TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025173386
公報種別
公開特許公報(A)
公開日
2025-11-27
出願番号
2024078948
出願日
2024-05-14
発明の名称
マウントフランジの修正方法及び切削装置
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B24B
7/16 20060101AFI20251119BHJP(研削;研磨)
要約
【課題】作業者の経験等に依存することなくマウントフランジの端面を適切に修正することが可能なマウントフランジの修正方法を提供する。
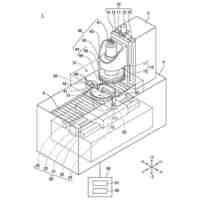
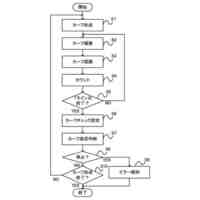
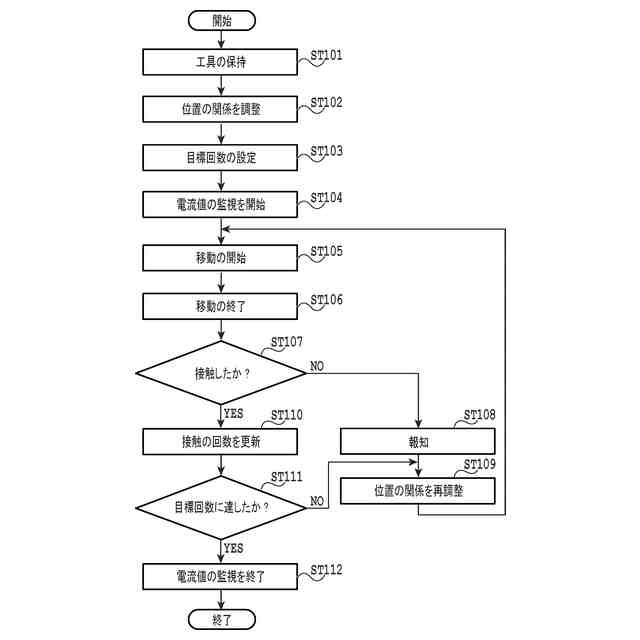
【解決手段】マウントフランジの修正方法は、研削加工用の部材を含む工具を保持テーブルの保持面により保持する保持ステップと、研削加工用の部材とマウントフランジとのスピンドルの軸心に平行な方向における位置の関係を調整する調整ステップと、スピンドルを回転させるモータを流れる電流の電流値の監視を開始する監視開始ステップと、モータにより回転している状態のスピンドルと保持テーブルとの軸心に交差する方向に沿った相対的な移動を開始する移動開始ステップと、スピンドルと保持テーブルとの軸心に交差する方向に沿った相対的な移動を終了する移動終了ステップと、監視開始ステップの後に、研削加工用の部材がマウントフランジに接触したか否かを電流値に基づき判定する接触判定ステップと、を含む。
【選択図】図4
特許請求の範囲
【請求項1】
スピンドルの先端部に装着され切削ブレードを支持するマウントフランジの端面を修正する際に適用されるマウントフランジの修正方法であって、
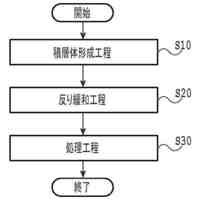
研削加工用の部材を含む工具を保持テーブルの保持面により保持する保持ステップと、
該研削加工用の部材と該マウントフランジとの該スピンドルの軸心に平行な方向における位置の関係を調整する調整ステップと、
該スピンドルを回転させるモータを流れる電流の電流値の監視を開始する監視開始ステップと、
該保持ステップ、該調整ステップ、及び該監視開始ステップの後に、該モータにより回転している状態の該スピンドルと該保持テーブルとの該軸心に交差する方向に沿った相対的な移動を開始する移動開始ステップと、
該移動開始ステップの後に、該スピンドルと該保持テーブルとの該軸心に交差する方向に沿った相対的な移動を終了する移動終了ステップと、
該監視開始ステップの後に、該研削加工用の部材が該マウントフランジに接触したか否かを該電流値に基づき判定する接触判定ステップと、を備えるマウントフランジの修正方法。
続きを表示(約 1,200 文字)
【請求項2】
該接触判定ステップで判定することにより得られる結果を報知する報知ステップと、を更に備える、請求項1に記載のマウントフランジの修正方法。
【請求項3】
該移動終了ステップの後に、該接触判定ステップで判定することにより得られる結果に基づき該研削加工用の部材と該マウントフランジとの該軸心に平行な方向における位置の関係を再び調整する再調整ステップと、を更に備え、
該再調整ステップの後に、該移動開始ステップ、及び該移動終了ステップを再び行う、請求項1又は請求項2に記載のマウントフランジの修正方法。
【請求項4】
該移動開始ステップの前に、該相対的な移動の目標回数を設定する設定ステップと、を更に備え、
該研削加工用の部材が該マウントフランジに接触したと判定された該相対的な移動の回数が、該設定ステップで設定された該目標回数に達するまで、該再調整ステップ、該移動開始ステップ、及び該移動終了ステップをこの順番で繰り返す、請求項3に記載のマウントフランジの修正方法。
【請求項5】
該移動終了ステップの前に、該接触判定ステップが繰り返され、
該接触判定ステップにおいて該研削加工用の部材が該マウントフランジに接触していると判定された後に接触していないと判定されると該移動終了ステップが行われる、請求項1又は請求項2に記載のマウントフランジの修正方法。
【請求項6】
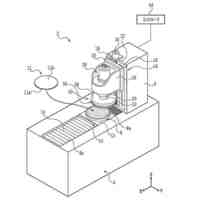
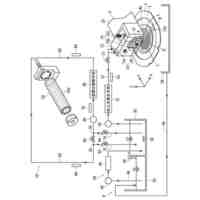
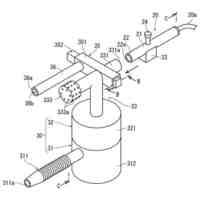
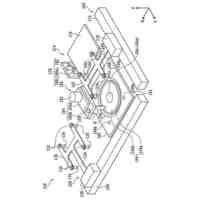
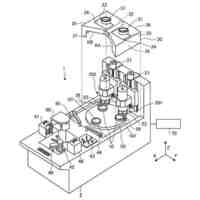
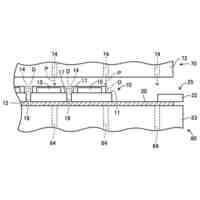
端面で切削ブレードを支持するマウントフランジが先端部に装着されるスピンドルと、該スピンドルを回転させるモータと、を有する切削ユニットと、
該モータを流れる電流の電流値を計測するセンサと、
研削加工用の部材を含む工具と被加工物とを選択的に保持できる保持面を有する保持テーブルと、
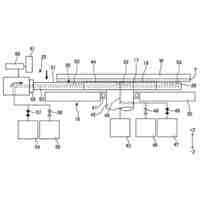
該切削ユニットと該保持テーブルとを相対的に移動させる移動機構と、
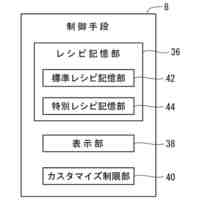
該センサで計測された該電流値に関する情報を受け取るコントローラと、を備え、
該コントローラは、
該研削加工用の部材を含む該工具が該保持テーブルにより保持された状態で、該モータにより該スピンドルを回転させ、該電流値の監視を開始し、
該電流値の監視を開始した後に、該移動機構により、該スピンドルと該保持テーブルとを該スピンドルの軸心に交差する方向に沿って相対的に移動させ、その後、該スピンドルと該保持テーブルとを相対的に停止させ、
該電流値の監視を開始した後に、該研削加工用の部材が該マウントフランジに接触したか否かを該電流値に基づき判定する、切削装置。
【請求項7】
外部に情報を出力できる出力装置と、を更に備え、
該コントローラは、判定することにより得られる結果を該出力装置に出力させる、請求項6に記載の切削装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、切削ブレードを支持するマウントフランジの端面を修正する際に適用されるマウントフランジの修正方法、及びこれを用いる切削装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
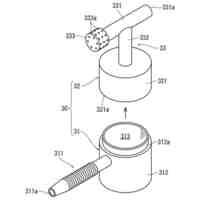
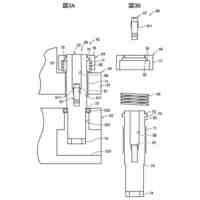
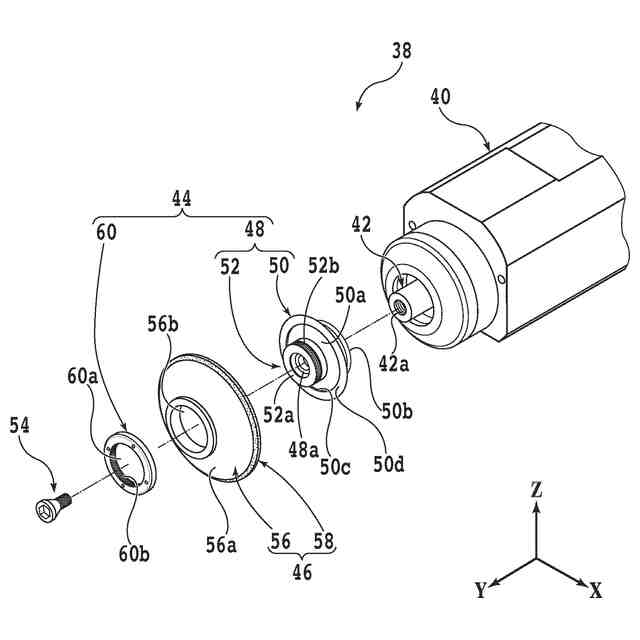
半導体ウェーハに代表される板状の被加工物を切削加工する切削装置では、例えば、マウントフランジと呼ばれる支持具を介して、回転軸となるスピンドルの先端部に加工用の工具である切削ブレードが取り付けられる。この場合には、切削ブレードに接触するマウントフランジの端面が切削加工の進行とともに傷付き、端面の平坦性が徐々に低下する。
【0003】
また、スピンドルに対してマウントフランジが装着された直後には、スピンドルの軸心や、切削加工の際に被加工物を保持する保持テーブルの保持面(上面)等に対して、マウントフランジの端面が必ずしも垂直にならない。そこで、マウントフランジの端面がスピンドルの軸心等に対して垂直且つ平坦になるように、必要に応じて端面の形状が修正されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
特開2011-11299号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
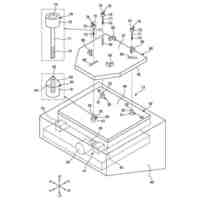
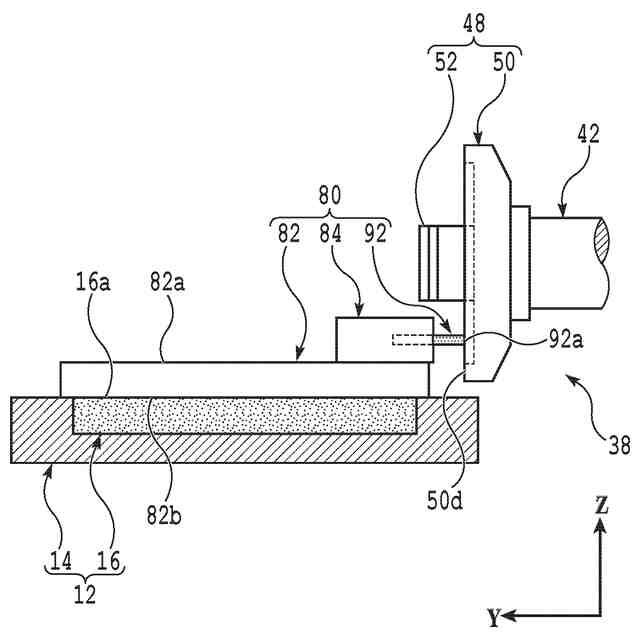
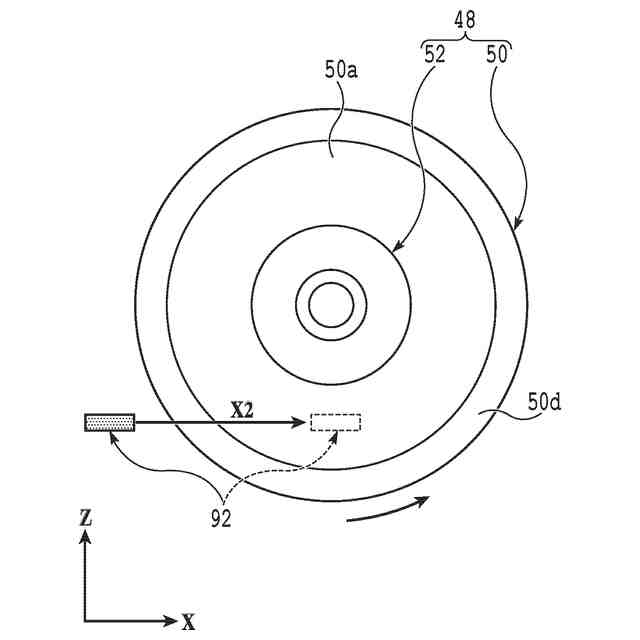
マウントフランジの端面を修正する際には、例えば、砥石等と呼ばれる研削加工用の部材を含む工具が保持テーブルの保持面により保持され、マウントフランジに対して砥石が適切な位置に配置されるように、これらの位置の関係が調整される。その後、回転している状態のスピンドルと保持テーブルとをスピンドルの軸心に交差する方向に沿って相対的に移動させると、砥石がマウントフランジに接触し、マウントフランジの端面が修正される。
【0006】
ところで、上述したマウントフランジと砥石との位置の関係は、作業者の目視に頼って調整されており、作業者の経験が浅い場合等には、この位置の関係が適切に調整されないことがある。マウントフランジと砥石との位置の関係が適切に調整されていない状態でスピンドルと保持テーブルとを相対的に移動させても、砥石はマウントフランジに対して十分に接触せず、マウントフランジの端面が目標とする状態まで修正されない。
【0007】
よって、本発明の目的は、作業者の経験等に依存することなくマウントフランジの端面を適切に修正することが可能なマウントフランジの修正方法、及び切削装置を提供することである。
【課題を解決するための手段】
【0008】
本発明の一側面によれば、スピンドルの先端部に装着され切削ブレードを支持するマウントフランジの端面を修正する際に適用されるマウントフランジの修正方法であって、研削加工用の部材を含む工具を保持テーブルの保持面により保持する保持ステップと、該研削加工用の部材と該マウントフランジとの該スピンドルの軸心に平行な方向における位置の関係を調整する調整ステップと、該スピンドルを回転させるモータを流れる電流の電流値の監視を開始する監視開始ステップと、該保持ステップ、該調整ステップ、及び該監視開始ステップの後に、該モータにより回転している状態の該スピンドルと該保持テーブルとの該軸心に交差する方向に沿った相対的な移動を開始する移動開始ステップと、該移動開始ステップの後に、該スピンドルと該保持テーブルとの該軸心に交差する方向に沿った相対的な移動を終了する移動終了ステップと、該監視開始ステップの後に、該研削加工用の部材が該マウントフランジに接触したか否かを該電流値に基づき判定する接触判定ステップと、を備えるマウントフランジの修正方法が提供される。
【0009】
好ましくは、該接触判定ステップで判定することにより得られる結果を報知する報知ステップと、を更に備える。
【0010】
好ましくは、該移動終了ステップの後に、該接触判定ステップで判定することにより得られる結果に基づき該研削加工用の部材と該マウントフランジとの該軸心に平行な方向における位置の関係を再び調整する再調整ステップと、を更に備え、該再調整ステップの後に、該移動開始ステップ、及び該移動終了ステップを再び行う。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ディスコ
焼成炉
1か月前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
加工装置
2日前
株式会社ディスコ
処理装置
1日前
株式会社ディスコ
加工装置
22日前
株式会社ディスコ
加工装置
25日前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
加工装置
10日前
株式会社ディスコ
加工装置
9日前
株式会社ディスコ
掃除器具
9日前
株式会社ディスコ
掃除器具
9日前
株式会社ディスコ
処理方法
9日前
株式会社ディスコ
切削装置
3日前
株式会社ディスコ
切削装置
1か月前
株式会社ディスコ
処理装置
1か月前
株式会社ディスコ
研削装置
2日前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
切削装置
1日前
株式会社ディスコ
搬送システム
1日前
株式会社ディスコ
搬送システム
1か月前
株式会社ディスコ
搬送システム
9日前
株式会社ディスコ
搬送システム
9日前
株式会社ディスコ
搬送システム
2日前
株式会社ディスコ
搬送システム
9日前
株式会社ディスコ
シート固着装置
24日前
株式会社ディスコ
レーザー加工装置
24日前
株式会社ディスコ
カセットステージ
2日前
株式会社ディスコ
加工室の洗浄方法
1か月前
株式会社ディスコ
抗折強度測定装置
1か月前
株式会社ディスコ
配線引き抜き治具
1か月前
株式会社ディスコ
カーフチェック方法
1か月前
株式会社ディスコ
加工装置及び支持柱
1か月前
株式会社ディスコ
被加工物の加工方法
1か月前
株式会社ディスコ
ウェーハの分割方法
1か月前
株式会社ディスコ
スピンドルユニット
22日前
株式会社ディスコ
ウエーハの加工方法
1か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ