TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025161493
公報種別
公開特許公報(A)
公開日
2025-10-24
出願番号
2024064716
出願日
2024-04-12
発明の名称
プローブの製造方法
出願人
株式会社日本マイクロニクス
代理人
個人
,
個人
主分類
G01R
1/067 20060101AFI20251017BHJP(測定;試験)
要約
【課題】軸方向に伸縮するプローブの製造方法を提供する。
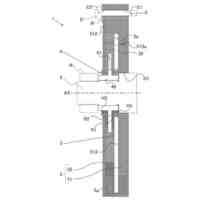
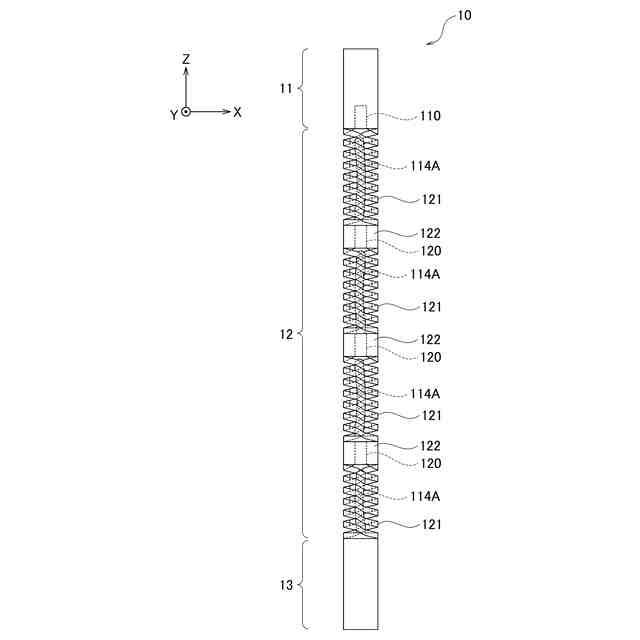
【解決手段】プローブの製造方法は、第1交差方向に延伸する第1斜梁1211が配列された第1金属板111、第1斜梁1211の間隔で平行梁1212が2列に配列された第2金属板112、第1交差方向と対称な第2交差方向に延伸する第2斜梁1213が配列された第3金属板113を準備し、第1金属板111、第2金属板112および第3金属板113を順に積層する。平行梁1212を介して第1斜梁1211の端部と第2斜梁1213の端部を接続させ、第1斜梁1211、平行梁1212および第2斜梁1213が順に連結したコイルスプリング部121を含むバネ部12を構成する。
【選択図】図1
特許請求の範囲
【請求項1】
検査対象物の電気的特性の検査に使用されるプローブの製造方法であって、
第1方向および前記第1方向に垂直な第2方向により定義される平面において、前記第1方向と前記第2方向のそれぞれと斜めに交差する第1交差方向に延伸する複数の第1斜梁が前記第2方向に沿って配列された第1伸縮部を含む第1金属板と、
前記第1方向および前記第2方向のそれぞれと垂直な第3方向に延伸する複数の平行梁が前記第2方向に沿って配列された第2伸縮部を含む第2金属板であって、前記第1斜梁の前記第1方向に沿った長さの間隔で前記平行梁が2列に配列された前記第2金属板と、
前記平面において、前記第2方向を対称軸として前記第1交差方向と対称な第2交差方向に延伸し、前記第1方向に沿った長さが前記第1斜梁と同じである複数の第2斜梁が前記第2方向に沿って配列された第3伸縮部を含む第3金属板と、
を準備し、
前記平行梁を介して前記第1斜梁の端部と前記第2斜梁の端部を接続させ、前記第1斜梁、前記平行梁および前記第2斜梁が順に連結したコイルスプリング部を含むバネ部を構成するように、前記第3金属板、前記第2金属板および前記第1金属板を前記第3方向に順に積層する、
を含むプローブの製造方法。
続きを表示(約 1,300 文字)
【請求項2】
前記第1金属板が、前記第2方向の一方の端部に配置された板状の第1先端部、および前記第2方向の他方の端部に配置された板状の第1基端部を有し、
前記第2金属板が、前記第2方向の一方の端部に配置された板状の第2先端部、および前記第2方向の他方の端部に配置された板状の第2基端部を有し、
前記第3金属板が、前記第2方向の一方の端部に配置された板状の第3先端部、および前記第2方向の他方の端部に配置された板状の第3基端部を有し、
前記第3金属板、前記第2金属板および前記第1金属板を前記第3方向に順に積層して、前記第3先端部、前記第2先端部および前記第1先端部が積層された先端部、および、前記第3基端部、前記第2基端部および前記第1基端部が積層された基端部を構成する、
を含む請求項1に記載のプローブの製造方法。
【請求項3】
前記第1金属板が、複数の第1伸縮部、および前記第1伸縮部の相互間に配置された板状の第1連結部を含み、
前記第2金属板が、複数の第2伸縮部、および前記第2伸縮部の相互間に配置された板状の第2連結部を含み、
前記第3金属板が、複数の第3伸縮部、および前記第3伸縮部の相互間に配置された板状の第3連結部を含み、
前記第3金属板、前記第2金属板および前記第1金属板を前記第3方向に順に積層して、弾性を有する複数の前記コイルスプリング部が、前記第3連結部、前記第2連結部および前記第1連結部が積層されて構成された弾性を有さない連結部を介して前記第2方向に沿って連結された前記バネ部を構成する、
を含む請求項2に記載のプローブの製造方法。
【請求項4】
前記第2金属板と前記第1金属板を積層する前に、前記先端部と前記基端部を電気的に接続する柱状部材を前記バネ部の内側に配置する、請求項3に記載のプローブの製造方法。
【請求項5】
前記先端部と前記連結部の間、2つの前記連結部の間、および前記連結部と前記基端部の間を架橋する複数の前記柱状部材を含み、
前記柱状部材それぞれの一方の端部を、前記先端部、前記連結部および前記基端部のいずれかに固定し、
前記バネ部が前記第2方向に収縮する際に前記柱状部材それぞれの他方の端部が挿入する凹部を、前記先端部、前記連結部および前記基端部のいずれかに形成する、
請求項4に記載のプローブの製造方法。
【請求項6】
前記第2方向に貫通する貫通孔を前記連結部に形成し、
単一の前記柱状部材を前記先端部と前記基端部に到達するように前記貫通孔を通過させ、
前記バネ部が前記第2方向に収縮する際に前記柱状部材の端部が挿入する凹部を、前記先端部と前記基端部の少なくともいずれかに形成する、
請求項4に記載のプローブの製造方法。
【請求項7】
前記第1金属板および前記第3金属板に前記柱状部材を接続部品により接合する、請求項6に記載のプローブの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、検査対象物の電気的特性の検査に使用するプローブの製造方法に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
半導体集積回路などの検査対象物の電気的特性をウェハ状態で検査するために、プローブを含む電気的接続装置が使用されている。プローブを用いた検査では、プローブの一方の端部が検査対象物の電極に接触し、プローブの他方の端部が電気的接続装置に含まれる基板に配置された端子(以下において「ランド」も称する。)に接触する。ランドは、テスタなどの検査装置と電気的に接続される。
【0003】
検査対象物の電気的特性を正確に検査するために、検査対象物とランドとをプローブを介して安定して電気的に接続する必要がある。このため、プローブ自体が軸方向の弾性を有さない場合に、電気的接続装置のプローブヘッドなどに湾曲させた状態でプローブを保持する方法が採用されている。湾曲したプローブを検査対象物に押し付けて更にプローブを湾曲させるオーバードライブにより、プローブの弾性によってプローブを安定して検査対象物とランドに接触させることができる。
【先行技術文献】
【特許文献】
【0004】
特開2018-4260号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、プローブを湾曲させた状態で保持する電気的接続装置では、プローブの交換が必要になった場合に、プローブヘッドに保持されたプローブを湾曲させた状態からまっすぐな状態に戻した後に、プローブヘッドからプローブを取り外す必要がある。このため、プローブの交換に時間を要する。
【0006】
これに対し、軸方向に伸縮するプローブであれば、プローブを湾曲させた状態で電気的接続装置に保持する必要がない。本発明は、軸方向に伸縮するプローブの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の一態様に係るプローブの製造方法は、第1金属板、第2金属板および第3金属板を積層してプローブを製造する。第1金属板は、第1交差方向に延伸する第1斜梁が配列されている。第2金属板は、第1斜梁の長さの間隔で平行梁が2列に配列されている。第3金属板は、第1交差方向と対称な第2交差方向に延伸する第2斜梁が配列されている。第1金属板、第2金属板および第3金属板を順に積層することにより、平行梁を介して第1斜梁の端部と第2斜梁の端部を接続させ、第1斜梁、平行梁および第2斜梁が順に連結したコイルスプリング部を含むバネ部を構成する。
【発明の効果】
【0008】
本発明によれば、軸方向に伸縮するプローブの製造方法を提供できる。
【図面の簡単な説明】
【0009】
図1は、第1の実施形態に係るプローブの構成を示す模式的な側面図である。
図2は、第1の実施形態に係るプローブの構成を示す模式的な平面図である。
図3は、図1に示すプローブを構成する第1金属板を示す模式図である。
図4は、図1に示すプローブを構成する第2金属板を示す模式図である。
図5は、図1に示すプローブを構成する第3金属板を示す模式図である。
図6は、第1の実施形態に係るプローブのコイルスプリング部の構成を示す模式図である。
図7は、第1の実施形態に係るプローブのコイルスプリング部を示す模式的な斜視図である。
図8は、図1に示すプローブを構成する第4金属板を示す模式図である。
図9は、図1に示すプローブの先端部と柱状部材の接続を示す模式図である。
図10は、図1に示すプローブの連結部と柱状部材の接続を示す模式図である。
図11は、第1の実施形態に係るプローブのコイルスプリング部の各線の形状を示す模式図である。
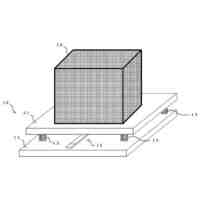
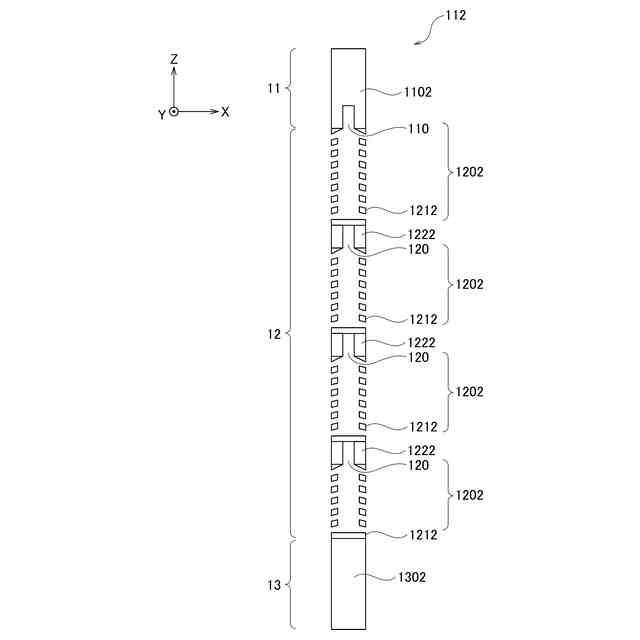
図12は、第1の実施形態に係るプローブの製造に使用される基板の構成を示す模式図である。
図13は、第2の実施形態に係るプローブの構成を示す模式図である。
図14は、図13に示すプローブを構成する第1金属板を示す模式図である。
図15は、図13に示すプローブを構成する第2金属板を示す模式図である。
図16は、図13に示すプローブを構成する第3金属板を示す模式図である。
図17は、図13に示すプローブを構成する第4金属板を示す模式図である。
図18は、図13に示すプローブの柱状部材の接続方法を示す模式図である。
図19は、第2の実施形態の変形例に係るプローブを構成する第1金属板を示す模式図である。
図20Aは、図19に示す第1金属板の模式的な側面図である。
図20Bは、図19に示す第1金属板の模式的な斜視図である。
図21は、第2の実施形態の変形例に係るプローブを構成する第2金属板を示す模式図である。
図22Aは、図21に示す第2金属板の模式的な側面図である。
図22Bは、図21に示す第2金属板の模式的な斜視図である。
図23は、第2の実施形態の変形例に係るプローブを構成する第3金属板を示す模式図である。
図24Aは、図23に示す第3金属板の模式的な側面図である。
図24Bは、図23に示す第3金属板の模式的な斜視図である。
図25は、第2の実施形態の変形例に係るプローブを構成する第4金属板の模式的な斜視図である。
図26は、基板に形成された金属板のパターンを示す模式図である。
図27は、その他の実施形態に係るプローブの連結部の開口形状の例を示す模式的な断面図である。
図28は、その他の実施形態に係るプローブの連結部の開口形状の他の例を示す模式的な断面図である。
【発明を実施するための形態】
【0010】
次に、図面を参照して、本発明の実施形態を説明する。以下の図面の記載において、同一又は類似の部分には同一又は類似の符号を付している。ただし、図面は模式的なものであり、各部の厚みの比率などは現実のものとは異なることに留意すべきである。また、図面相互間においても互いの寸法の関係や比率が異なる部分が含まれていることはもちろんである。以下に示す実施形態は、この発明の技術的思想を具体化するための装置や方法を例示するものであって、この発明の実施形態は、構成部品の材質、形状、構造および配置などを下記のものに特定するものでない。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
メジャー文具
22日前
個人
高精度同時多点測定装置
14日前
個人
アクセサリー型テスター
15日前
株式会社ミツトヨ
測定器
5日前
日本精機株式会社
位置検出装置
28日前
日本精機株式会社
位置検出装置
28日前
日本精機株式会社
位置検出装置
28日前
ユニパルス株式会社
ロードセル
21日前
アズビル株式会社
電磁流量計
8日前
アズビル株式会社
圧力センサ
27日前
トヨタ自動車株式会社
監視装置
20日前
エイブリック株式会社
磁気センサ回路
27日前
株式会社チノー
放射光測温装置
21日前
株式会社ヨコオ
ソケット
21日前
ダイキン工業株式会社
監視装置
19日前
株式会社ヨコオ
ソケット
20日前
株式会社東芝
重量測定装置
26日前
個人
システム、装置及び実験方法
8日前
TDK株式会社
ガスセンサ
27日前
大和製衡株式会社
組合せ計量装置
2日前
長崎県
形状計測方法
15日前
大和製衡株式会社
組合せ計量装置
2日前
TDK株式会社
ガスセンサ
26日前
愛知時計電機株式会社
ガスメータ
5日前
TDK株式会社
ガスセンサ
21日前
ローム株式会社
半導体装置
13日前
ローム株式会社
半導体装置
13日前
愛知電機株式会社
軸部材の外観検査装置
2日前
TDK株式会社
磁気センサ
20日前
日本特殊陶業株式会社
センサ
5日前
中国電力株式会社
電柱管理システム
19日前
株式会社熊谷組
RI計測装置
28日前
ダイハツ工業株式会社
移動支援装置
20日前
富士電機株式会社
エンコーダ
27日前
日本特殊陶業株式会社
センサ
19日前
TDK株式会社
電磁波センサ
21日前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ