TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025160147
公報種別
公開特許公報(A)
公開日
2025-10-22
出願番号
2025063740
出願日
2025-04-08
発明の名称
配管曲げ機用マンドレルアセンブリ
出願人
ビエッレエンメ・ソシエタ・ペル・アチオニ
,
BLM S.P.A.
代理人
個人
,
個人
主分類
B21D
9/03 20060101AFI20251015BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】チューブの内側の潤滑を改善できるマンドレルアセンブリを提供する
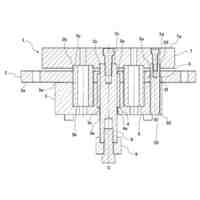
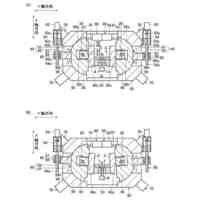
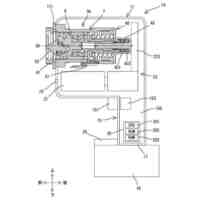
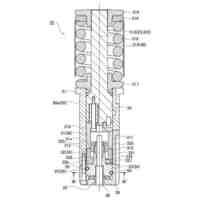
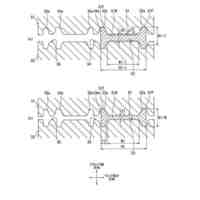
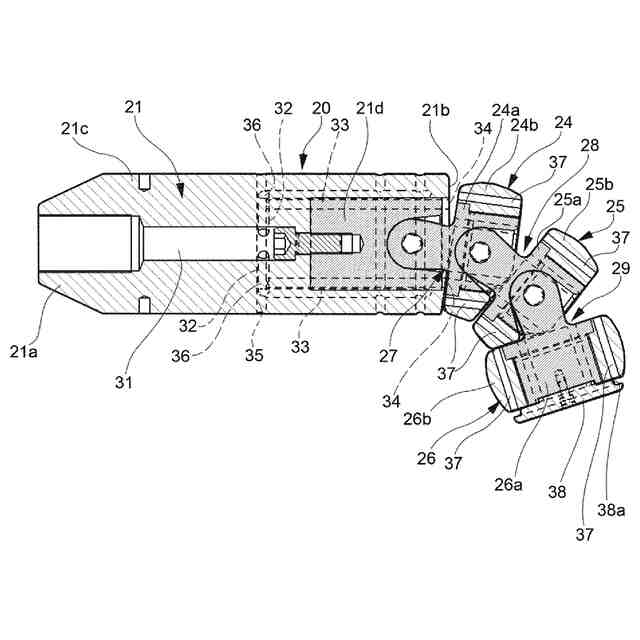
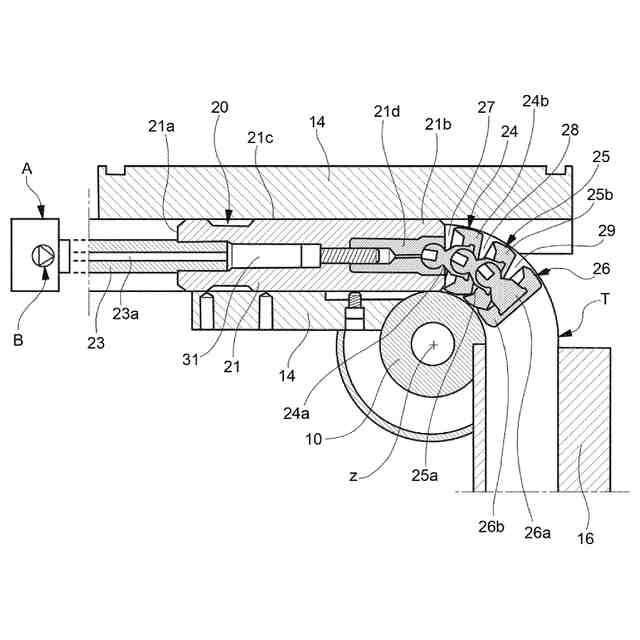
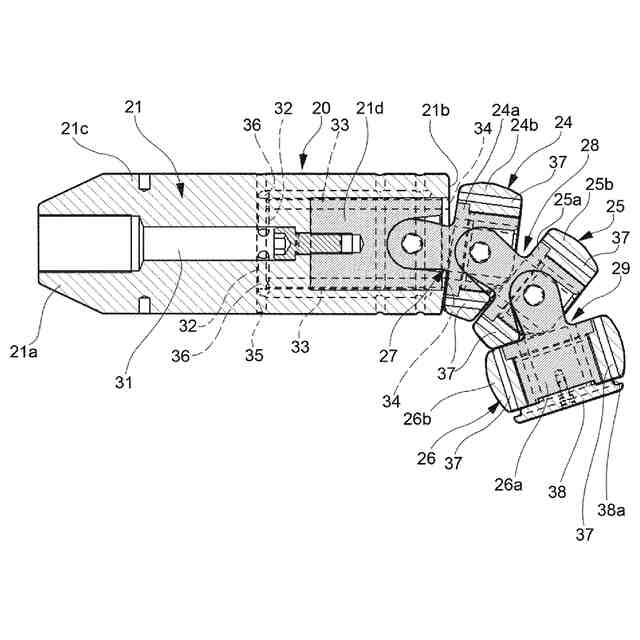
【解決手段】配管曲げ機用のマンドレル組立体は、マンドレル本体(21)と、マンドレルロッドと、それぞれの円筒形または球形のヒンジ(27~28)を介して互いにおよびマンドレル本体(21)に接続された一連の関節要素(24~26)と、マンドレル本体(21)を貫通して形成され、マンドレルロッドに沿って形成された潤滑剤供給通路と連通する潤滑剤輸送チャネル(31~36)のネットワークと、を備える。それぞれの関節要素(24~26)の長手方向に沿って延びる複数の貫通穴(37)が形成されている。貫通穴(37)は、一連の関節要素(24~26)のうち、最遠位関節要素(26)の前側に潤滑剤を送るように構成されている。最遠位関節要素(26)は、デフレクタ要素(38)を含んでいる。
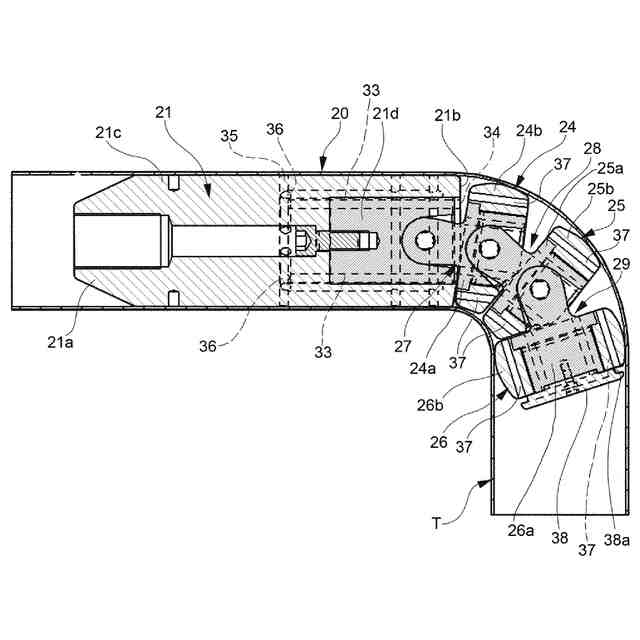
【選択図】図4
特許請求の範囲
【請求項1】
配管曲げ機用マンドレルアセンブリであって、
曲げられる配管(T)の内側に挿入されるように構成されたマンドレル本体(21)であって、近位端(21a)と遠位端(21b)とを有する、マンドレル本体(21)と、
前記マンドレル本体(21)の前記近位端(21a)に剛的に連結されており、前記マンドレル本体(21)を支持し移動させるように構成された、マンドレルロッド(23)と、
前記マンドレル本体(21)の前記遠位端(21b)に配置された一連の関節要素(24~26)であって、前記一連の関節要素(24~26)の各関節要素は、それぞれの円筒形または球形のヒンジ(28、29)を介して前記一連の関節要素の隣接する関節
要素に接続されており、前記一連の関節要素(24~26)は、円筒形または球形のヒンジ(27)を介して前記マンドレル本体(21)の前記遠位端(21b)に接続された最近位関節要素(24)を含む、一連の関節要素(24~26)と、
前記マンドレル本体(21)を貫通して形成されており、前記マンドレルロッド(23)に沿って形成された潤滑剤供給通路(23a)と連通する、潤滑剤輸送チャネルのネットワーク(31~36)であって、前記マンドレル本体(21)の遠位端(21b)および周面(21c)の少なくとも一方に配置された複数の潤滑剤出口ポート(34、36)を含む、潤滑剤輸送チャネルのネットワーク(31~36)と
を備え、
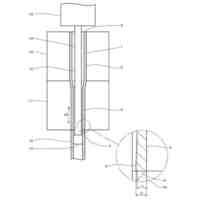
それぞれの前記関節要素(24~26)の長手方向に沿って延びる複数の貫通穴(37)が、それぞれの前記関節要素(24~26)を貫通して形成されており、前記貫通穴(37)は、前記一連の関節要素(24~26)のうち、最遠位関節要素(26)の前側に潤滑剤を搬送するように構成されており、
前記最遠位関節要素(26)が、それぞれの貫通穴(37)に対向して、前記最遠位関節要素(26)の前側に固定された、デフレクタ要素(38)を含み、前記デフレクタ要素(38)が、前記それぞれの貫通穴(37)から出る前記潤滑剤を径方向外側に偏向させるように構成されている、マンドレルアセンブリ。
続きを表示(約 960 文字)
【請求項2】
各関節要素が、前記一連の関節要素(24~26)の各関節要素が前記一連の関節要素(24~26)の隣接する関節要素に接続される中央部分(24a~26a)と、前記中央部分(24a~26a)に取り付けられ前記中央部分(24a~26a)の周囲に配置されるブランケット部分(24b~26b)とを含み、前記貫通穴(37)が全体的に前記ブランケット部分(24b~26b)を貫通して形成されている、
請求項1に記載のマンドレルアセンブリ。
【請求項3】
前記貫通穴(37)が4mm以上の最小直径を有する、
請求項1または2に記載のマンドレルアセンブリ。
【請求項4】
前記潤滑剤輸送チャネル(31~36)のネットワークが、前記マンドレル本体(21)内に中心に形成されており前記潤滑剤供給通路(23a)と直接に連通する中央マニホールド(31)を含んでおり、前記マンドレル本体(21)の周面(21c)に向かって径方向に延びる複数の径方向チャネル(32)が前記中央マニホールド(31)から分岐している、
請求項1から3のいずれか1つに記載のマンドレルアセンブリ。
【請求項5】
前記マンドレル本体の前記遠位端(21b)に向かって長手方向に延びるそれぞれの長手方向チャネル(33)が、前記径方向チャネル(32)のそれぞれから分岐して、前記遠位端(21b)において前記マンドレル本体(21)の外側に至っており、前記複数の潤滑剤出口ポート(34、36)のそれぞれの潤滑剤出口ポート(34)を有する、
請求項4に記載のマンドレルアセンブリ。
【請求項6】
前記径方向チャネル(32)は、前記マンドレル本体(21)の前記周面(21c)に前記複数の潤滑剤出口ポート(34、36)のそれぞれの潤滑剤出口ポート(36)を有し、マンドレル本体(21)の外側に至っている、
請求項4または5に記載のマンドレルアセンブリ。
【請求項7】
前記それぞれの潤滑剤出口ポート(36)は、前記マンドレル本体(21)の前記周面(21c)に形成された少なくとも1つの表面溝(35)に至っている、
請求項6に記載のマンドレルアセンブリ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、配管曲げ機用のマンドレルアセンブリに関するものであり、該マンドレルアセンブリは、
曲げられる配管の内側に挿入されるように構成されたマンドレル本体であって、近位端と遠位端とを有する、マンドレル本体と、
マンドレル本体の近位端に剛的に接続されており、マンドレル本体を支持し移動させるように構成された、マンドレルロッドと、
マンドレル本体の遠位端に配置された一連の関節要素であって、該一連の関節要素の各関節要素は、それぞれの円筒形または球形のヒンジを介して、該一連の関節要素の隣接する関節要素に接続されており、該一連の関節要素は、円筒形または球形のヒンジを介して該マンドレル本体の遠位端に接続された最近位関節要素を含む、一連の関節要素と、
マンドレル本体を貫通して形成されており、マンドレルロッドに沿って形成された潤滑剤供給通路と連通する、潤滑剤輸送チャネルのネットワークであって、マンドレル本体の遠位端部および外周面の少なくとも一方に配置された複数の潤滑剤出口ポートを含む、潤滑剤輸送チャネルのネットワークと
を備え、
それぞれの関節要素の長手方向に沿って延びる複数の貫通穴が、それぞれの関節要素を貫通して形成されており、貫通穴は、一連の関節要素のうち最遠位関節要素の前側に潤滑剤を搬送するように構成されている。
続きを表示(約 1,000 文字)
【背景技術】
【0002】
配管曲げ機では、マンドレルアセンブリの使用は、マンドレルアセンブリが、変形プロセス中に配管のプロファイルを内側から支持し、配管のしわまたは楕円の形成を防止する、役割を果たすものとして、周知である。
【0003】
基本的な側面は、マンドレルアセンブリと配管の内面との間の隙間に実質的な潤滑膜を形成することである。通常、潤滑剤(粘度が異なる場合もある)は、機械に搭載された供給システムからポンプで送り込まれる。
【発明の概要】
【発明が解決しようとする課題】
【0004】
供給システムは、マンドレルロッドを通して潤滑剤を送り込む。チューブの内側の潤滑剤を分配するタスクは、マンドレル本体に在る潤滑剤排出ポートに割り当てられている。より要求の厳しい用途では、これらのポートにより分配される潤滑剤では不十分であるため、作業者による配管の内側の手作業による予備潤滑が必要となる。
【0005】
潤滑が不十分な状態では、部品が過熱し、プロセスが正常に機能しなくなる、リスクがあり、配管が破裂する可能性がある。
【0006】
本発明の目的は、マンドレルアセンブリによるチューブの内側の潤滑を改善できる解決策を提供することである。
【課題を解決するための手段】
【0007】
この目的および他の目的は、添付の独立請求項1に規定された特性を有するマンドレルアセンブリのおかげで、本発明によれば完全に達成される。
【0008】
本発明の有利な実施形態は、従属請求項の主題であり、その内容は以下の説明の不可欠かつ統合的な部分として理解される。
【0009】
要約すると、本発明は、最遠位関節要素が、それぞれの貫通孔に対向して、最遠位関節要素の前側に固定されたデフレクタ要素を備え、上記デフレクタ要素が、貫通孔から出る潤滑剤を径方向外側に偏向させるように構成されていることに基づいている。
【0010】
このようなマンドレル組立体のおかげで、マンドレル本体から出た潤滑剤が、関節要素に形成された貫通孔を通り、最遠位関節要素の前側に達するまで、マンドレル本体と最近位関節要素との間の空間を通り、連続する関節要素間の空間を通ることができるので、潤滑剤の分配を改善できる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日東精工株式会社
中空軸部品の製造方法
3か月前
株式会社不二越
NC転造盤
3か月前
日伸工業株式会社
プレス加工装置
3か月前
オムロン株式会社
導線折り曲げ治具
1か月前
東栄工業株式会社
ダブルデッキヘミング金型
3か月前
トヨタ紡織株式会社
プレス金型
1か月前
株式会社アマダ
曲げ金型
1か月前
日鉄建材株式会社
成形装置
12日前
ユニオンツール株式会社
転造ダイスセット
3か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
3か月前
フジテック株式会社
金属棒曲げ工具
14日前
ユニプレス株式会社
プレス加工装置
2か月前
株式会社三明製作所
転造装置
1か月前
株式会社アマダ
プレスブレーキ
2か月前
東京精密発條株式会社
金属板の曲げ加工装置
1か月前
JFEスチール株式会社
熱延鋼板の製造方法
2か月前
株式会社中田製作所
管外周長測定方法とその装置
20日前
共英製鋼株式会社
異形棒鋼の捻れ抑制方法
23日前
トヨタ自動車株式会社
鋼板部材及びその製造方法
1か月前
株式会社今井金箔
金属箔製造方法、及び、金属箔
1か月前
トヨタ自動車株式会社
金属部材の製造方法
1か月前
三協オイルレス工業株式会社
リフタユニット
3か月前
トリックス株式会社
セレーションの製造方法
2か月前
株式会社SIMA.I
転造盤
27日前
トヨタ自動車株式会社
成形型の造形方法
2か月前
日産自動車株式会社
逐次成形方法
3か月前
三菱製鋼株式会社
測定装置及び方法
12日前
株式会社佐藤製作所
エルボ製品の製造方法及び装置
1か月前
株式会社マキタ
フレア形成工具
3か月前
株式会社放電精密加工研究所
位置補正情報処理装置
2か月前
株式会社アマダ
板材保護シートの剥離用金型
3か月前
日本製鉄株式会社
浅絞り成形品の製造方法
2か月前
株式会社レゾナック
スクロール部材の製造方法
2か月前
JFEスチール株式会社
プレス成形品の製造方法、中間成形品
23日前
株式会社C&A
柱状構造体の作製方法
19日前
JFEスチール株式会社
H形鋼の製造方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ