TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025145092
公報種別
公開特許公報(A)
公開日
2025-10-03
出願番号
2024045100
出願日
2024-03-21
発明の名称
鋼材曲がり量算出方法、鋼材の製造方法、鋼材の曲がり判定方法、および鋼材曲がり量算出装置
出願人
JFEスチール株式会社
代理人
弁理士法人 佐野特許事務所
主分類
B21B
38/02 20060101AFI20250926BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】設備が設置できる範囲が狭い条件下であっても鋼材の曲がり量を測定可能であり、簡易な設備構成で正確に鋼材の曲がり量を把握できる鋼材曲がり量算出方法を提供する。
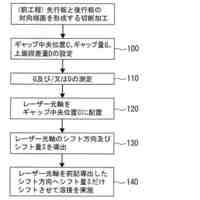
【解決手段】圧延機で圧延された鋼材の曲がり量を算出する鋼材曲がり量算出方法であり、前記圧延機の出側で前記鋼材を上方から、もしくは、下方から撮影する撮影装置によって、前記圧延機の出側における前記鋼材の長手方向先端部を撮影する撮影工程と、撮影で得た前記鋼材の長手方向先端部の画像から、前記長手方向先端部における左右の端部に関する形状を抽出する抽出工程と、抽出された前記形状に基づき、前記左右の端部における長手方向位置の差、および/または左右位置の差を算出する算出工程と、を有する。
【選択図】図6
特許請求の範囲
【請求項1】
圧延機で圧延された鋼材の曲がり量を算出する鋼材曲がり量算出方法であり、
前記圧延機の出側で前記鋼材を上方から、もしくは、下方から撮影する撮影装置によって、前記圧延機の出側における前記鋼材の長手方向先端部を撮影する撮影工程と、
撮影で得た前記鋼材の長手方向先端部の画像から、前記長手方向先端部における左右の端部に関する形状を抽出する抽出工程と、
抽出された前記形状に基づき、前記左右の端部における長手方向位置の差、および/または左右位置の差を算出することで、前記曲がり量を算出する算出工程と、
を有する、鋼材曲がり量算出方法。
続きを表示(約 970 文字)
【請求項2】
前記撮影工程において、長手方向に垂直で左右方向に延在する第1の基準物を撮影し、
前記第1の基準物の画像に基づき、前記左右の端部における長手方向位置を特定するための第1の基準線を決定する決定工程をさらに有する、請求項1に記載の鋼材曲がり量算出方法。
【請求項3】
前記撮影工程において、圧延ロール孔型の左右中心位置の特定のための第2の基準物を撮影し、
前記第2の基準物の画像に基づき、前記左右の端部における左右方向位置を特定するための第2の基準線を決定する決定工程をさらに有する、請求項1に記載の鋼材曲がり量算出方法。
【請求項4】
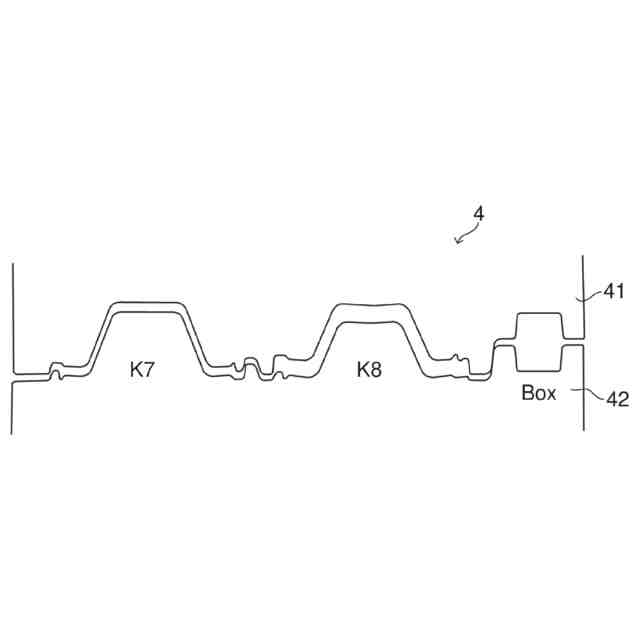
前記鋼材が、ウェブと幅方向の左右両端に継手部とを有する鋼矢板であり、
前記左右の端部が、左右の前記継手部を含む端部である、請求項1から請求項3のいずれか1項に記載の鋼材曲がり量算出方法。
【請求項5】
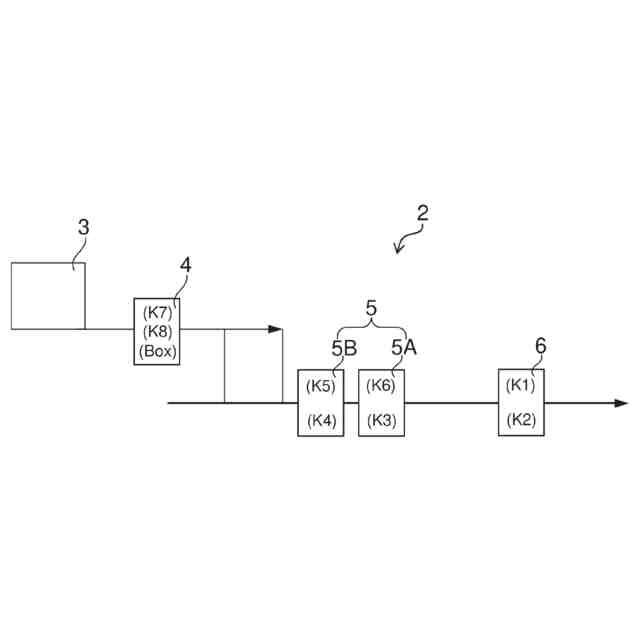
前記撮影装置は、タンデム圧延を行うための、前記圧延機と前記圧延機とは別の圧延機との間に配置される、請求項1から請求項3のいずれか1項に記載の鋼材曲がり量算出方法。
【請求項6】
請求項1から3のいずれか1項に記載の鋼材曲がり量算出方法を用いて算出された算出値に基づき、次回の鋼材の圧延において、前記圧延機のロールの傾き、および/または、上下ロールの軸方向の相対的な位置を変更して圧延を行う、鋼材の製造方法。
【請求項7】
請求項1から3のいずれか1項に記載の鋼材曲がり量算出方法を用いて算出された算出値に基づき、前記鋼材の曲がりを判定する、鋼材の曲がり判定方法。
【請求項8】
圧延機で圧延された鋼材の曲がり量を算出する鋼材曲がり量算出装置であり、
前記圧延機の出側に設置された、前記鋼材を上方から、もしくは、下方から撮影する撮影装置と、
撮影で得た前記鋼材の長手方向先端部の画像から、前記長手方向先端部における左右の端部に関する形状を抽出する画像処理部と、
抽出された前記形状に基づき、前記左右の端部の圧延長手方向位置の差、および/または左右方向位置の差を算出することで、前記曲がり量を算出する演算部と、
を有する、鋼材曲がり量算出装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼材曲がり量算出方法、鋼材の製造方法、鋼材の曲がり判定方法、および鋼材曲がり量算出装置に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
従来、鋼材の圧延工程において鋼材の曲がりが発生する場合があった。このような鋼材の曲がりは、製品の歩留まりおよび生産性に影響するため、抑制することが望ましい。鋼材の曲がりを抑制する制御を行うためには、鋼材の曲がりを正確に検出することが必要となる。
【0003】
例えば特許文献1には、次のような鋼板の曲がり量を算出する方法が開示されている。特許文献1では、圧延機の出側上方にCCDカメラなどの二次元撮像素子を設け、熱間の鋼板画像を撮影する。この鋼板画像に対し、種々の画像処理を行い、鋼板の輪郭を抽出する。そして、鋼板の長手方向に亘って、鋼板の幅方向の中心位置座標を求めていき(特許文献1の第2図参照)、これらの座標データを用いて曲がり量を算出している。
【0004】
また、形鋼の曲がり量測定方法として、例えば特許文献2には、H形鋼の走行方向に直交する水平方向に一対の距離センサを配置し、走行中のH形鋼に対して各センサでフランジ外面までの距離を測定し、それらの測定値から曲がり量を検出する方法が開示されている。
【0005】
また、形鋼の曲がり測定方法として、例えば特許文献3には、形鋼を上方から撮像した画像から長手方向の一定間隔の複数断面における幅方向輝度分布を算出し各断面における屈曲部位を検出後、屈曲部位の幅方向位置を長手方向に繋ぎ合わせることで長手方向に沿った曲がりプロフィールを算出する方法が開示されている。
【先行技術文献】
【特許文献】
【0006】
特開1999-28510号公報
特開2006-234540号公報
特開2019-178901号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、上記従来の技術には、以下に示すような解決すべき課題が存在していた。すなわち、特許文献1に開示された技術は、鋼板に関する曲がり測定技術であり、鋼矢板を含む鋼材全般に対する技術ではない。また、鋼板先端部のみの画像からは曲がり量を求めることはできず、曲がり量の算出に長手方向にある程度の範囲が写った鋼板画像が必要である。
【0008】
また、特許文献2に開示された技術では、距離センサを有する特別な測定装置が必要になる。また、形鋼の長手方向に亘って距離センサのデータが必要であるが、測定中に形鋼に上下方向の反りがあると、正確に測定できない。
【0009】
また、特許文献3に開示された技術は、被圧延材を広範囲で撮像することで長手方向に沿った曲がりを正確に測定するものであり、タンデム圧延における圧延スタンド間のような限定された範囲しか撮像できない場所には適さない。
【0010】
上記状況に鑑み、本発明は、設備が設置できる範囲が狭い条件下であっても鋼材の曲がり量を測定可能であり、簡易な設備構成で正確に鋼材の曲がり量を把握できる鋼材曲がり量算出方法、および鋼材曲がり量算出装置を提供することを目的とする。また、上記のような鋼材曲がり算出方法を用いた鋼材の製造方法および鋼材の曲がり判定方法を提供することも目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
JFEスチール株式会社
レーザー溶接方法及び装置
今日
個人
棒鋼連続引抜装置
6か月前
個人
ヘッダー加工機
4か月前
株式会社オプトン
曲げ加工装置
6か月前
日伸工業株式会社
プレス加工装置
3か月前
日東精工株式会社
中空軸部品の製造方法
3か月前
株式会社不二越
NC転造盤
2か月前
株式会社不二越
NC転造盤
6か月前
オムロン株式会社
導線折り曲げ治具
1か月前
トヨタ紡織株式会社
プレス金型
18日前
工機ホールディングス株式会社
ニブラ
4か月前
トヨタ紡織株式会社
プレス装置
5か月前
株式会社アマダ
曲げ金型
1か月前
トヨタ紡織株式会社
プレス金型
5か月前
株式会社西田製作所
パンチャーヘッド
5か月前
トヨタ紡織株式会社
プレス金型
4か月前
東栄工業株式会社
ダブルデッキヘミング金型
3か月前
株式会社アマダ
曲げ加工機
3か月前
トヨタ自動車株式会社
打ち抜き加工方法
4か月前
株式会社トラバース
パンチング加工装置
5か月前
株式会社アマダ
曲げ加工機
6か月前
株式会社TMEIC
監視装置
5か月前
株式会社不二越
転造加工用平ダイス
6か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
6か月前
ユニプレス株式会社
プレス加工装置
2か月前
浙江飛剣工貿有限公司
二重片口の製造方法
3か月前
株式会社吉野機械製作所
プレス機械
3か月前
株式会社三明製作所
転造装置
1か月前
トヨタ紡織株式会社
プレス金型装置
5か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
3か月前
ユニオンツール株式会社
転造ダイスセット
3か月前
東京精密発條株式会社
金属板の曲げ加工装置
28日前
株式会社エナテック
製品分離システム
6か月前
株式会社TMEIC
制御システム
3か月前
株式会社アマダ
プレスブレーキ
2か月前
JFEスチール株式会社
熱延鋼板の製造方法
2か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ