TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025173437
公報種別
公開特許公報(A)
公開日
2025-11-27
出願番号
2024079030
出願日
2024-05-14
発明の名称
加工装置、及び、加工装置の異常判定方法。
出願人
株式会社ディスコ
代理人
個人
主分類
B24B
49/10 20060101AFI20251119BHJP(研削;研磨)
要約
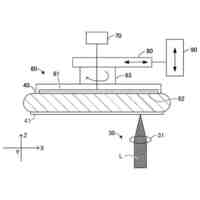
【課題】保持テーブルの保持面の高さ位置を測定することで、被加工物の加工精度を向上させることを可能とする。
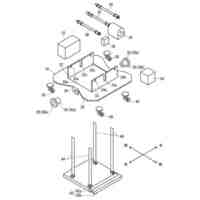
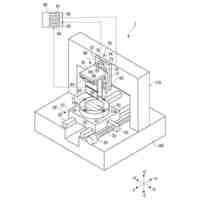
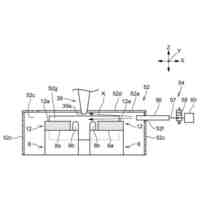
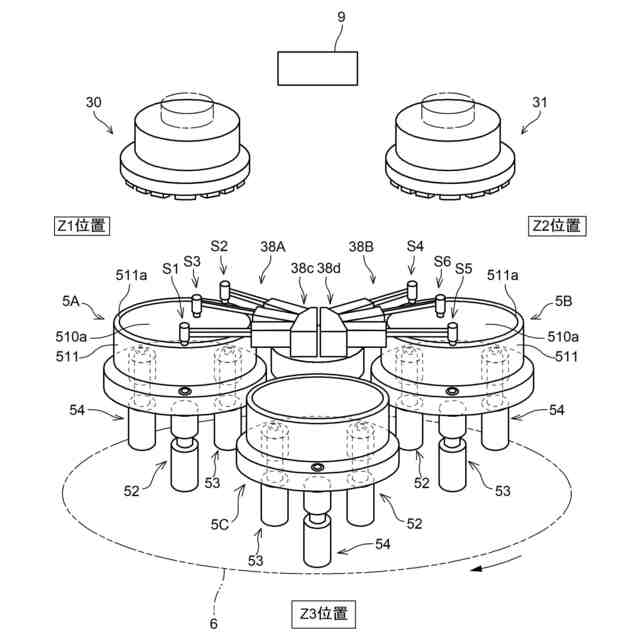
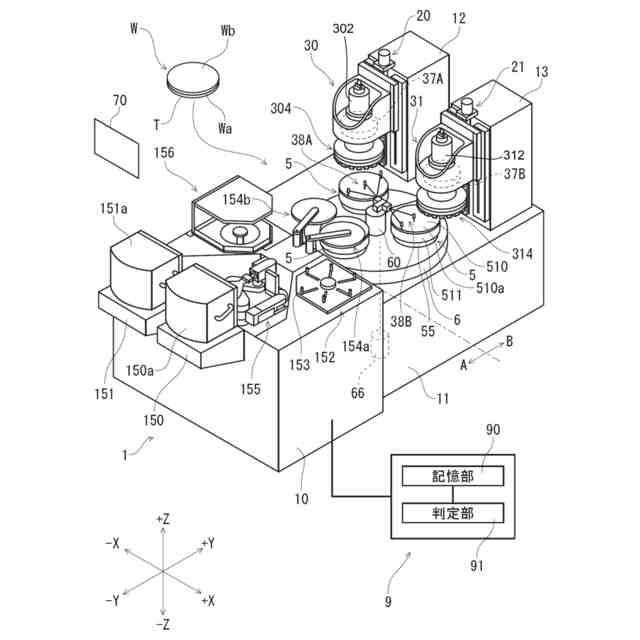
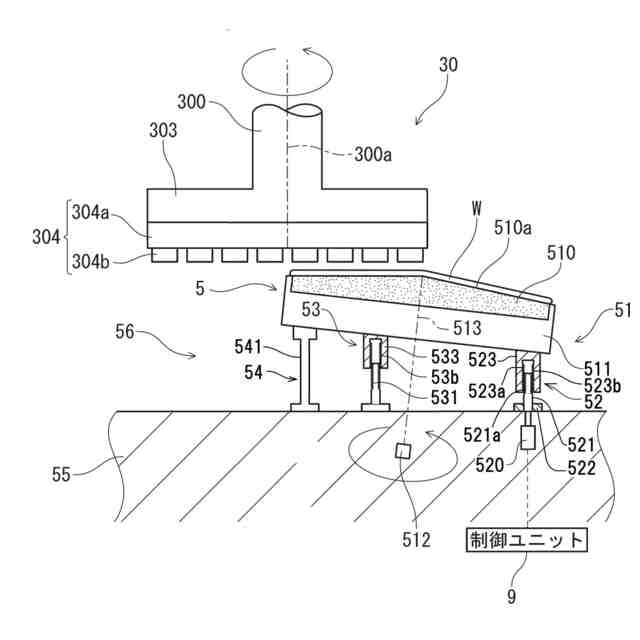
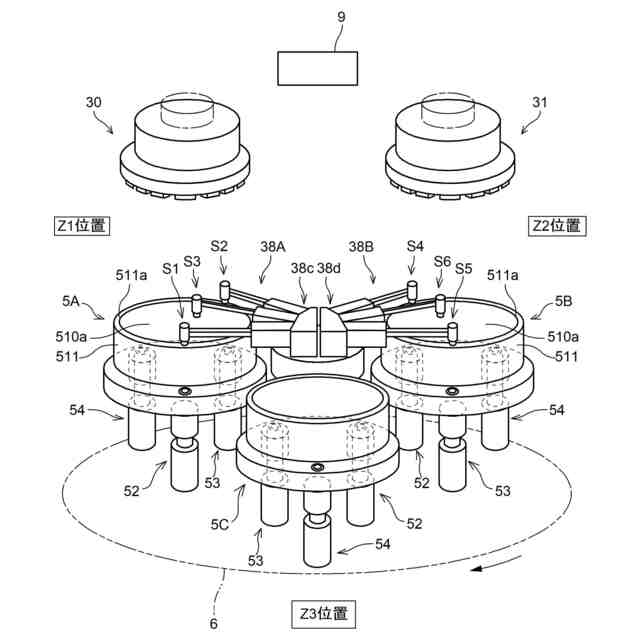
【解決手段】被加工物を保持する保持面を有する保持テーブルと、保持テーブルの下方に配設され、固定支持部と少なくとも2つの可動支持部とを有し、可動支持部によって保持テーブルの傾きを調整する傾き調整ユニットと、保持テーブルの上面の高さ位置を測定する測定ユニットと、制御ユニットと、を少なくとも備える加工装置であって、該制御ユニットは、測定ユニットにて測定される測定値に基づいて異常判定をする判定部を有し、測定ユニットは、少なくとも、該2つの可動支持部の上方の位置において該保持テーブルの上面の高さ位置をそれぞれ測定する第1測定部および第2測定部と、を有し、判定部は、第1測定部における測定値と第1基準高さ、第2測定部における測定値と第2基準高さ、をそれぞれ比較して異常判定をする、加工装置とする。
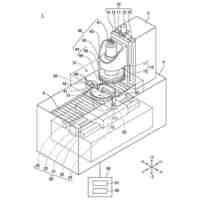
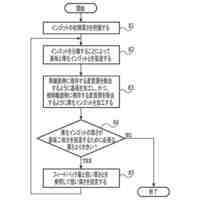
【選択図】図3
特許請求の範囲
【請求項1】
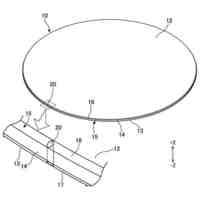
被加工物を保持する保持面を有する保持テーブルと、
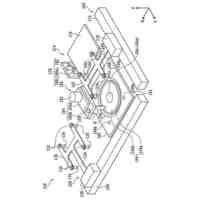
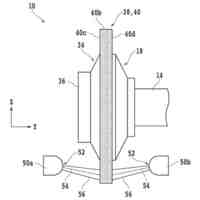
該保持テーブルの下方に配設され、固定支持部と少なくとも2つの可動支持部とを有し、該可動支持部によって該保持テーブルの傾きを調整する傾き調整ユニットと、
該保持テーブルの上面の高さ位置を測定する測定ユニットと、
制御ユニットと、
を少なくとも備える加工装置であって、
該制御ユニットは、測定ユニットにて測定される測定値に基づいて異常判定をする判定部を有し、
該測定ユニットは、
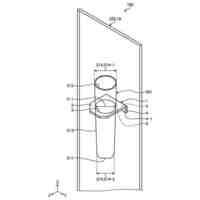
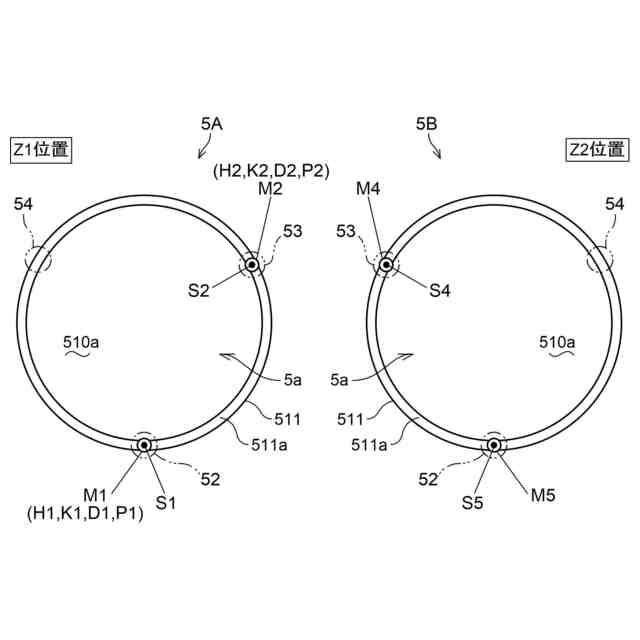
少なくとも、該2つの可動支持部の上方の位置において該保持テーブルの上面の高さ位置をそれぞれ測定する第1測定部および第2測定部と、を有し、
該判定部は、
該第1測定部における測定値と第1基準高さ、
該第2測定部における測定値と第2基準高さ、をそれぞれ比較して異常判定をする、
加工装置。
続きを表示(約 1,100 文字)
【請求項2】
該第1基準高さは、該制御ユニットに予め設定され、
該第2基準高さは、該制御ユニットに予め設定される、
ことを特徴とする請求項1に記載の加工装置。
【請求項3】
該第1基準高さは、該第1測定部において前回測定された測定高さであり、
該第2基準高さは、該第2測定部において前回測定された測定高さである、
ことを特徴とする請求項1に記載の加工装置。
【請求項4】
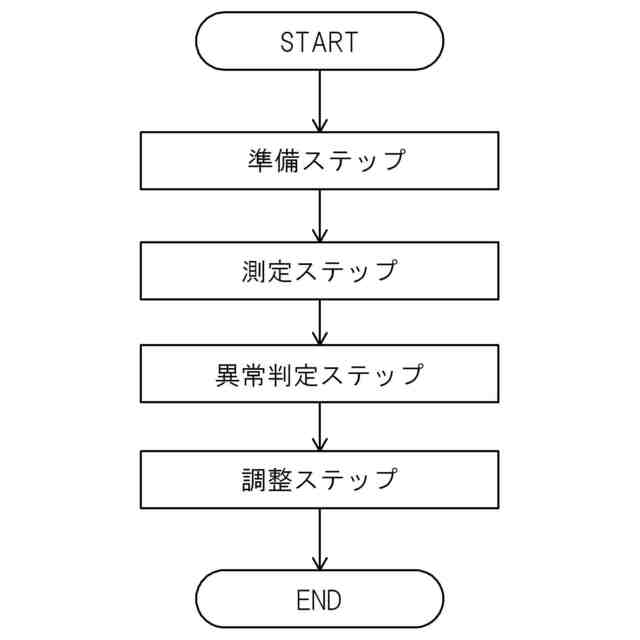
該制御ユニットは、該判定部により異常判定された場合に、
該可動支持部を動作させて、該保持テーブルの傾きを調整する、
ことを特徴とする請求項1乃至請求項3のいずれか一項に記載の加工装置。
【請求項5】
被加工物を保持する保持面を有する保持テーブルと、
該保持テーブルの下方に配設され、固定支持部と少なくとも2つの可動支持部とを有し、該可動支持部によって該保持テーブルの傾きを調整する傾き調整ユニットと、
該保持テーブルの上面の高さ位置を測定する測定ユニットと、
制御ユニットと、
を少なくとも備える加工装置の異常判定方法であって、
該制御ユニットは、測定ユニットにて測定される測定値に基づいて異常判定をする判定部を有し、
該測定ユニットは、
少なくとも、該2つの可動支持部の上方の位置において該保持テーブルの上面の高さ位置をそれぞれ測定する第1測定部および第2測定部と、を有し、
該判定部は、
該第1測定部における測定値と第1基準高さ、
該第2測定部における測定値と第2基準高さ、をそれぞれ比較して異常判定をする、
加工装置の異常判定方法。
【請求項6】
該第1基準高さは、該制御ユニットに予め設定され、
該第2基準高さは、該制御ユニットに予め設定される、
ことを特徴とする請求項5に記載の加工装置の異常判定方法。
【請求項7】
該第1基準高さは、該第1測定部において前回測定された測定高さであり、
該第2基準高さは、該第2測定部において前回測定された測定高さである、
ことを特徴とする請求項5に記載の加工装置の異常判定方法。
【請求項8】
該制御ユニットは、該判定部により異常判定された場合に、
該可動支持部を動作させて、該保持テーブルの傾きを調整する、
ことを特徴とする請求項5乃至請求項7のいずれか一項に記載の加工装置の異常判定方法。
発明の詳細な説明
【技術分野】
【0001】
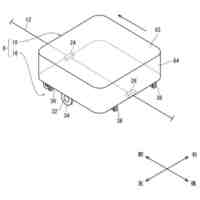
本発明は、被加工物を保持する保持テーブルを有する加工装置に関し、保持テーブルの傾きを調整することで被加工物の加工精度を向上させるための技術に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
IC、LSI等のデバイスが表面に複数形成されたシリコンウエーハは、裏面が研削されて所定の厚みに形成された後、切削装置によって個々のデバイスに分割され、携帯電話、パソコン等の電気機器に利用される。
【0003】
ウェーハの裏面を研削する研削工程は、公知の研削装置を使用し、研削装置のスピンドルに研削ホイールを装着して粗研削及び仕上げ研削を経て所定の厚さまで加工される(例えば、特許文献1参照。)。
【0004】
近年、半導体デバイスの小型化、高集積化のため、ウェーハの薄化及びウェーハの仕上げ厚みの高精度化が求められている。
【0005】
ウェーハの仕上げ厚みや、ウェーハの表面形状の高精度化を実現するため、研削装置の保持テーブル(チャックテーブル)の傾きを微調整可能な研削装置が実用化されている(例えば、特許文献2参照。)。
【先行技術文献】
【特許文献】
【0006】
特開2000-288881号公報
特開2008-258554号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし、ウェーハの仕上げ厚みを所望の仕上げ厚みになるように保持テーブルの傾きを微調整しても、実際の加工後に所望の仕上げ厚みにならないことや、所望の厚み精度が実現されないという問題が発生する場合がある。例えば、厚みのばらつきが生じることや、研削された表面の断面の形状が平坦でなく湾曲するなどの不具合の発生が懸念される。
【0008】
本発明は以上の問題に鑑み、保持テーブルの傾きを微調整する技術に関し、保持テーブルの保持面の高さ位置を測定することで、被加工物の加工精度を向上させることを可能とする新たな技術を提案する。
【課題を解決するための手段】
【0009】
本発明の解決しようとする課題は以上の如くであり、次にこの課題を解決するための手段を説明する。
【0010】
本発明の一態様によれば、被加工物を保持する保持面を有する保持テーブルと、該保持テーブルの下方に配設され、固定支持部と少なくとも2つの可動支持部とを有し、該可動支持部によって該保持テーブルの傾きを調整する傾き調整ユニットと、該保持テーブルの上面の高さ位置を測定する測定ユニットと、制御ユニットと、を少なくとも備える加工装置であって、該制御ユニットは、測定ユニットにて測定される測定値に基づいて異常判定をする判定部を有し、該測定ユニットは、少なくとも、該2つの可動支持部の上方の位置において該保持テーブルの上面の高さ位置をそれぞれ測定する第1測定部および第2測定部と、を有し、該判定部は、該第1測定部における測定値と第1基準高さ、該第2測定部における測定値と第2基準高さ、をそれぞれ比較して異常判定をする、加工装置とする。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ディスコ
処理方法
8日前
株式会社ディスコ
処理装置
今日
株式会社ディスコ
掃除器具
8日前
株式会社ディスコ
切削装置
2日前
株式会社ディスコ
掃除器具
8日前
株式会社ディスコ
加工装置
8日前
株式会社ディスコ
加工装置
9日前
株式会社ディスコ
加工装置
1日前
株式会社ディスコ
研削装置
1日前
株式会社ディスコ
切削装置
今日
株式会社ディスコ
加工装置
21日前
株式会社ディスコ
搬送システム
1日前
株式会社ディスコ
搬送システム
今日
株式会社ディスコ
搬送システム
8日前
株式会社ディスコ
搬送システム
8日前
株式会社ディスコ
搬送システム
8日前
株式会社ディスコ
シート固着装置
23日前
株式会社ディスコ
カセットステージ
1日前
株式会社ディスコ
スピンドルユニット
21日前
株式会社ディスコ
シリアル接続システム
21日前
株式会社ディスコ
洗浄装置及び洗浄方法
16日前
株式会社ディスコ
キャリア板の除去方法
23日前
株式会社ディスコ
分割装置及び分割方法
今日
株式会社ディスコ
加工方法、及び研磨装置
23日前
株式会社ディスコ
支持ウェーハの再使用方法
今日
株式会社ディスコ
試験装置、及び、試験方法
1日前
株式会社ディスコ
基板の製造方法及び処理装置
今日
株式会社ディスコ
フィルターハウジングホルダー
21日前
株式会社ディスコ
ウェーハ及びウェーハの製造方法
1日前
株式会社ディスコ
切削装置、及び被加工物の切削方法
21日前
株式会社ディスコ
支持部材及び処理対象物の処理方法
21日前
株式会社ディスコ
加工装置の検査方法及び試験用部材
今日
株式会社ディスコ
レーザ加工装置およびレーザ加工方法
2日前
株式会社ディスコ
パッケージデバイスチップの製造方法
21日前
株式会社ディスコ
ブレード直径算出方法、及び、加工装置
14日前
株式会社ディスコ
マウントフランジの修正方法及び切削装置
1日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ