TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025168358
公報種別
公開特許公報(A)
公開日
2025-11-07
出願番号
2025131390,2024507061
出願日
2025-08-06,2022-04-13
発明の名称
3次元ワークピースを製造するための照射システムの制御方法、照射システム、コンピュータプログラム製品及び装置
出願人
ニコン エスエルエム ソルーションズ アクチェンゲゼルシャフト
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
B22F
10/366 20210101AFI20251030BHJP(鋳造;粉末冶金)
要約
【課題】原料粉末の層に放射線ビームを照射するための照射システムにより、高品質な3次元ワークピースを製造する。
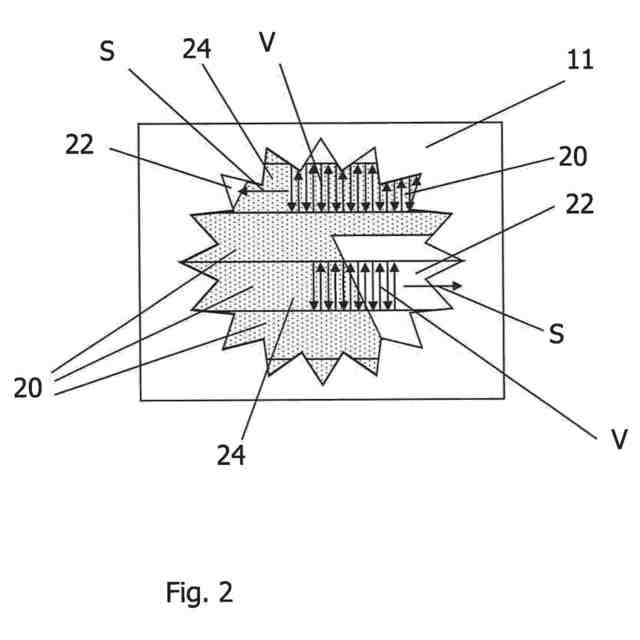
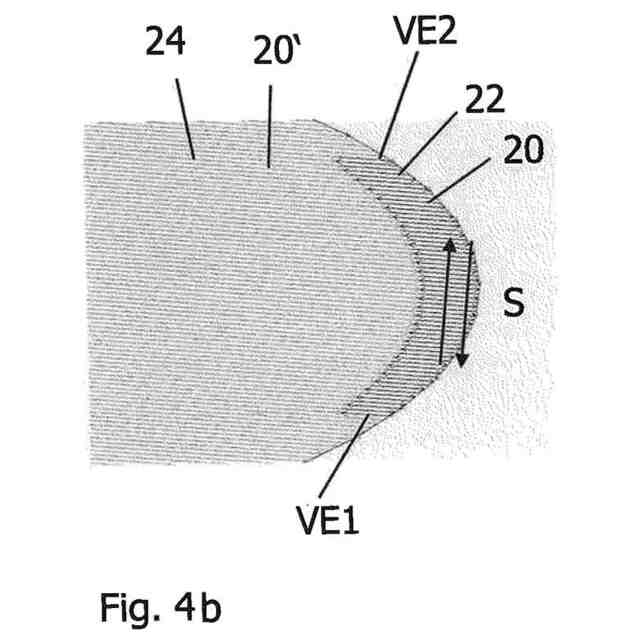
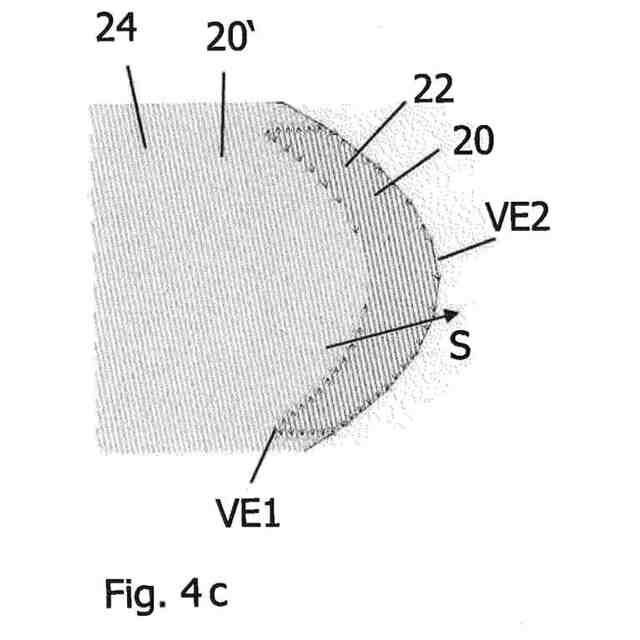
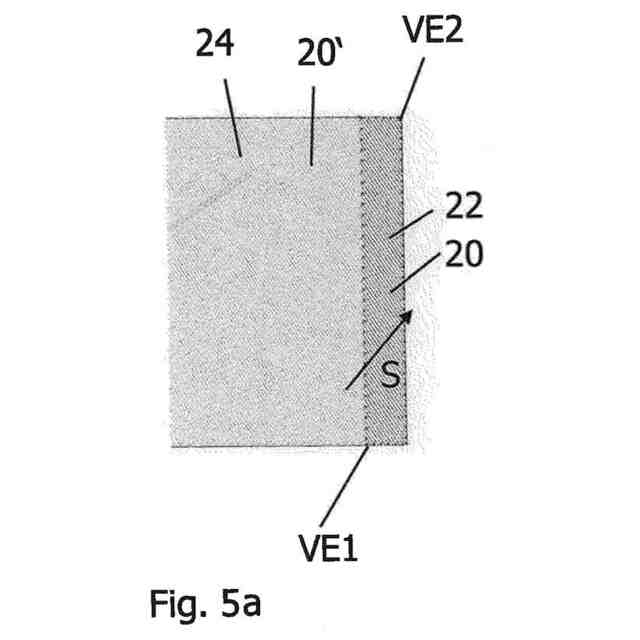
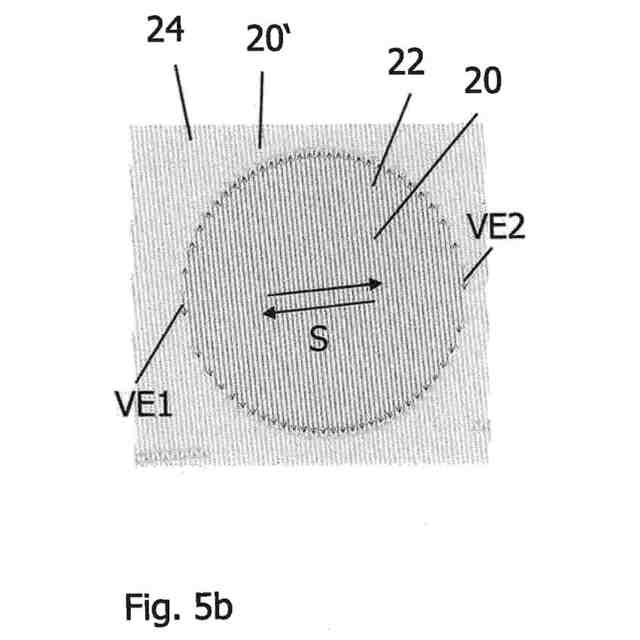
【解決手段】3次元ワークピース110を製造するために原料粉末の層を放射線ビーム14で照射するための照射システム10を制御する方法は、照射される少なくとも1つの原料粉末層に複数の照射区画20を含む走査パターンを形成するステップであって、複数の照射区画20のそれぞれの内部で、複数の走査ベクトルVが規定され、複数の走査ベクトルVに従って放射線ビーム14が原料粉末層を横切って走査される、ステップと、複数の照射区画20のそれぞれについて、照射区画20がダウンスキン領域22を含むかどうかを判定するステップと、複数の照射区画20のそれぞれについて、照射区画20がダウンスキン領域22を含むかどうかの判定に応じて、照射区画20内の操作ベクトルVが次々に走査される走査順序方向Sを規定するステップと、を含む。
【選択図】図2
特許請求の範囲
【請求項1】
3次元ワークピース(110)を製造するために、原料粉末の層を放射線ビーム(14)で照射するための照射システム(10)を制御する方法であって、
-照射される少なくとも1つの原料粉末層に対して、複数の照射区画(20)を含む走査パターンを形成するステップであって、前記複数の照射区画(20)のそれぞれの内部で、複数の走査ベクトル(V)を規定し、前記複数の走査ベクトル(V)に従って前記放射線ビーム(14)が前記原料粉末層を横切って走査される、ステップと、
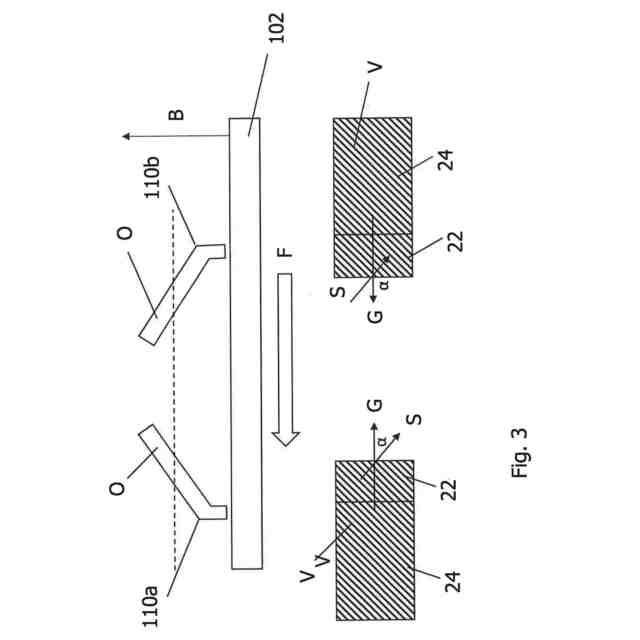
-前記複数の照射区画(20)のそれぞれについて、当該照射区画(20)内の前記走査ベクトル(V)が次々に走査される走査順序方向(S)を規定するステップであって、ダウンスキン領域(22)を含む少なくとも1つの照射区画(20)について、前記走査順序方向(S)は、固体上領域(24)から前記ダウンスキン領域(22)の方向を指すように規定される、ステップと、を含む、方法。
続きを表示(約 2,800 文字)
【請求項2】
ダウンスキン領域(22)を含まない少なくとも1つの照射区画(20)について、前記走査順序方向(S)は、前記原料粉末層を横切る方向のガス流の流れの方向に応じて規定され、前記走査順序方向(S)は、特に、前記原料粉末層を横切る方向のガス流の流れの前記方向と反対の向きの成分を含むように規定される、請求項1に記載の方法。
【請求項3】
少なくともダウンスキン領域(22)を含む照射区画(20)について、前記走査順序方向(S)は、前記走査順序方向(S)と部品成長方向(G)との間の角度(α)が90°以下であるように規定される、請求項1又は2に記載の方法。
【請求項4】
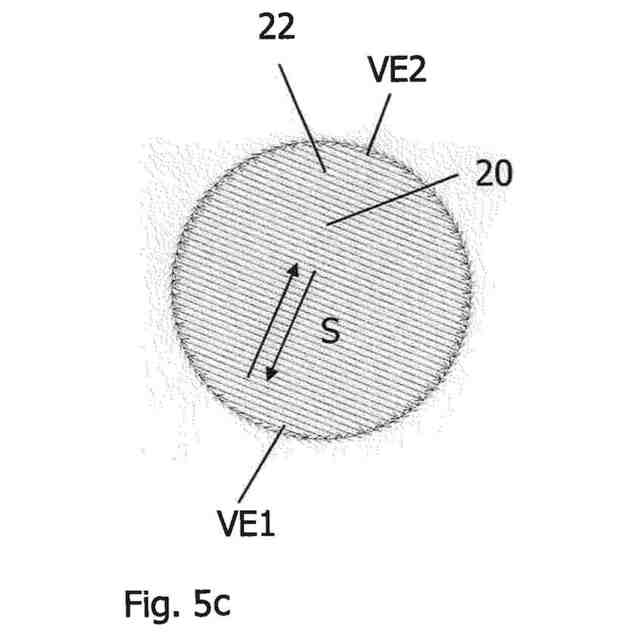
-照射区画のダウンスキン領域(22)内の第1のエッジ走査ベクトル(VE1)について、固体上領域(24)と接触するか固体上領域(24)上に位置する前記第1のエッジ走査ベクトル(VE1)の終点の数を判定するステップと、
-前記ダウンスキン領域(22)内の第2のエッジ走査ベクトル(VE2)について、固体上領域(24)と接触するか固体上領域(24)上に位置する前記第2のエッジ走査ベクトル(VE2)の終点の数を判定するステップと、
-前記第1及び前記第2のエッジ走査ベクトル(VE1、VE2)のうち、前記固体上領域(24)に接触するか前記固体上領域(24)上に位置する終点が多い方が開始走査ベクトルとして規定されたり、及び/又は前記第1及び前記第2のエッジ走査ベクトル(VE1、VE2)のうち、前記固体上領域(24)に接触するか前記固体上領域(24)上に位置する終点が少ない方が最終走査ベクトルとして規定されたりするように、前記走査順序方向(S)を規定するステップと、をさらに含む、請求項1から3のいずれか1項に記載の方法。
【請求項5】
照射区画のダウンスキン領域(22)内の第1及び第2のエッジ走査ベクトル(VE1、VE2)について、前記第1及び前記第2のエッジ走査ベクトル(VE1、VE2)はいずれも、固体上領域(24)と接触する終点を有していないと判定された場合、前記方法は、
-前記第1のエッジ走査ベクトル(VE1)について、前記第1のエッジ走査ベクトル(VE1)の前記終点の近傍にある固体上走査ベクトル点の数を判定するステップと、
-前記第2のエッジ走査ベクトル(VE2)について、前記第2のエッジ走査ベクトル(VE2)の前記終点の近傍にある固体上走査ベクトル点の数を判定するステップと、
-前記第1及び前記第2のエッジ走査ベクトル(VE1、VE2)のうち、その終点の近傍にある固体上走査ベクトル点が多い方が開始走査ベクトルとして規定されたり、及び/又は前記第1及び前記第2のエッジ走査ベクトル(VE1、VE2)のうち、その終点の近傍にある固体上走査ベクトル点が少ない方が最終走査ベクトルとして規定されたりするように、前記走査順序方向(S)を規定するステップと、を含む、請求項1から4のいずれか1項に記載の方法。
【請求項6】
固体上領域(24)も含む照射区画(20)のダウンスキン領域(22)内の第1及び第2のエッジ走査ベクトル(VE1、VE2)について、第1及び第2のエッジ走査ベクトル(VE1、VE2)はいずれも、前記固体上領域(24)と接触する終点を有していないと判定された場合、前記方法は、
-前記固体上領域(24)の前記照射区画(20)を第1の部分照射区画(20a)と第2の部分照射区画(20b)に分割するステップと、
-前記第1の部分照射区画(20a)について、前記第1の部分照射区画(20a)の固体上領域(24a)から前記第1の部分照射区画(20a)のダウンスキン領域(22a)の方向を指す第1の走査順序方向(S1)を規定するステップと、
-前記第2の部分照射区画(20b)について、前記第2の部分照射区画(20b)の固体上領域(24b)から前記第2の部分照射区画(20b)のダウンスキン領域(22b)の方向を指す第2の走査順序方向(S2)を規定するステップであって、前記第1の走査順序方向(S1)と前記第2の走査順序方向(S2)とは、特に、反対方向を指す、ステップと、をさらに含む、請求項1から5のいずれか1項に記載の方法。
【請求項7】
前記走査ベクトル(V)は、固体上領域(24)から前記ダウンスキン領域(22)の方向を指すように一方向に向けられている、請求項1から6のいずれか1項に記載の方法。
【請求項8】
照射される少なくとも1つの原料粉末層について、前記原料粉末層内の前記複数の照射区画(20)が次々に照射される照射順序方向(I)が、第1の照射区画(20)から第2の照射区画(20)の方向を指すように規定され、
前記第2の照射区画(20)は、前記第1の照射区画(20)のダウンスキン領域範囲よりも大きいダウンスキン領域範囲を有する、請求項1から7のいずれか1項に記載の方法。
【請求項9】
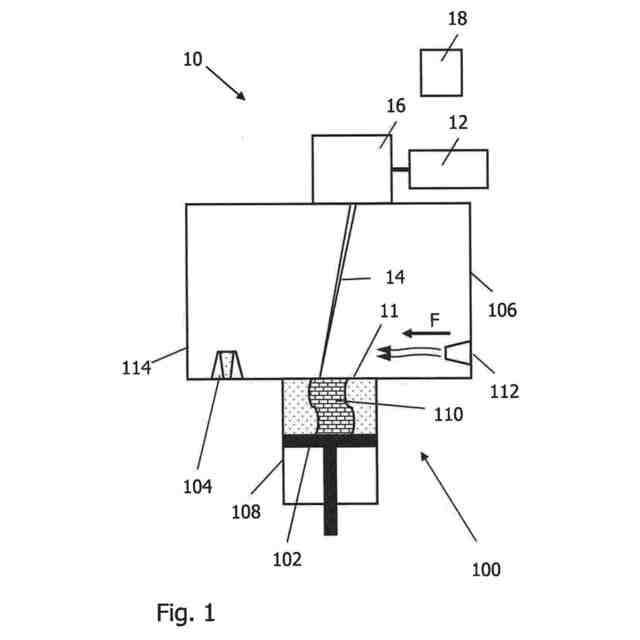
3次元ワークピース(110)を製造するために原料粉末の層を放射線ビーム(14)で照射するための照射システム(10)であって、前記照射システム(10)は制御ユニット(18)を具備し、前記制御ユニット(18)は、
-照射される少なくとも1つの原料粉末層に対して、複数の照射区画(20)を含む走査パターンを規定するステップであって、前記複数の照射区画(20)のそれぞれの内部で、複数の走査ベクトル(V)を規定し、前記複数の走査ベクトル(V)に従って前記放射線ビーム(14)が前記原料粉末層を横切って走査される、ステップと、
-前記複数の照射区画(20)のそれぞれについて、当該照射区画(20)内の前記走査ベクトル(V)が次々に走査される走査順序方向(S)を規定するステップであって、ダウンスキン領域(22)を含む少なくとも1つの照射区画(20)について、前記制御ユニット(18)は、固体上領域(24)から前記ダウンスキン領域(22)の方向を指すように走査順序方向(S)を規定するように構成される、ステップと、を実施するように構成される、照射システム(10)。
【請求項10】
-ダウンスキン領域(22)を含まない照射区画(20)について、前記制御ユニット(18)は、前記原料粉末層を横切る方向のガス流の流れの方向に応じて前記走査順序方向(S)を規定するように構成され、前記走査順序方向(S)は、特に、前記原料粉末層を横切る方向の前記ガス流の流れの方向と反対の向きの成分を含むように規定される、請求項9に記載の照射システム(10)。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、3次元ワークピースを製造するために原料粉末の層を放射線ビームで照射するための照射システムを制御する方法を対象とする。さらに、本発明は、この種の照射システムと、コンピュータプログラム製品が1つ又は複数の計算装置上で実行されるときに照射システムを制御する方法を実施するためのプログラム部分を含むコンピュータプログラム製品と、を対象とする。最後に、本発明は、3次元ワークピースを製造するための装置を対象とする。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
積層造形法では、固化して相互接続された一連のワークピース層を生成することにより、ワークピースを層ごとに製造する。このようなプロセスは、原料の種類及び/又はワークピースを製造するために当該原料を固化する方法によって区別される場合がある。
【0003】
例えば、粉末床溶融結合が、粉末、特に、金属及び/又はセラミックの原料を複雑な形状の3次元ワークピースに加工することができる積層造形プロセスである。そのために、原料粉末層を担体上に塗布し、製造されるワークピースの所望の形状に応じて部位選択的にレーザ照射を実施する。粉末層に浸透するレーザ放射は、加熱を引き起こし、その結果、原料粉末粒子が溶融するか焼結する。次いで、ワークピースが所望の形状及びサイズになるまで、すでにレーザ処理を受けた担体上の層にさらに原料粉末層を連続的に塗布する。CADデータに基づいて、試作品、工具、交換部品、高価値部品又は、例えば、歯科用又は整形外科用の補綴物などの医療用補綴物の製造又は修理に、粉末床融合結合を採用する場合がある。
【0004】
特許文献1(欧州特許第2786858号明細書)に記載されているような粉末床溶融結合により3次元ワークピースを製造するための例示的な方法及び装置では、処理チャンバ内に所望の雰囲気を確立し、処理チャンバ内の不純物を排出するために、処理チャンバを通って導かれる保護ガス流を処理チャンバに供給する。照射装置の動作を制御して、照射装置の少なくとも1つの放射線源によって放射される放射線ビームを、複数の走査ベクトルを含む放射線パターンに従って原料粉末の層全体に導く。走査ベクトルは、処理チャンバを通って流れるガス流の流れの方向に応じて方向づけられる。
【0005】
走査ベクトルの始点では、細孔又は欠陥が形成されやすい。そのような細孔又は欠陥は、特に、ダウンスキン領域とも呼ばれるオーバーハング領域に細孔又は欠陥がある場合、製造されたワークピースの品質に影響を及ぼす可能性がある。オーバーハング領域は、以前に固化したワークピース層の上ではなく、固化していない粉末の上にある粉末層を照射することによって生成されるワークピース層の領域として理解される。
【先行技術文献】
【特許文献】
【0006】
欧州特許第2786858号明細書
【発明の概要】
【0007】
本発明の目的は、3次元ワークピースを製造するために原料粉末の層に放射線ビームを照射するための照射システムを制御する方法と、この種の照射システムと、高品質ワークピースの製造を可能にするコンピュータプログラム製品と、を提供することである。さらに、本発明は、高品質ワークピースの製造を可能にする3次元ワークピースを製造するための装置を対象とする。
【0008】
本発明を独立請求項に記載する。本発明の好ましい実施形態を従属請求項に概説する。
【0009】
3次元ワークピースを製造するために原料粉末の層を放射線ビームで照射するための照射システムを制御する方法を説明する。この方法では、照射される少なくとも1つの原料粉末層に対して、複数の照射区画を含む走査パターンを規定する。複数の照射区画のそれぞれの内部で、複数の走査ベクトルを規定し、その走査ベクトルに従って放射線ビームが原料粉末層を横切って走査される。放射線ビームは、製造されるワークピースの対応する層の形状に従って、部位選択的な方法で原料粉末層を横切って導かれる電磁放射線又は粒子放射線のビームであってもよい。
【0010】
照射システムは、放射線ビーム源、特に、レーザビーム源を備えてもよい。ここで、レーザビーム源は、連続レーザビーム、変調レーザビーム又はパルスレーザビームを放射するように構成されてもよい。さらに、照射システムは、放射線ビーム源によって放射された少なくとも1つの放射線ビームを分割したり、案内したり、及び/又は処理したりするための少なくとも1つの光学ユニットを備えてもよい。光学ユニットは、対物レンズ及びスキャナユニットなどの光学素子を備えてもよく、スキャナユニットは回折光学素子及び偏向ミラーを備えることが好ましい。照射システムは、原料粉末層を単一の放射線ビームで照射してもよい。しかし、このほか、照射システムが2つ以上の放射線ビームを原料粉末層に照射することが考えられる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
鋼の連続鋳造用鋳型
2か月前
個人
ピストンの低圧鋳造金型
6か月前
トヨタ自動車株式会社
押湯入子
3か月前
友鉄工業株式会社
錫プレート成形方法
1か月前
芝浦機械株式会社
成形システム
24日前
大阪硅曹株式会社
無機中子用水性塗型剤
2か月前
日本製鉄株式会社
モールドパウダー
1か月前
株式会社プロテリアル
合金粉末の製造方法
7か月前
トヨタ自動車株式会社
中子の製造方法
3か月前
芝浦機械株式会社
射出装置及び成形機
2か月前
トヨタ自動車株式会社
鋳バリ抑制方法
7か月前
株式会社キャステム
鋳造品の製造方法
6か月前
山石金属株式会社
ガスアトマイズ装置
2か月前
山石金属株式会社
ガスアトマイズ装置
2か月前
トヨタ自動車株式会社
中子の製造方法
4か月前
山石金属株式会社
アルミニウム含有粒子
1か月前
株式会社浅沼技研
鋳型及びその製造方法
8か月前
トヨタ自動車株式会社
鋳物砂の再生方法
4か月前
トヨタ自動車株式会社
ケースの製造方法
5か月前
山石金属株式会社
アルミニウム含有粒子
1か月前
旭有機材株式会社
鋳型の製造方法
3か月前
トヨタ自動車株式会社
突き折り棒
6か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
4か月前
JFEミネラル株式会社
Ni合金粉
1か月前
芝浦機械株式会社
局部変圧装置及び成形機
19日前
株式会社プロテリアル
金属付加製造物の製造方法
8か月前
トヨタ自動車株式会社
金型冷却構造
6か月前
愛知製鋼株式会社
継ぎ目なし管の製造方法
2か月前
芝浦機械株式会社
溶解保持炉
5日前
大同特殊鋼株式会社
鋼塊の製造方法
8か月前
株式会社プロテリアル
金属付加製造物の製造方法
2か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
6か月前
株式会社神戸製鋼所
炭素-銅含有粉末
6か月前
福田金属箔粉工業株式会社
Cu系粉末
4か月前
住友金属鉱山株式会社
金粉の製造方法
1か月前
株式会社豊田中央研究所
積層造形装置
5か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ