TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2023097201
公報種別
公開特許公報(A)
公開日
2023-07-07
出願番号
2021213433
出願日
2021-12-27
発明の名称
評価装置、評価方法、及び評価プログラム
出願人
株式会社豊田中央研究所
代理人
弁理士法人太陽国際特許事務所
主分類
B29C
45/76 20060101AFI20230630BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】成形品表面近傍におけるフィラーの配向状態を精度よく評価する。
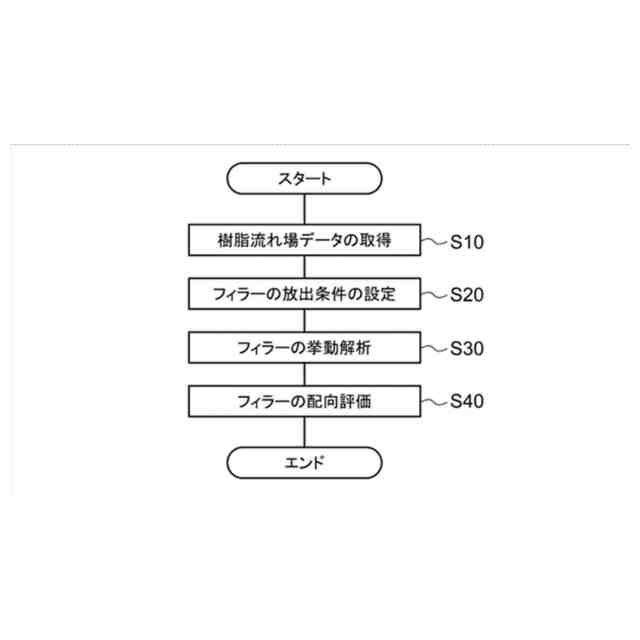
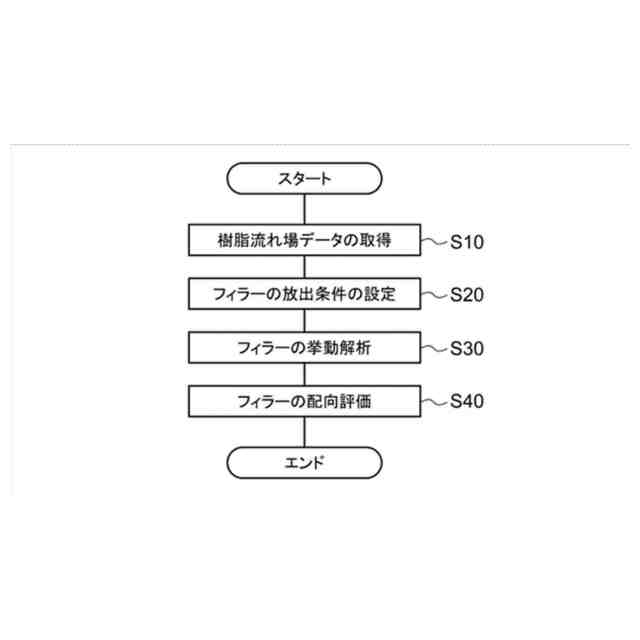
【解決手段】評価装置1は、樹脂流れ場5にフィラー7を含む樹脂を放出する場合のフィラー7の放出条件を設定し、設定したフィラー7の放出条件、及び樹脂流れ場5の樹脂流れ場データを用いて、樹脂の充填開始から充填終了までの期間にわたってフィラー7の各々について挙動を解析し、挙動の解析結果を用いて、成形品表面近傍に含まれるフィラー7の配向状態を評価する。
【選択図】図4
特許請求の範囲
【請求項1】
成形品の製造に用いられる樹脂の射出空間をモデル化した樹脂流れ場にフィラーを含む樹脂を放出する場合の前記フィラーの放出条件を設定する条件設定部と、
前記条件設定部で設定された前記フィラーの放出条件、及び樹脂流動解析によって得られた前記樹脂流れ場の樹脂流れ場データを用いて、前記樹脂流れ場への前記樹脂の充填開始から充填終了までの期間にわたり、前記フィラーの各々について、前記樹脂流れ場での時刻毎の前記フィラーの動きを表した前記フィラーの挙動を解析する挙動解析部と、
前記挙動解析部で得られた前記フィラーの挙動を表す解析結果を用いて、前記成形品の表面から予め定めた深さまでの範囲である成形品表面近傍に含まれる前記フィラーの配向状態を評価する配向評価部と、
を備えた評価装置。
続きを表示(約 1,500 文字)
【請求項2】
前記樹脂流れ場データには、前記樹脂流れ場の各位置における樹脂充填時刻、並びに、前記樹脂流れ場の各位置における時刻毎の流速ベクトル及び速度勾配テンソルが含まれ、
前記挙動解析部は、前記樹脂の流動先端部を含む領域であって、ファウンテンフローの発生が認められる領域として予め定めた先端領域に到達した前記フィラーの各々に対して、前記先端領域に含まれる前記フィラーの位置における前記樹脂充填時刻の勾配ベクトルを算出し、前記勾配ベクトルを用いて、前記フィラーの位置における前記樹脂流れ場の流速ベクトル及び速度勾配テンソルを補正する
請求項1に記載の評価装置。
【請求項3】
前記挙動解析部は、補正された前記樹脂流れ場の流速ベクトルを用いて、前記フィラーの位置における前記樹脂流れ場の速度勾配テンソルを補正する
請求項2に記載の評価装置。
【請求項4】
前記挙動解析部は、前記成形品表面近傍に含まれ、かつ、予め定めた期間が経過した前記フィラーに対して挙動の解析を終了し、
前記配向評価部は、前記挙動解析部が挙動の解析を終了した前記フィラーの各々を用いて前記フィラーの配向状態を評価する
請求項1~請求項3の何れか1項に記載の評価装置。
【請求項5】
前記条件設定部は、前記樹脂の充填終了から充填開始まで時間を遡りながら、前記成形品表面近傍に配置された各々の前記フィラーの挙動の解析結果を用いて、
前記成形品表面近傍に配置された前記フィラーが、前記樹脂流れ場における前記フィラーの放出場所として予め定めた放出領域に達した場合に、前記成形品表面近傍に配置された前記フィラーが前記放出領域に達した時刻と位置を、前記樹脂流れ場に充填する前記樹脂に含まれる前記フィラーの放出条件として設定する
請求項1~請求項4の何れか1項に記載の評価装置。
【請求項6】
前記フィラーの挙動の解析結果は、前記フィラーの並進運動のみに着目して解析することで得られた解析結果である
請求項5に記載の評価装置。
【請求項7】
コンピュータが、
成形品の製造に用いられる樹脂の射出空間をモデル化した樹脂流れ場にフィラーを含む樹脂を放出する場合における前記フィラーの放出条件を設定し、
設定された前記フィラーの放出条件、及び樹脂流動解析によって得られた前記樹脂流れ場の樹脂流れ場データを用いて、前記樹脂流れ場への前記樹脂の充填開始から充填終了までの期間にわたり、前記フィラーの各々について、前記樹脂流れ場での時刻毎の前記フィラーの動きを表した前記フィラーの挙動を解析し、
前記フィラーの挙動を表す解析結果を用いて、前記成形品の表面から予め定めた深さまでの範囲である成形品表面近傍に含まれる前記フィラーの配向状態を評価する
評価方法。
【請求項8】
コンピュータに、
成形品の製造に用いられる樹脂の射出空間をモデル化した樹脂流れ場にフィラーを含む樹脂を放出する場合における前記フィラーの放出条件を設定し、
設定された前記フィラーの放出条件、及び樹脂流動解析によって得られた前記樹脂流れ場の樹脂流れ場データを用いて、前記樹脂流れ場への前記樹脂の充填開始から充填終了までの期間にわたり、前記フィラーの各々について、前記樹脂流れ場での時刻毎の前記フィラーの動きを表した前記フィラーの挙動を解析し、
前記フィラーの挙動を表す解析結果を用いて、前記成形品の表面から予め定めた深さまでの範囲である成形品表面近傍に含まれる前記フィラーの配向状態を評価する処理を実行させるための
評価プログラム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、評価装置、評価方法、及び評価プログラムに関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
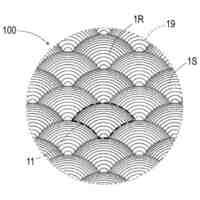
樹脂成形において、樹脂に種々のフィラーを添加することにより、成形品に対して様々な効果を付与することができる。例えば、フィラーとしてメタリック粒子を用いることで、塗装を行うことなく金属調の光沢を成形品に付与することができる。
【0003】
特許文献1には、樹脂流動解析により樹脂流れ場を求め、流動樹脂が接触する接触部に生じるウェルドライン上に複数の仮想粒子を生成し、仮想粒子の移動経路を求めてその移動距離を算出することにより、流動樹脂の一方が他方の流動樹脂内へ侵入した潜り込み距離を求め、潜り込み距離から成形品の表面に生じる凹凸の発生位置を予測する流動解析方法が開示されている。
【0004】
非特許文献1には、金属調の光沢を成形品に付与するメタリック成形で問題となる色ムラの発生状況を把握するために、市販の樹脂流動解析ソフトウェアの解析機能を用い、メタリック粒子含有樹脂成形品における外観品質予測を行う技術が開示されている。
【先行技術文献】
【特許文献】
【0005】
特開2000-343575号公報
【非特許文献】
【0006】
須田高史、黒岩広樹、岩沢知幸、福島祥夫、「樹脂流動解析によるメタリック成形の試作レス化についての研究」、群馬県立産業技術センター研究報告、2013年
【発明の概要】
【発明が解決しようとする課題】
【0007】
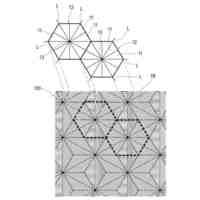
成形品表面においてフィラーの配向が局所的に乱れた場合、その他の領域と比べて光沢が異なり、外観不良と見なされることがある。外観不良を抑制する製品設計を行うためには、成形品表面近傍におけるフィラーの配向を事前に予測することが有効である。
【0008】
射出成形において、樹脂の流動先端部付近に位置するフィラーはファウンテンフローによって成形品表面近傍へ移動し、その後、成形品の金型による冷却効果により、成形品表面近傍に位置する樹脂の固化が進行してフィラーの運動も停止すると考えられる。
【0009】
従って、成形品表面近傍におけるフィラーの配向状態を精度よく予測するためには、金型へのフィラーの放出からフィラーの運動停止までの一連のフィラーの挙動を捉えることが重要である。
【0010】
なお、樹脂内のフィラーの挙動は、並進運動(「移動運動」ともいう)と回転運動によって表される。しかしながら、特許文献1は仮想粒子の並進運動のみに着目して、成形品の表面に生じる凹凸の発生位置を予測している。すなわち、特許文献1は仮想粒子の回転運動を考慮することなく、成形品の表面に生じる凹凸の発生位置を予測している。従って、特許文献1に開示されている流動解析方法はフィラーの配向の予測、及びフィラーの配向の予測から得られるフィラーの配向状態の評価を精度よく実行することができない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
3次元造形装置
6か月前
東レ株式会社
金型の製造方法
3か月前
津田工業株式会社
部材
9か月前
東レ株式会社
シート成形口金
3か月前
津田工業株式会社
部材
9か月前
津田駒工業株式会社
連続成形機
2か月前
東レ株式会社
積層基材の製造方法
5か月前
睦月電機株式会社
樹脂成形用金型
7か月前
東レ株式会社
繊維強化樹脂成形体
7か月前
東レ株式会社
接合用繊維強化樹脂
7か月前
輝創株式会社
接合方法
3か月前
世紀株式会社
造形装置
4か月前
東レ株式会社
延伸フィルムの製造方法
3か月前
株式会社吉野工業所
計量キャップ
5か月前
グンゼ株式会社
印刷層の除去方法
3か月前
東レエンジニアリング株式会社
処理装置
7か月前
株式会社不二越
射出成形機
7か月前
AGC株式会社
車両窓用窓ガラス
7か月前
六浦工業株式会社
接着装置
3か月前
大塚テクノ株式会社
樹脂製の構造体
1か月前
個人
超高速射出点描画による熱溶解積層法
4か月前
パナック株式会社
複合体の製造方法
8か月前
東レ株式会社
リーフディスク型フィルター
5か月前
株式会社城北精工所
押出成形用ダイ
1か月前
株式会社アフィット
粉末焼結積層造形装置
5か月前
トヨタ自動車株式会社
真空成形装置
6日前
ダイハツ工業株式会社
3Dプリンタ
5か月前
TOWA株式会社
樹脂成形装置
6か月前
東レエンジニアリング株式会社
立体造形装置
5か月前
株式会社ウィル
電鋳ロールの製造方法
8か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
東レエンジニアリング株式会社
立体造形方法
4か月前
NISSHA株式会社
加飾成形品の製造方法
18日前
株式会社イクスフロー
成形装置
1か月前
三井化学株式会社
光学部材の製造方法
7か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ