柱状ハニカム成形体が均等に収縮する前提で割掛率を計算し、割掛率に基づいて円柱状ハニカム成形体の寸法を決定したとしても、実際は均等収縮でない為、割掛率と乖離する部位の寸法精度が悪くなる。
【0009】
また、本発明者は、収縮時の割掛率が部位に応じて異なると言っても、ランダムではなく、円柱状ハニカム成形体を連続焼成炉内に通過させながら焼成する場合には、所定の外周側面の箇所が大きく収縮することを見出した。本発明は当該知見に基づき創作されたものであり、以下に例示される。
【0010】
[1]
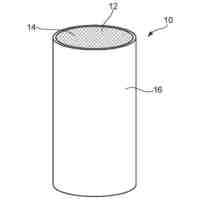
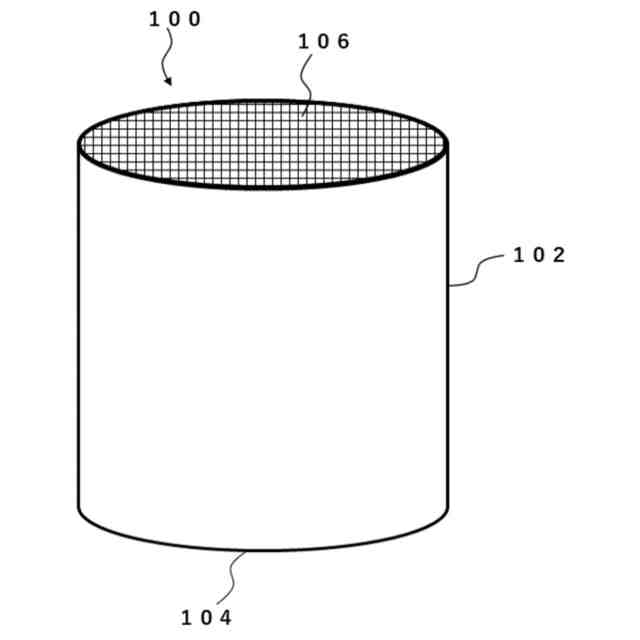
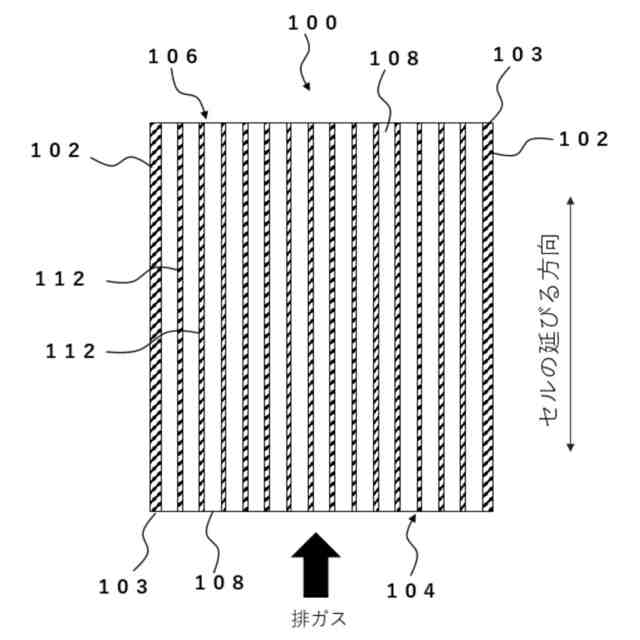
外周側面と、外周側面の内周側に配設され、第一底面から第二底面まで流路を形成する複数のセルを区画形成する隔壁と、を有する円柱状ハニカム焼成体の製造方法であって、
セラミックス原料、造孔材、バインダー及び分散媒を含有する坏土を、前記複数のセルの開口形状を画定する口金、及び口金の下流に設置され、第一底面及び第二底面の外周輪郭を画定するための内周輪郭を有する環状マスクを介して、セルの延びる方向が水平方向となるような向きに押出成形し、所定の長さで切断することにより、押出成形の進行方向の前方側を第一底面、後方側を第二底面とする円柱状ハニカム成形体を作製する工程Aと、
円柱状ハニカム成形体を乾燥して、円柱状ハニカム乾燥体を得る工程Bと、
円柱状ハニカム乾燥体のセルの延びる方向に垂直な断面を、工程Aにおける押出成形の進行方向の前方側から観察したと仮定した場合において、工程Aで押出成形したときに頂点に位置していた外周側面の箇所を0radとし、時計回りを+方向として、中心角(rad)が-1/8πから+1/8πまでの当該断面の重心位置Oと外周輪郭との距離の平均値をD
1AVE
とし、中心角(rad)が+1/8πから+3/8πまでの当該断面の重心位置Oと外周輪郭との距離の平均値をD
2AVE
とし、中心角(rad)が+3/8πから+5/8πまでの当該断面の重心位置Oと外周輪郭との距離の平均値をD
3AVE
とし、中心角(rad)が+5/8πから+7/8πまでの当該断面の重心位置Oと外周輪郭との距離の平均値をD
4AVE
とし、中心角(rad)が+7/8πから+9/8πまでの当該断面の重心位置Oと外周輪郭との距離の平均値をD
5AVE
とし、中心角(rad)が+9/8πから+11/8πまでの当該断面の重心位置Oと外周輪郭との距離の平均値をD
6AVE
とし、中心角(rad)が+11/8πから+13/8πまでの当該断面の重心位置Oと外周輪郭との距離の平均値をD
7AVE
とし、中心角(rad)が+13/8πから+15/8πまでの当該断面の重心位置Oと外周輪郭との距離の平均値をD
8AVE
とすると、
(D
1AVE
+D
4AVE
+D
6AVE
)-(D
2AVE
+D
5AVE
+D
8AVE
)=E
AVE1
(D
3AVE
+D
6AVE
+D
8AVE
)-(D
2AVE
+D
4AVE
+D
7AVE
)=E
AVE2
(D
2AVE
+D
5AVE
+D
8AVE
)-(D
1AVE
+D
4AVE
+D
6AVE
)=E
AVE3
、及び
(D
2AVE
+D
4AVE
+D
7AVE
)-(D
3AVE
+D
6AVE
+D
8AVE
)=E
AVE4
を算出する工程Cと、
工程Cで算出したE
AVE1
、E
AVE2
、E
AVE3
、及びE
AVE4
のうち、最小値を特定する工程Dと、
円柱状ハニカム乾燥体をセルの延びる方向が鉛直方向と平行になるように、且つ、
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本碍子株式会社
搬送装置
3日前
日本碍子株式会社
熱交換器
5日前
日本碍子株式会社
熱交換器
5日前
日本碍子株式会社
ハニカムフィルタ
11日前
日本碍子株式会社
ウォーキングビーム炉
20日前
日本碍子株式会社
ガスセンサ及びガスセンサの制御方法
17日前
日本碍子株式会社
金属含浸セラミックス焼成体の製造方法
17日前
日本碍子株式会社
金属含浸セラミックス焼成体の製造方法
17日前
日本碍子株式会社
プラグ、プラグ製造方法及び半導体製造装置用部材
4日前
日本碍子株式会社
半導体製造装置用部材、プラグ及びプラグ製造方法
4日前
日本碍子株式会社
焼成用治具、及び金属含浸セラミックス焼成体の製造方法
17日前
日本碍子株式会社
EUV透過膜
5日前
日本碍子株式会社
酸性ガス吸着装置の再生方法
1か月前
株式会社トクヤマ
脱泡槽
4か月前
株式会社丸高工業
液体循環装置
5か月前
マックストン株式会社
パネル用型枠
1か月前
モリ技巧株式会社
コンクリートスラリー処理装置
10か月前
第一カッター興業株式会社
集塵口
2か月前
花王株式会社
水硬性組成物の吹付装置
1か月前
株式会社マキタ
作業機
5か月前
株式会社石井超硬工具製作所
タイルカッター
1か月前
テクノス株式会社
ガイド装置
9か月前
日本碍子株式会社
ハニカム構造体の製造方法
9か月前
株式会社マキタ
作業機
5か月前
学校法人立命館
建設用3Dプリンティング装置
5か月前
太平洋マテリアル株式会社
セルフレベリング材の製造方法。
9か月前
株式会社On-Co
石膏成形物の製造方法
5か月前
太平洋セメント株式会社
造形物の造形方法
9か月前
日本碍子株式会社
成形体の製造方法
5か月前
大成建設株式会社
構造物
7か月前
株式会社トクヤマ
セラミックグリーンシート積層体の製造方法
6か月前
株式会社アクティブ
接続部材
2か月前
花王株式会社
土木用添加剤供給装置
3か月前
ユニカ株式会社
吸塵ドリル
9か月前
日本ヒューム株式会社
円筒構造物の製造方法
8か月前
株式会社フジタ
プレキャストRC軸状部材の製造方法
4か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ