TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024090744
公報種別
公開特許公報(A)
公開日
2024-07-04
出願番号
2022206826
出願日
2022-12-23
発明の名称
搬送装置
出願人
日本碍子株式会社
,
エヌジーケイ・キルンテック株式会社
代理人
弁理士法人 快友国際特許事務所
主分類
C21D
1/00 20060101AFI20240627BHJP(鉄冶金)
要約
【課題】搬送方向における複数の被処理物の位置関係が大きく乱れたときでも、複数の被処理物を安定して搬送する。
【解決手段】搬送装置は、第1搬送ローラ装置と、第1搬送ローラ装置よりも下流側に配置されている第2搬送ローラ装置と、第1搬送ローラ装置よりも下流側であって、第2搬送ローラ装置よりも上流側に配置されており、搬送方向への被処理物の移動を禁止するストッパと、を備えている。第1搬送ローラ装置は、複数の被処理物の間の搬送方向における間隔を、熱処理炉からの搬出時での複数の被処理物の間の搬送方向における間隔よりも広い間隔に広げることで、複数の被処理物を、所定数または所定数よりも少ない数の被処理物を含む被処理物群に分割可能とするように構成されている。ストッパは、第1搬送ローラ装置により分割され、搬送方向に隣接する被処理物群の間に配置可能に構成されている。
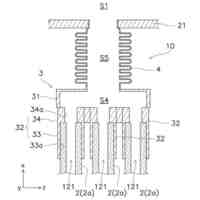
【選択図】図4
特許請求の範囲
【請求項1】
搬送方向に直交する列方向に所定数並べた被処理物を、前記搬送方向に所定の間隔で連続して熱処理炉に搬入し、前記熱処理炉内で熱処理された複数の前記被処理物を前記熱処理炉から搬送する搬送装置であって、
前記熱処理炉から搬出された前記複数の被処理物を、前記熱処理炉から前記被処理物を搬出するときの搬出速度よりも高い速度で前記搬送方向に搬送する第1搬送ローラ装置と、
前記第1搬送ローラ装置よりも下流側に配置されている第2搬送ローラ装置と、
前記第1搬送ローラ装置よりも下流側であって、前記第2搬送ローラ装置よりも上流側に配置されており、前記搬送方向への前記被処理物の移動を禁止するストッパと、を備えており、
前記第1搬送ローラ装置は、前記複数の被処理物の間の前記搬送方向における間隔を、前記熱処理炉からの搬出時での前記複数の被処理物の間の前記搬送方向における前記間隔よりも広い間隔に広げることで、前記複数の被処理物を、前記所定数または前記所定数よりも少ない数の前記被処理物を含む被処理物群に分割可能とするように構成されており、
前記ストッパは、前記第1搬送ローラ装置により分割され、前記搬送方向に隣接する被処理物群の間に配置可能に構成されている、搬送装置。
続きを表示(約 1,100 文字)
【請求項2】
前記第1搬送ローラ装置は、
前記複数の被処理物を前記搬出速度よりも高い切り離し速度で搬送する高速部と、
前記複数の被処理物の搬送速度を前記搬出速度から前記切り離し速度に向けて増速する増速部と、を備えている、請求項1に記載の搬送装置。
【請求項3】
前記増速部は、
前記搬出速度よりも高く、かつ、前記切り離し速度よりも低い第1速度で前記複数の被処理物を搬送する第1増速部と、
前記第1速度よりも高く、かつ、前記切り離し速度よりも低い第2速度で前記複数の被処理物を搬送する第2増速部と、を備えている、請求項2に記載の搬送装置。
【請求項4】
前記第1搬送ローラ装置の前記高速部における前記複数の被処理物の配置を検出する検出器と、
前記検出器の検出結果に基づいて、前記複数の被処理物を第1の被処理物群と第2の被処理物群に分類する制御ユニットと、を備えており、
前記制御ユニットは、前記第1の被処理物群と前記第2の被処理物群の分類結果に基づいて、前記ストッパを動作させて前記第1の被処理物群と前記第2の被処理物群の間に配置させる、請求項2に記載の搬送装置。
【請求項5】
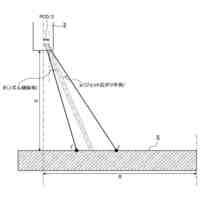
前記検出器は、前記列方向にレーザを照射可能な透過型光電センサである、請求項4に記載の搬送装置。
【請求項6】
前記第1搬送ローラ装置は、その内部が雰囲気ガスで満たされたフード内に配置されており、
前記第2搬送ローラ装置は、前記雰囲気ガスを空気に置換する置換室内に配置されている、請求項1に記載の搬送装置。
【請求項7】
前記ストッパよりも下流側に配置されており、前記搬送方向を第1方向から前記第1方向に略直交する第2方向に変更する第1ターン装置をさらに備えている、請求項1から6のいずれか一項に記載の搬送装置。
【請求項8】
前記第1ターン装置は、前記第1方向に2個の前記被処理物を並べて配置可能であって、前記複数の被処理物が前記第2方向に搬送される搬送通路を備えている、請求項7に記載の搬送装置。
【請求項9】
前記第1方向における前記搬送通路の幅は、長手方向における前記被処理物の幅の3倍以下である、請求項8に記載の搬送装置。
【請求項10】
前記第1ターン装置よりも下流側に配置されており、前記搬送方向を前記第2方向から、前記第2方向に略直交すると共に前記第1方向と反対となる第3方向に変更する第2ターン装置と、
前記第2ターン装置の搬送通路上に、前記第2方向に前記複数の被処理物を並べて整列させる整列装置と、をさらに備えている、請求項7に記載の搬送装置。
発明の詳細な説明
【技術分野】
【0001】
本明細書に開示する技術は、複数の被処理物を搬送する搬送装置に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
特許文献1には、複数の被処理物を搬送する搬送装置が開示されている。複数の被処理物は、搬送方向に直交する列方向に所定数並べられ、搬送方向に所定の間隔で連続して熱処理炉に搬入される。熱処理炉に搬入された被処理物は、熱処理炉内で熱処理される。搬送装置は、熱処理された複数の被処理物を熱処理炉から搬送する。この搬送装置では、搬送通路上にストッパが配置されている。熱処理炉から搬送される複数の被処理物は、ストッパに突き当てられることにより、列方向に一列に整列する。
【先行技術文献】
【特許文献】
【0003】
特許第6978622号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
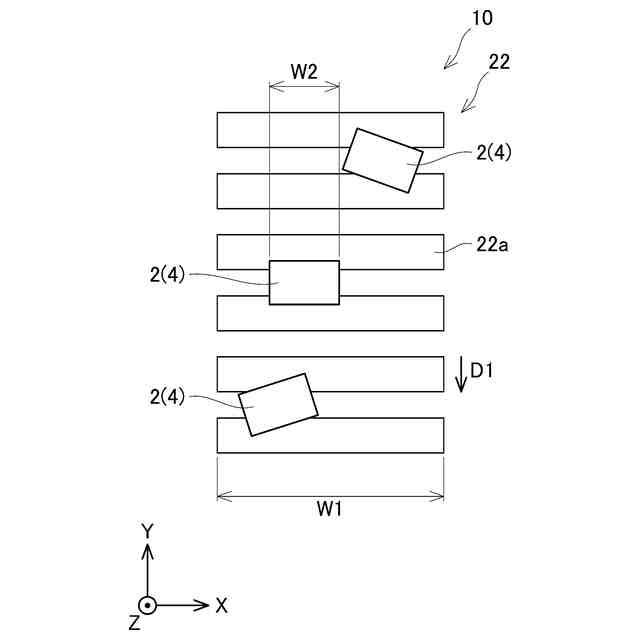
熱処理炉内に配置される複数の搬送ローラでは、その両端が回転可能に支持され、その中間部分に複数の被処理物が載置される。このため、搬送ローラは、被処理物の重みにより中間部分が撓んだ状態で回転することになる。これにより、列方向に並べられた状態で複数の被処理物が熱処理炉内に搬入されても、熱処理炉の出口において、列方向に並べられた複数の被処理物の搬送方向の位置関係が大きく乱れることがある。この場合、列方向に並べられた所定数の被処理物を、搬送方向に所定の間隔を空けて熱処理炉内に搬入しても、熱処理炉の出口において、搬送方向に設けた所定の間隔が維持されない。この結果、先に搬入された被処理物と、後に搬入された被処理物との間の間隔が狭くなり、両者が一体となって搬送されている状態となることがある。
【0005】
このような場合に、特許文献1の技術により、複数の被処理物をストッパに突き当てると、搬送方向に並ぶ複数の被処理物同士が衝突し、被処理物同士の間に間隔が無くなった一塊のクラスタ状態となる。これにより、過度に多くの被処理物が一度に下流側に搬送されることとなり、複数の被処理物を安定して搬送することができない。
【0006】
本明細書は、搬送方向における複数の被処理物の位置関係が大きく乱れたときでも、複数の被処理物を安定して搬送することができる技術を開示する。
【課題を解決するための手段】
【0007】
本明細書に開示する技術の第1の態様では、搬送装置は、搬送方向に直交する列方向に所定数並べた被処理物を、搬送方向に所定の間隔で連続して熱処理炉に搬入し、熱処理炉内で熱処理された複数の被処理物を熱処理炉から搬送する。搬送装置は、熱処理炉から搬出された複数の被処理物を、熱処理炉から被処理物を搬出するときの搬出速度よりも高い速度で搬送方向に搬送する第1搬送ローラ装置と、第1搬送ローラ装置よりも下流側に配置されている第2搬送ローラ装置と、第1搬送ローラ装置よりも下流側であって、第2搬送ローラ装置よりも上流側に配置されており、搬送方向への被処理物の移動を禁止するストッパと、を備えている。第1搬送ローラ装置は、複数の被処理物の間の搬送方向における間隔を、熱処理炉からの搬出時での複数の被処理物の間の搬送方向における間隔よりも広い間隔に広げることで、複数の被処理物を、所定数または所定数よりも少ない数の被処理物を含む被処理物群に分割可能とするように構成されている。ストッパは、第1搬送ローラ装置により分割され、搬送方向に隣接する被処理物群の間に配置可能に構成されている。
【0008】
上記の構成によれば、搬送方向における複数の被処理物の位置関係が大きく乱れた状態で複数の被処理物が熱処理炉から搬出されると、まず、複数の被処理物は、第1搬送ローラ装置上を移動する。第1搬送ローラ装置が、熱処理炉から搬出される搬出速度よりも高い速度で複数の被処理物を搬送することにより、搬送方向における複数の被処理物の間隔が広がる。即ち、先に搬出された被処理物と、後に搬出された被処理物との搬送方向の間隔が広がる。これにより、ストッパにより先に搬出された被処理物群の搬送方向への移動が禁止されても、先に搬出された被処理物群と後に搬出された被処理物群との間隔が無くなることを抑制することができる。この結果、搬送方向に隣接する被処理物群をストッパにより分割し易くなり、被処理物を安定して第2搬送ローラ装置に向けて搬送することができる。
【図面の簡単な説明】
【0009】
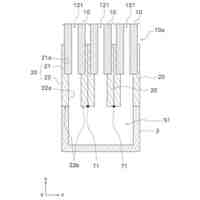
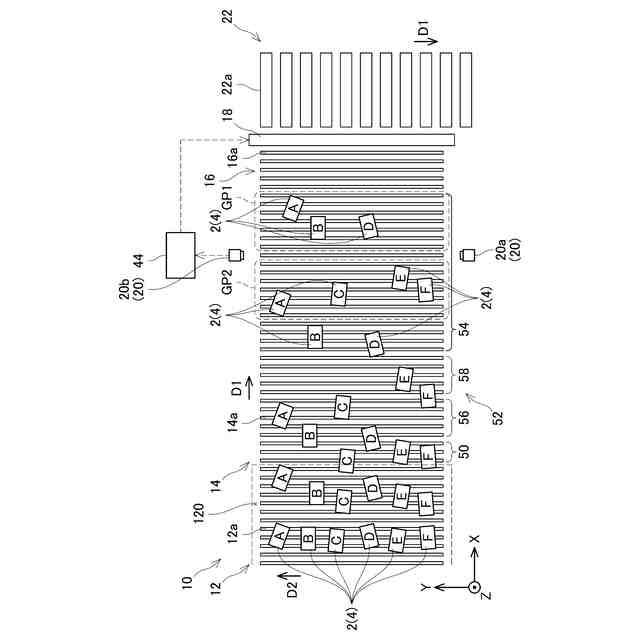
第1実施例の搬送装置と熱処理炉の概略断面図である。
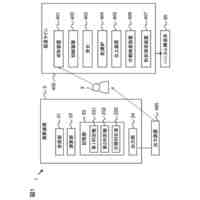
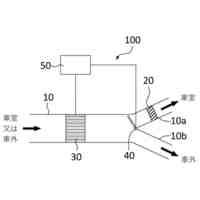
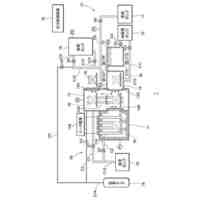
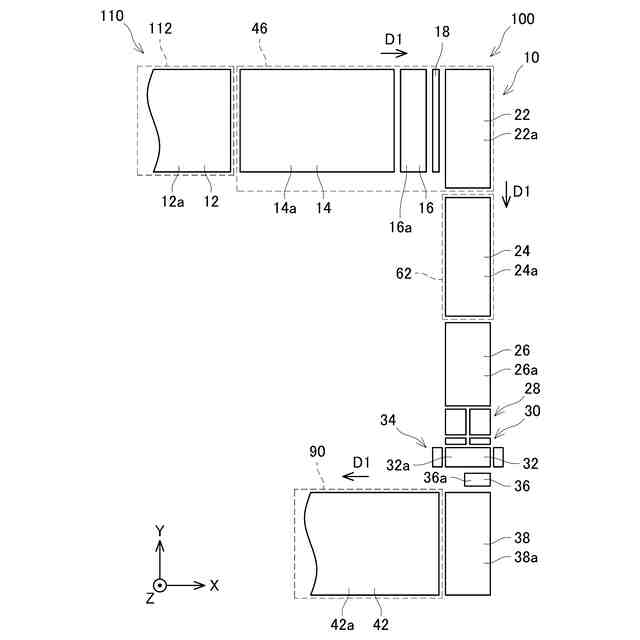
第1実施例の熱処理システムの概略図である。
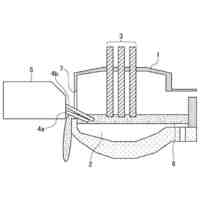
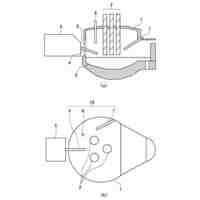
第1実施例において、熱処理炉の入口近傍の熱処理システムの概略断面図である。
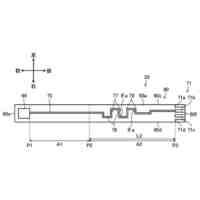
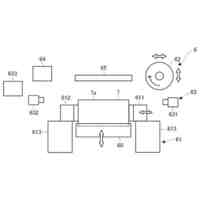
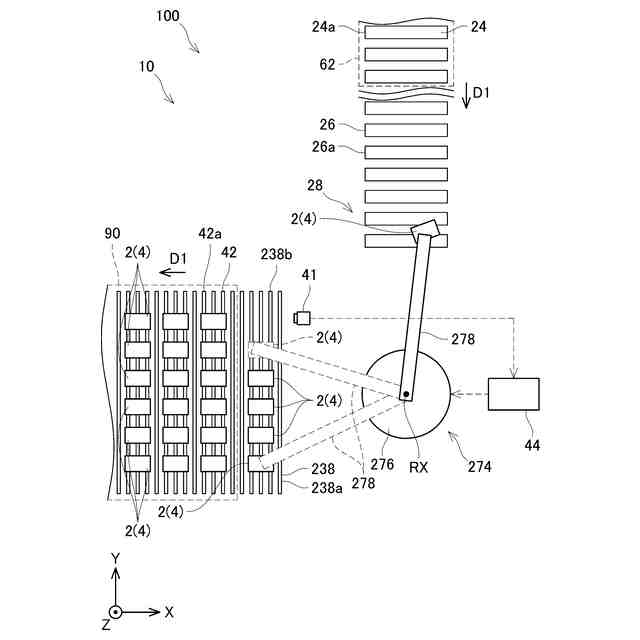
第1実施例において、熱処理搬送ローラ装置と、第1搬送ローラ装置と、第1ストッパと、第1検出器と、第1ターン装置と、制御ユニットの概略図である。
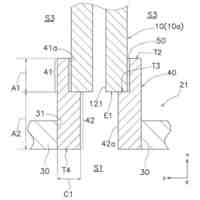
第1実施例の第1ターン装置の概略図である。
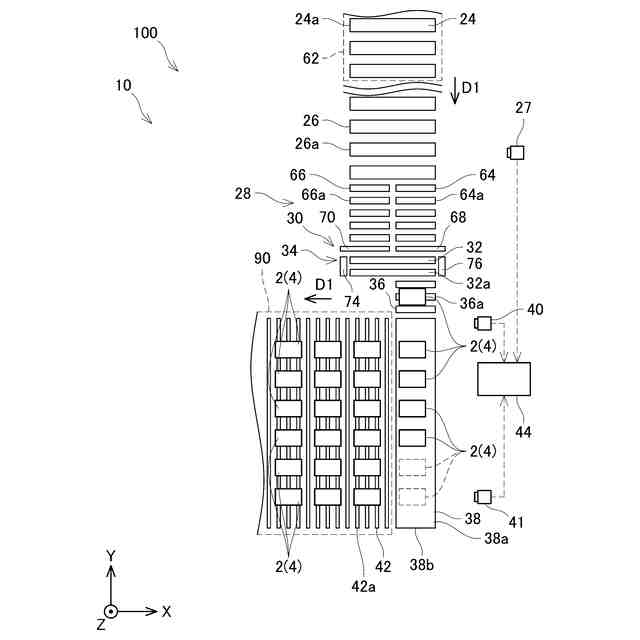
第1実施例の置換室搬送ローラ装置と、置換室後搬送ローラ装置と、第2検出器と、切り離しローラ装置と、第2ストッパと、整列台ローラ装置と、整列装置と、第2ターン入口装置と、第2ターン装置と、第3検出器と、第4検出器と、冷却搬送ローラ装置と、制御ユニットの概略図である。
第2実施例の置換室搬送ローラ装置と、置換室後搬送ローラ装置と、第2検出器と、切り離しローラ装置と、第2ストッパと、整列装置と、第2ターン入口装置と、第2ターン装置と、第3検出器と、第4検出器と、冷却搬送ローラ装置と、制御ユニットの概略図である。
第3実施例の置換室搬送ローラ装置と、置換室後搬送ローラ装置と、切り離しローラ装置と、整列装置と、第4検出器と、冷却搬送ローラ装置入口部と、冷却搬送ローラ装置と、制御ユニットの概略図である。
第4実施例の熱処理システムの概略図である。
【0010】
以下に説明する実施例の主要な特徴を列記しておく。なお、以下に記載する技術要素は、それぞれ独立した技術要素であって、単独であるいは各種の組合せによって技術的有用性を発揮するものであり、出願時請求項記載の組合せに限定されるものではない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本碍子株式会社
分類方法
2日前
日本碍子株式会社
ガスセンサ
1か月前
日本碍子株式会社
ガスセンサ
5日前
日本碍子株式会社
ガスセンサ
1日前
日本碍子株式会社
ガスセンサ
1か月前
日本碍子株式会社
ガスセンサ
8日前
日本碍子株式会社
電気化学セル
26日前
日本碍子株式会社
電気化学装置
8日前
日本碍子株式会社
電気化学装置
8日前
日本碍子株式会社
ガスセンサ素子
1日前
日本碍子株式会社
ガスセンサ素子
1日前
日本碍子株式会社
セルスタック装置
8日前
日本碍子株式会社
焼成体の製造方法
5日前
日本碍子株式会社
車両用空調システム
1日前
日本碍子株式会社
排熱回収制御システム
1か月前
日本碍子株式会社
発熱機能付き熱交換装置
2日前
日本碍子株式会社
熱回収部材及び熱交換器
15日前
日本碍子株式会社
ハニカム構造体及び熱交換器
5日前
日本碍子株式会社
センサ素子およびガスセンサ
8日前
日本碍子株式会社
熱交換器用ハニカム構造体及び熱交換器
5日前
日本碍子株式会社
分離膜複合体の洗浄方法および洗浄装置
23日前
日本碍子株式会社
ハニカム構造体の製造装置及び製造方法
1日前
日本碍子株式会社
ガスセンサの動作方法および車両システム
4日前
日本碍子株式会社
AlN接合体
23日前
NGKエレクトロデバイス株式会社
ノイズフィルタおよび電子機器
4日前
日本碍子株式会社
ガスセンサの制御方法、ガスセンサの制御装置およびセンサモジュール
15日前
日本製鉄株式会社
転炉精錬方法
1か月前
株式会社プロテリアル
鋼材の製造方法
1日前
日本製鉄株式会社
転炉吹錬方法
4か月前
日本製鉄株式会社
溶鋼の製造方法
1日前
日本製鉄株式会社
溶鋼の製造方法
3か月前
日本製鉄株式会社
溶銑の脱珪方法
4か月前
日本製鉄株式会社
溶銑の製造方法
16日前
日本製鉄株式会社
電気炉の精錬方法
3か月前
株式会社神戸製鋼所
高炉用羽口
2か月前
株式会社不二越
熱処理システム
26日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ