TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025148694
公報種別
公開特許公報(A)
公開日
2025-10-08
出願番号
2024048946
出願日
2024-03-26
発明の名称
金属3Dプリンタを使用した部材の製造方法、及び、金属3Dプリンタ
出願人
株式会社大林組
代理人
個人
,
個人
主分類
B23K
9/04 20060101AFI20251001BHJP(工作機械;他に分類されない金属加工)
要約
【課題】廃棄する材料の発生を抑制でき、金属3Dプリンタに使用できる金属材料の自由度が高い金属3Dプリンタを使用した部材の製造方法、及び、金属3Dプリンタを提供する。
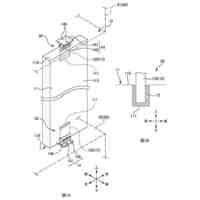
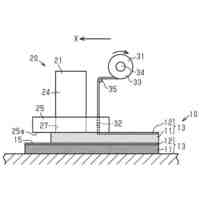
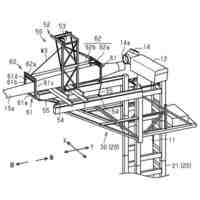
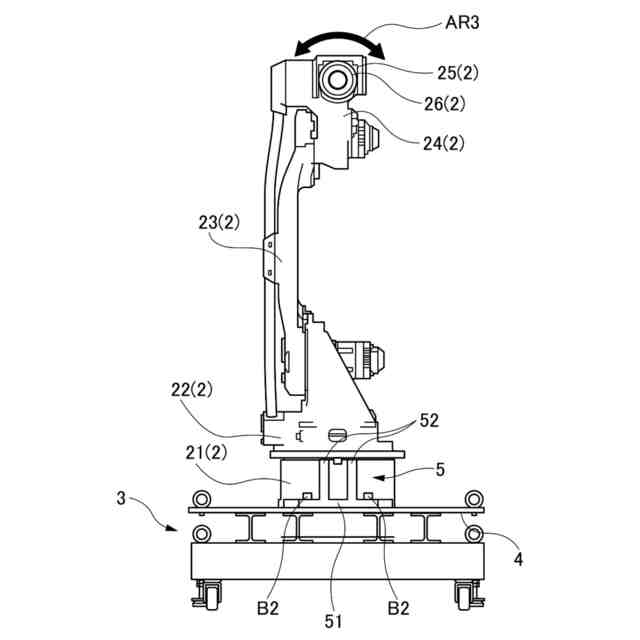
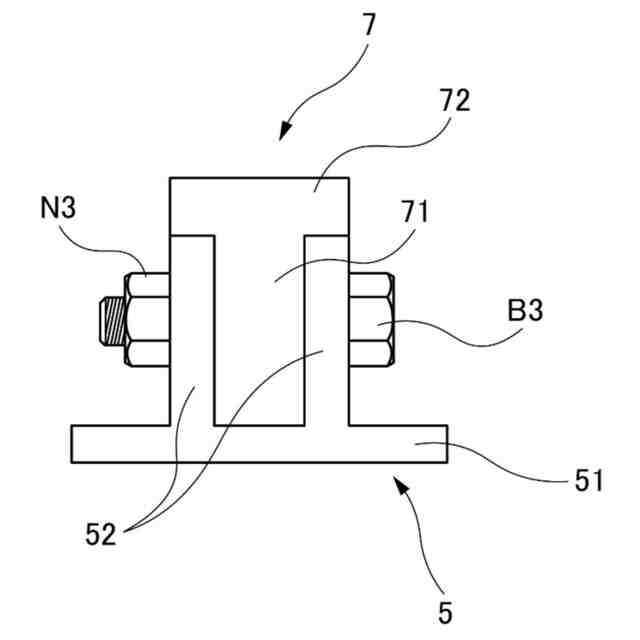
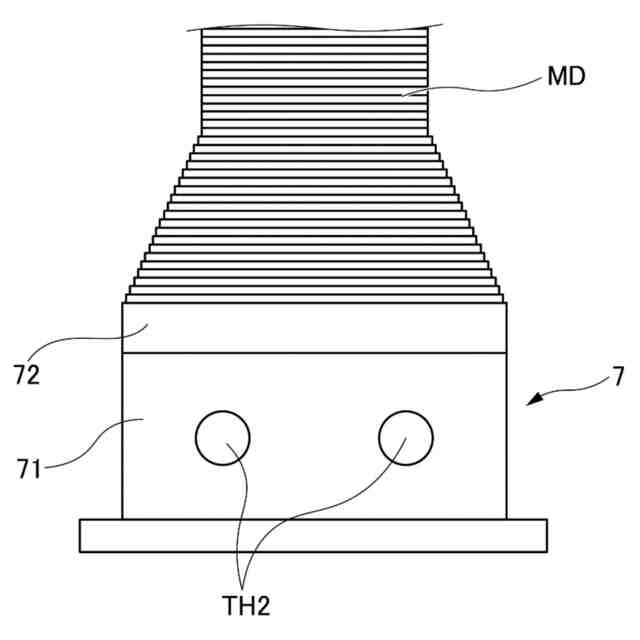
【解決手段】本開示の金属3Dプリンタ1を使用した部材の製造方法は、造形後の部材の一部となる部品7を準備する準備ステップと、金属3Dプリンタ1の設置部5に、部品7を着脱可能に設置する設置ステップと、部品7上に金属材料を積層して部材を造形する造形ステップと、備え、準備ステップが、造形後の部材の端部を構成する部品7を準備するステップである。
【選択図】図4
特許請求の範囲
【請求項1】
金属3Dプリンタを使用した部材の製造方法であって、
造形後の前記部材の一部となる部品を準備する準備ステップと、
前記金属3Dプリンタの設置部に、前記部品を着脱可能に設置する設置ステップと、
前記部品上に金属材料を積層して前記部材を造形する造形ステップと、備え、
前記準備ステップが、造形後の前記部材の端部を構成する前記部品を準備するステップである、製造方法。
続きを表示(約 360 文字)
【請求項2】
造形後の前記部材が構造部材であり、
前記部品が、前記構造部材間を接合する接合部となる部品である、請求項1に記載の製造方法。
【請求項3】
前記部品が、前記接合部となる雄ねじ構造、貫通穴、雌ねじ構造、ピン構造、又は、ピン穴構造の少なくともいずれかを備える、請求項2に記載の製造方法。
【請求項4】
金属3Dプリンタであって、
前記金属3Dプリンタは、造形後の部材の一部となる部品を着脱可能に設置する設置部を備える、金属3Dプリンタ。
【請求項5】
前記設置部は、前記部品を着脱可能に固定する固定構造として、雄ねじ構造、貫通穴、雌ねじ構造、ピン構造、又は、ピン穴構造の少なくともいずれかを備える、請求項4に記載の金属3Dプリンタ。
発明の詳細な説明
【技術分野】
【0001】
本開示は、金属3Dプリンタを使用した部材の製造方法、及び、金属3Dプリンタに関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
特許文献1には、従来、金属3Dプリンタでは、ベースプレート上に造形物を造形し、切断することで造形物をベースプレートから分離していることが説明されている。
【0003】
このような場合、製品とする部分を切断することはできないため、造形時に、ベースプレートと製品とする造形部分との間に切断代となる部分も作製する必要がある上、ベースプレート側には、溶融状態で接合された切断後の切断代の一部が残った状態になる。
【0004】
したがって、特許文献1が説明する従来技術の金属3Dプリンタでは、製品にならない切断代を形成する必要がある上、溶融接合された切断代の一部が残るベースプレートも使えないものとなってしまうため、造形を行うごとに、使用したベースプレート、及び、切断代に用いた材料が廃棄されるという状況にある。
【0005】
そのような従来技術に対して、特許文献1では、ベースプレート上に造形した造形物の、ベースプレートからの分離が容易であり、分離後の造形物単体での2次加工を容易に行える金属3Dプリンタを用いた造形方法を開示している。
【0006】
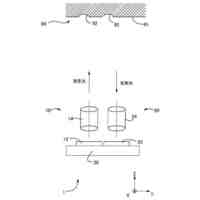
具体的には、造形水槽内にある造形台の上に着脱可能に設置した基台の上面に、溶材を溶接トーチで溶解して積層する積層工程により造形物を造形し、造形後の造形物は、造形水槽内から基台ごと取り出し、造形物を基台から分離した状態で2次加工機を用いて2次加工して造形物を製造する金属3Dプリンタを用いた造形方法において、溶材の材料として、基台の材料との溶接が困難とされる異種材料を使用することを特徴とする金属3Dプリンタを用いた造形方法が開示されている。
【先行技術文献】
【特許文献】
【0007】
特開2017-144447号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、特許文献1の造形方法では、基台の材料との関係で溶接が困難な異種材料を金属3Dプリンタの金属材料に使用しなければならないため、金属3Dプリンタで使用できる金属材料の自由度が低いという問題がある。
【0009】
本開示は、このような事情に鑑みてなされたものであり、廃棄する材料の発生を抑制でき、金属3Dプリンタに使用できる金属材料の自由度が高い金属3Dプリンタを使用した部材の製造方法、及び、金属3Dプリンタを提供することを目的とする。
【課題を解決するための手段】
【0010】
本開示の金属3Dプリンタを使用した部材の製造方法は、造形後の前記部材の一部となる部品を準備する準備ステップと、前記金属3Dプリンタの設置部に、前記部品を着脱可能に設置する設置ステップと、前記部品上に金属材料を積層して前記部材を造形する造形ステップと、備え、前記準備ステップが、造形後の前記部材の端部を構成する前記部品を準備するステップである。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社大林組
飛込み台
25日前
株式会社大林組
基礎構造
1か月前
株式会社大林組
測定方法
25日前
株式会社大林組
接合構造
13日前
株式会社大林組
仮設建築物
25日前
株式会社大林組
建物の構造
12日前
株式会社大林組
免震建築物
1か月前
株式会社大林組
監視システム
1か月前
株式会社大林組
耐火被覆構造
1か月前
株式会社大林組
空調システム
1か月前
株式会社大林組
ルーバー構造
1か月前
株式会社大林組
建物の躯体構造
1か月前
株式会社大林組
可搬式充電設備
12日前
株式会社大林組
床板の設置方法
25日前
株式会社大林組
積層材成型方法
2か月前
株式会社大林組
建物の躯体構造
1か月前
株式会社大林組
リフトアップ装置
26日前
株式会社大林組
リフトアップ装置
26日前
株式会社大林組
安全支援システム
1か月前
株式会社大林組
鋼矢板の圧入方法
11日前
株式会社大林組
作業支援システム
1か月前
株式会社大林組
日射遮蔽発電装置
1か月前
株式会社大林組
袋体付き排水パイプ
25日前
株式会社大林組
建築方法及び建築物
2か月前
株式会社大林組
新設床版の設置工法
1か月前
株式会社大林組
袋体付き排水パイプ
25日前
株式会社大林組
梁段差部の仕口構造
2か月前
株式会社大林組
建築物及び建築方法
26日前
株式会社大林組
CO2固定量測定方法
1か月前
株式会社大林組
改良土の品質管理方法
2か月前
株式会社大林組
建物の構築方法及び建物
25日前
株式会社大林組
クレーンの自動運転装置
11日前
株式会社大林組
継手装置及び複合支持杭
26日前
株式会社大林組
被吊り下げ物の安定化構造
1か月前
株式会社大林組
建設用溶接方法及び建設物
1か月前
株式会社大林組
セメント組成物の製造方法
1か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ