TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025178103
公報種別
公開特許公報(A)
公開日
2025-12-05
出願番号
2025025147
出願日
2025-02-19
発明の名称
締め具伝導率試験を有する自動化された締め具システムおよび方法
出願人
ザ・ボーイング・カンパニー
代理人
個人
,
個人
,
個人
主分類
G01N
27/72 20060101AFI20251128BHJP(測定;試験)
要約
【課題】締め具伝導率試験を有する自動化された締め具システムを提供する。
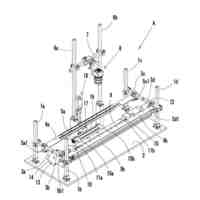
【解決手段】締め具伝導率試験を有する締め具システムは、締め具ホルダアセンブリ、シャトルカップを有する締め具シャトルアセンブリ、検査中心シャフトと検査グリッパフィンガーを有する締め具検査システム、搬送デバイスを有する搬送システム、エンドエフェクタ中心シャフトを有するエンドエフェクタとグリッパフィンガーを有する締め具取り付けシステム、渦電流伝導率プローブシステム、そして処理システムを有する。システムは、シャトルカップ、シャフト、フィンガー、シャフトまたはフィンガーの1つに一体化された渦電流伝導率プローブアセンブリを有する。アセンブリは選択された締め具に接触して締め具伝導率試験を実行し、電気伝導率測定値を取得する。
【選択図】図3A
特許請求の範囲
【請求項1】
締め具伝導率試験(12)を有する自動化された締め具システム(10)であって、前記自動化された締め具システム(10)は、
1つまたは複数の締め具(18)を保持および分配する自動化された締め具ホルダアセンブリ(40)と、
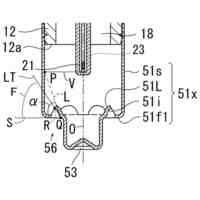
1つまたは複数のシャトルカップ(46)を有する自動化された締め具シャトルアセンブリ(44)であって、選択されたシャトルカップ(46a)が前記自動化された締め具ホルダアセンブリ(40)から選択された締め具(18a)を受け取り、前記選択された締め具(18a)を前記選択されたシャトルカップ(46a)内で輸送する、自動化された締め具シャトルアセンブリ(44)と、
検査中心シャフト(50)と、前記選択された締め具(18a)をピックアップし、検査し、解放するように構成された2つ以上の検査グリッパフィンガー(52)と、を有する自動化された締め具検査システム(48)と、
前記選択された締め具(18a)を輸送するように構成された搬送デバイス(58)を有する自動化された搬送システム(56)と、
エンドエフェクタ中心シャフト(68)を有するエンドエフェクタ(66)と、前記自動化された搬送システム(56)によって輸送された前記搬送デバイス(58)から前記選択された締め具(18a)をピックアップするように構成され、構造(22)に前記選択された締め具(18a)を取り付けるように構成された2つ以上のエンドエフェクタグリッパフィンガー(70)と、を有する自動化された締め具取り付けシステム(64)と、
前記1つまたは複数のシャトルカップ(46)、前記検査中心シャフト(50)、前記2つ以上の検査グリッパフィンガー(52)、前記エンドエフェクタ中心シャフト(68)、または前記2つ以上のエンドエフェクタグリッパフィンガー(70)のうちの1つに一体化された渦電流伝導率プローブアセンブリ(82)を備える自動化された渦電流伝導率プローブシステム(80)であって、前記渦電流伝導率プローブアセンブリ(82)は、前記選択された締め具(18a)に接触して前記締め具伝導率試験(12)を実行し、前記選択された締め具(18a)の電気伝導率測定値(14)を取得する、自動化された渦電流伝導率プローブシステム(80)と、
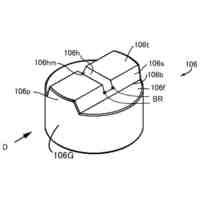
前記選択された締め具(18a)の前記電気伝導率測定値(14)を処理するための処理システム(98)であって、前記処理システム(98)は、コンピュータコンソール(108)を有するコンピュータ(106)を有するコンピュータシステム(104)と、制御ロジック(112)を実装するコンピュータソフトウェアプログラム(110)と、を備える、処理システム(98)と、
を備え、
前記コンピュータソフトウェアプログラム(110)によって実装された前記制御ロジック(112)は、前記選択された締め具(18a)の前記電気伝導率測定値(14)を所定の締め具材料(115)の所定の電気伝導率値範囲(114)と比較して、前記選択された締め具(18a)の締め具材料決定(116)を取得し、前記締め具材料決定(116)に基づいて前記選択された締め具(18a)を受け入れるか、または拒絶する、
自動化された締め具システム(10)。
続きを表示(約 4,200 文字)
【請求項2】
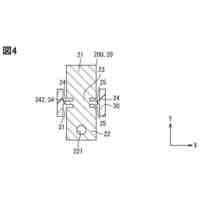
前記1つまたは複数の締め具(18)の各々が、ボルト(25)、リベット(26)、ねじ(28)、ピン(30)、またはブッシング(32)のうちの1つを含む、請求項1に記載の自動化された締め具システム(10)。
【請求項3】
前記1つまたは複数の締め具(18)の各々が、
チタン(36a)、アルミニウム(36b)、ニッケル(36c)、鋼(36d)、銅(36e)、銀(36f)、または亜鉛(26g)を含む金属材料(36)、または
ニッケル-クロム合金(38a)、真鍮(38b)、青銅(38c)、チタン合金(38d)、アルミニウム合金(38e)、ニッケル合金(38f)、鋼合金(38g)、銅合金(38h)、銀合金(38i)、または亜鉛合金(38j)を含む金属合金材料(38)
を含む、ベース締め具材料(34)で作られる、
請求項1に記載の自動化された締め具システム(10)。
【請求項4】
前記自動化された渦電流伝導率プローブシステム(80)が、
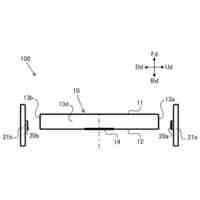
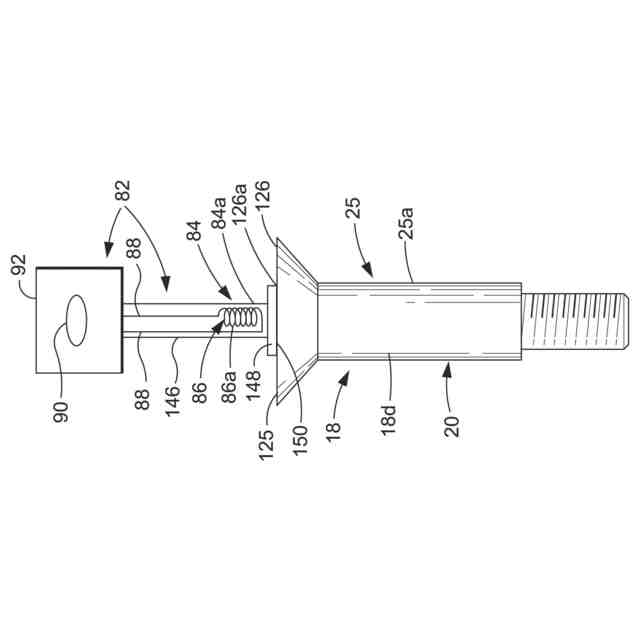
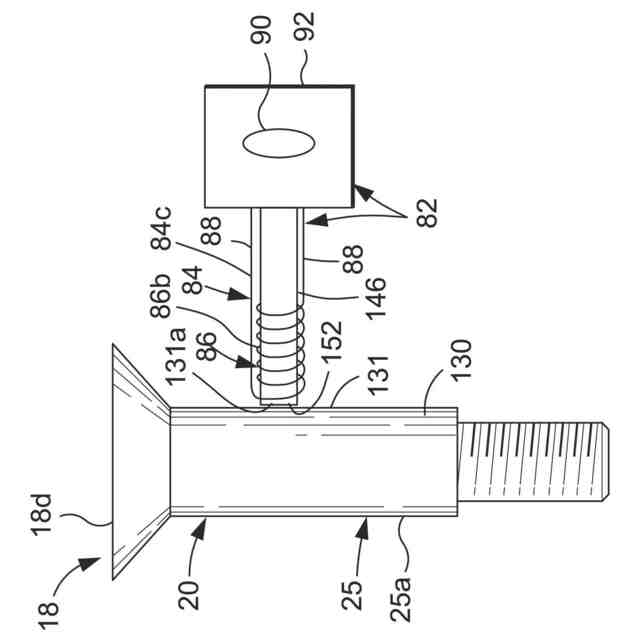
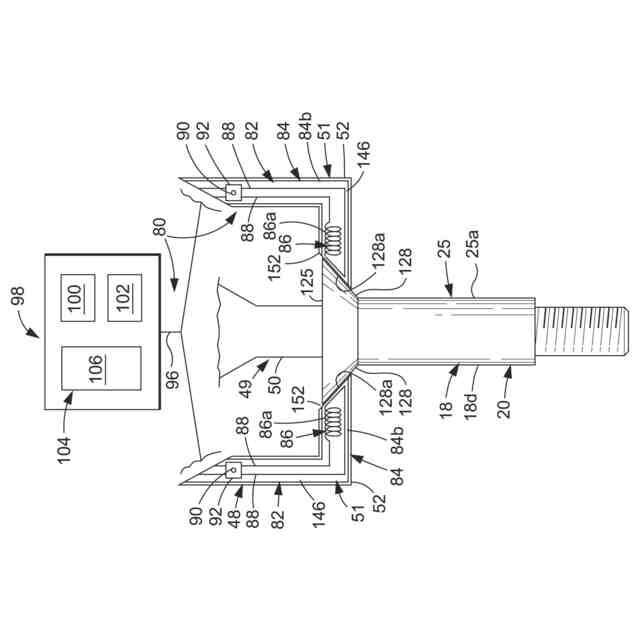
各々が電気配線(88)に結合された1つまたは複数のコイル(86)を有する、1つまたは複数の渦電流伝導率プローブ(84)と、
制御ボックス(92)内のセンサ(90)であって、前記センサ(90)は、前記電気配線(88)を介して前記1つまたは複数の渦電流伝導率プローブ(84)に結合されている、センサ(90)と、
を備える、前記渦電流伝導率プローブアセンブリ(82)と、
前記電気伝導率測定値(14)を前記コンピューター(106)に送信するためのデータ接続(96)であって、前記データ接続(96)は、有線データ接続(96a)または無線データ接続(96b)のうちの一方を含む、データ接続(96)と
を備える、請求項1に記載の自動化された締め具システム(10)。
【請求項5】
前記渦電流伝導率プローブアセンブリ(82)の前記1つまたは複数の渦電流伝導率プローブ(84)が、
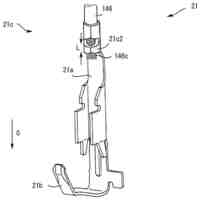
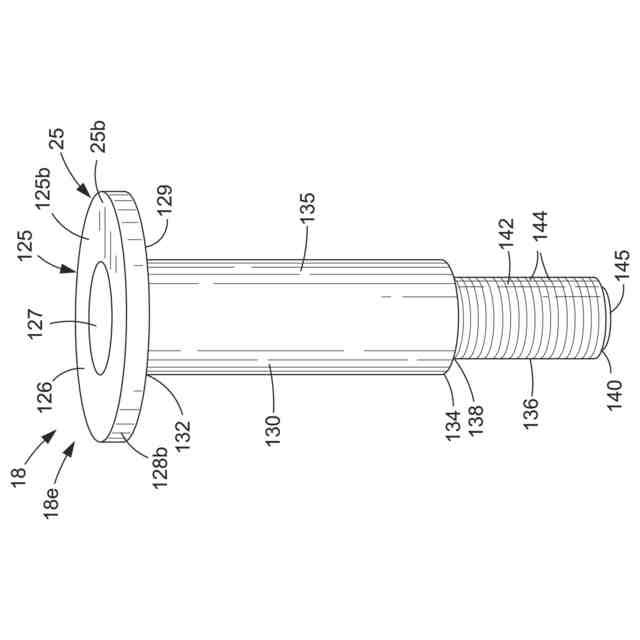
前記選択された締め具(18a)の締め具ヘッド(125)の1つまたは複数の上端部分(126a)と、
前記選択された締め具(18a)の前記締め具ヘッド(125)の1つまたは複数の側面部分(128a)と、
前記選択された締め具(18a)の締め具シャンク(130)の1つまたは複数のシャンク側面部分(131a)と、
前記選択された締め具(18a)の後端(136)の1つまたは複数の後端部分(136a)と
を含む、1つまたは複数の締め具部分(18f)で前記選択された締め具(18a)に接触する、
請求項4に記載の自動化された締め具システム(10)。
【請求項6】
前記1つまたは複数のシャトルカップ(46)に一体化された前記渦電流伝導率プローブアセンブリ(82)が、
各々が電気配線(88)に結合された1つまたは複数のコイル(86)を有する1つまたは複数の渦電流伝導率プローブ(82)であって、前記1つまたは複数の渦電流伝導率プローブ(84)は、前記1つまたは複数のシャトルカップ(46)の前記選択されたシャトルカップ(46a)内の前記選択された締め具(18a)の締め具ヘッド(125)の1つまたは複数の側面部分(128a)、あるいは前記選択されたシャトルカップ(46a)内の前記選択された締め具(18a)の締め具シャンク(130)の1つまたは複数のシャンク側面部分(131a)のうちの一方に接触する、1つまたは複数の渦電流伝導率プローブ(82)と、
前記選択された締め具(18a)に対して前記1つまたは複数の渦電流伝導率プローブ(84)を移動させるために、前記1つまたは複数の渦電流伝導率プローブ(84)の各々に結合されたアクチュエータ(94)と、
制御ボックス(92)内のセンサ(90)であって、前記センサ(90)は、前記電気配線(88)を介して前記1つまたは複数の渦電流伝導率プローブ(84)に結合されている、センサ(90)と
を備える、請求項1に記載の自動化された締め具システム(10)。
【請求項7】
前記2つ以上の検査グリッパフィンガー(52)または前記2つ以上のエンドエフェクタグリッパフィンガー(70)のいずれかに一体化された前記渦電流伝導率プローブアセンブリ(82)が、
各検査グリッパフィンガー(52)または各エンドエフェクタグリッパフィンガー(70)内の渦電流伝導率プローブ(84)であって、各渦電流伝導率プローブ(84)は、電気配線(88)に結合された1つまたは複数のコイル(86)を有し、前記渦電流伝導率プローブ(84)は、前記選択された締め具(18a)の締め具ヘッド(125)の1つまたは複数の側面部分(128a)に接触する、渦電流伝導率プローブ(84)と、
制御ボックス(92)内のセンサ(90)であって、前記センサ(90)は前記電気配線(88)を介して前記渦電流伝導率プローブ(84)に結合されている、センサ(90)と
を備える、請求項1に記載の自動化された締め具システム(10)。
【請求項8】
前記検査中心シャフト(50)または前記エンドエフェクタ中心シャフト(68)のいずれかに一体化された前記渦電流伝導率プローブアセンブリ(82)が、
電気配線(88)に結合された1つまたは複数のコイル(86)を有する渦電流伝導率プローブ(84)であって、前記渦電流伝導率プローブ(84)は、前記選択された締め具(18a)の締め具ヘッド(125)の1つまたは複数の上端部分(126a)に接触するように構成される、渦電流伝導率プローブ(84)と、
制御ボックス(92)内のセンサ(90)であって、前記センサ(90)は前記電気配線(88)を介して前記渦電流伝導率プローブ(84)に結合されている、センサ(90)と
を備える、請求項1に記載の自動化された締め具システム(10)。
【請求項9】
前記自動化された締め具取り付けシステム(64)が、ロボットシステム(72)またはガントリシステム(76)のうちの一方に結合された前記エンドエフェクタ(66)をさらに備える、請求項1に記載の自動化された締め具システム(10)。
【請求項10】
航空機締め具(20)のための締め具伝導率試験(12)を有する自動化された締め具システム(10)であって、前記自動化された締め具システム(10)は、
1つまたは複数の航空機締め具(20)を保持および分配する1つまたは複数の締め具ホルダ(42)を有する自動化された締め具ホルダアセンブリ(40)と、
1つまたは複数のシャトルカップ(46)を有する自動化された締め具シャトルアセンブリ(44)であって、選択されたシャトルカップ(46a)が前記1つまたは複数の締め具ホルダ(42)から選択された航空機締め具(20a)を受け取り、前記選択された航空機締め具(20a)を前記選択されたシャトルカップ(46a)内で輸送する、自動化された締め具シャトルアセンブリ(44)と、
検査中心シャフト(50)と、前記選択された航空機締め具(20a)を前記選択されたシャトルカップ(46a)からピックアップするように構成され、前記選択された航空機締め具(20a)を把持して検査するように構成され、前記選択された航空機締め具(20a)を解放するように構成される、2つ以上の検査グリッパフィンガー(52)と、を有する自動化された締め具検査システム(48)と、
前記選択された航空機締め具(20a)を前記自動化された締め具検査システム(48)から離れるように輸送するように構成される搬送デバイス(58)を有する自動化された搬送システム(56)と、
エンドエフェクタ中心シャフト(68)を有するエンドエフェクタ(66)と、前記自動化された搬送システム(56)によって輸送された前記搬送デバイス(58)から前記選択された航空機締め具(20a)をピックアップするように構成され、前記選択された航空機締め具(20a)を航空機構造(24)に取り付けるように構成される、2つ以上のエンドエフェクタグリッパフィンガー(70)と、を有する自動化された締め具取り付けシステム(64)と、
前記1つまたは複数のシャトルカップ(46)、前記検査中心シャフト(50)、前記2つ以上の検査グリッパフィンガー(52)、前記エンドエフェクタ中心シャフト(68)、または前記2つ以上のエンドエフェクタグリッパフィンガー(70)のうちの1つに一体化された渦電流伝導率プローブアセンブリ(82)を備える自動化された渦電流伝導率プローブシステム(80)であって、前記自動化された渦電流伝導率プローブアセンブリ(82)は、前記締め具伝導率試験(12)を実行して前記選択された航空機締め具(20a)の電気伝導率測定値(14)を取得するために前記選択された航空機締め具(20a)に接触する、自動化された渦電流伝導率プローブシステム(80)と、
前記電気伝導率測定値(14)を処理するための処理システム(98)であって、前記処理システム(98)は、コンピューターコンソール(108)を有するコンピューター(106)を有するコンピューターシステム(104)と、制御ロジック(112)を実装するコンピューターソフトウェアプログラム(110)と、を備える、処理システム(98)と、
を備え、
前記コンピューターソフトウェアプログラム(110)によって実装された前記制御ロジック(112)は、前記選択された航空機締め具(20a)の前記電気伝導率測定値(14)を所定の締め具材料(115)の所定の電気伝導率値範囲(114)と比較して、前記選択された航空機締め具(20a)の締め具材料決定(116)を取得し、前記締め具材料決定(116)に基づいて前記選択された航空機締め具(20a)を受け入れるまたは拒絶する、
自動化された締め具システム(10)。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、一般に、自動化された締め具システムおよび方法に関し、より詳細には、締め具が航空機構造などの構造に取り付けられる、締め具伝導率試験を有する自動化された締め具システムおよび方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
ボルト、リベット、ねじ、ピン、およびブッシングなどの締め具は、典型的には、構造を組み立てるために2つ以上の構造部材を互いに接合するために使用される。自動組み立ておよび製造プロセスの増加に伴い、そのような締め具は、構造部材を互いに接合するために、航空機構造、宇宙船構造、回転翼機構造、船舶構造、ならびに他のビークルおよび構造などの構造に自動的に取り付けられ得る。特定の締め具は、同一または類似の外観、サイズ、および/または色を有し得るが、異なる材料から作られてもよく、異なる強度特性をもたらす。さらに、そのような締め具が締め具のタイプを示すようにマークされている場合でも、そのようなマーキングは、取り付けおよび組み立てプロセス中に不注意に除去されるか、または判読不能になる可能性がある。誤った締め具が構造、例えば、締め具が設計強度ではない航空機構造に自動的に取り付けられる場合、潜在的な悪影響が生じる可能性がある。
【0003】
例えば、色に基づいて締め具のタイプを決定するために、画像内に含まれる色を所定の色に一致させる既知のカラービジョンシステムが存在する。しかしながら、そのような既知のカラービジョンシステムは、同じかまたは類似する締め具の色の間の違いを区別することができない。さらに、締め具が誤った色でコーティングされている場合、そのような既知のカラービジョンシステムは、締め具がどの材料で作られているかを検出することができない。したがって、そのような既知のカラービジョンシステムは信頼できない場合がある。
【0004】
加えて、締め具材料の変形に対する硬度を測定する既知の硬度試験方法が存在する。未知の材料の締め具に対するそのような既知の硬度試験方法の結果は、材料を決定するために既知の材料硬度と比較され得る。しかしながら、そのような既知の硬度試験方法は、締め具材料の表面に押し込み、引っ掻き、または圧縮などの外力を加えることを含む。このような外力の印加は、締め具に望ましくない損傷をもたらす可能性がある。
【0005】
したがって、自動化された締め具システムの様々な点に一体化された伝導率測定プローブを使用し、締め具に損傷を与えることなく伝導率測定を使用して締め具の基材を決定し、既知のシステムおよび方法を超える利点を提供する、締め具の締め具伝導率試験を有する改良された自動化された締め具システムおよび方法が当技術分野で必要とされている。
【発明の概要】
【課題を解決するための手段】
【0006】
本開示の例示的な実施形態は、締め具伝導率試験を有する改良された自動化された締め具システムおよび方法を提供する。以下の詳細な説明で説明するように、改良された自動化された締め具システムおよび方法のバージョンは、既知のシステムおよび方法よりも大きな利点を提供し得る。
【0007】
本開示の一バージョンでは、締め具伝導率試験を有する自動化された締め具システムが提供される。自動化された締め具システムは、1つまたは複数の締め具を保持および分配する自動化された締め具ホルダアセンブリを備える。自動化された締め具システムは、1つまたは複数のシャトルカップを有する自動化された締め具シャトルアセンブリをさらに備え、選択されたシャトルカップは、自動化された締め具ホルダアセンブリから選択された締め具を受け取り、選択されたシャトルカップ内で選択された締め具を輸送する。
【0008】
自動化された締め具システムは、検査中心シャフトと、選択された締め具をピックアップし、検査し、解放するように構成された2つ以上の検査グリッパフィンガーと、を有する自動化された締め具検査システムをさらに備える。自動化された締め具システムは、選択された締め具を輸送するように構成された搬送デバイスを有する自動化された搬送システムをさらに備える。自動化された締め具システムは、エンドエフェクタ中心シャフトを有するエンドエフェクタと、自動化された搬送システムによって輸送された搬送デバイスから選択された締め具をピックアップするように構成され、選択された締め具を構造内に取り付けるように構成された2つ以上のエンドエフェクタグリッパフィンガーと、を有する自動化された締め具取り付けシステムをさらに備える。
【0009】
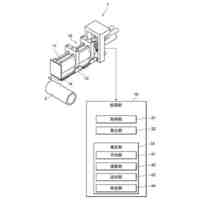
自動化された締め具システムは、渦電流伝導率プローブアセンブリを備える自動化された渦電流伝導率プローブシステムをさらに備える。渦電流伝導率プローブアセンブリは、1つまたは複数のシャトルカップ、検査中心シャフト、2つ以上の検査グリッパフィンガー、エンドエフェクタ中心シャフト、または2つ以上のエンドエフェクタグリッパフィンガーのうちの1つに一体化される。渦電流伝導率プローブアセンブリは、選択された締め具に接触して締め具伝導率試験を実行し、選択された締め具の電気伝導率測定値を取得する。
【0010】
自動化された締め具システムは、選択された締め具の電気伝導率測定値を処理するための処理システムをさらに備える。処理システムは、コンピューターコンソールを有するコンピューターを有するコンピューターシステムと、制御ロジックを実装するコンピューターソフトウェアプログラムと、を備える。コンピューターソフトウェアプログラムによって実装される制御ロジックは、選択された締め具の電気伝導率測定値を所定の締め具材料の所定の電気伝導率値範囲と比較して、選択された締め具の締め具材料決定を取得し、締め具材料決定に基づいて選択された締め具を受け入れるか、または拒絶する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
視触覚センサ
1日前
個人
採尿及び採便具
1か月前
日本精機株式会社
検出装置
1か月前
個人
計量機能付き容器
26日前
株式会社ミツトヨ
測定器
1か月前
株式会社カクマル
境界杭
16日前
日本精機株式会社
発光表示装置
9日前
甲神電機株式会社
電流検出装置
1か月前
ユニパルス株式会社
トルク変換器
1日前
ユニパルス株式会社
トルク変換器
1日前
ユニパルス株式会社
トルク変換器
1日前
株式会社トプコン
測量装置
8日前
アズビル株式会社
電磁流量計
1か月前
大成建設株式会社
風洞実験装置
26日前
日本特殊陶業株式会社
ガスセンサ
1日前
日本特殊陶業株式会社
ガスセンサ
8日前
双庸電子株式会社
誤配線検査装置
1か月前
日本特殊陶業株式会社
ガスセンサ
24日前
大和製衡株式会社
組合せ計量装置
1か月前
愛知電機株式会社
軸部材の外観検査装置
1か月前
日本信号株式会社
距離画像センサ
29日前
日本特殊陶業株式会社
ガスセンサ
2日前
個人
計量具及び計量機能付き容器
26日前
個人
非接触による電磁パルスの測定方法
29日前
大和製衡株式会社
組合せ計量装置
1か月前
ローム株式会社
半導体装置
1か月前
ローム株式会社
半導体装置
1か月前
愛知時計電機株式会社
ガスメータ
1か月前
個人
システム、装置及び実験方法
1か月前
株式会社デンソー
電流センサ
1か月前
キーコム株式会社
画像作成システム
16日前
株式会社不二越
X線測定装置
29日前
日東精工株式会社
振動波形検査装置
1か月前
本陣水越株式会社
車載式計測標的物
3日前
トヨタ自動車株式会社
測定システム
1か月前
日本特殊陶業株式会社
センサ
10日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ