TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025147492
公報種別
公開特許公報(A)
公開日
2025-10-07
出願番号
2024047758
出願日
2024-03-25
発明の名称
レーザー溶接方法及び装置
出願人
JFEスチール株式会社
代理人
個人
主分類
B23K
26/21 20140101AFI20250930BHJP(工作機械;他に分類されない金属加工)
要約
【課題】溶接材料を用いて板厚の異なる鋼板同士を接合するレーザー溶接において、溶接部段差5を緩やかにし、かつ溶接部4における溝6の発生を抑制して、レーザー溶接継手部の破断のリスクを低減させる。
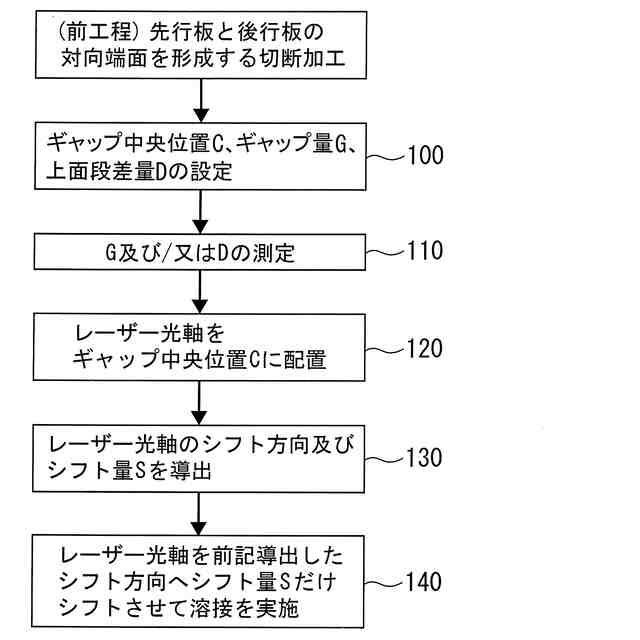
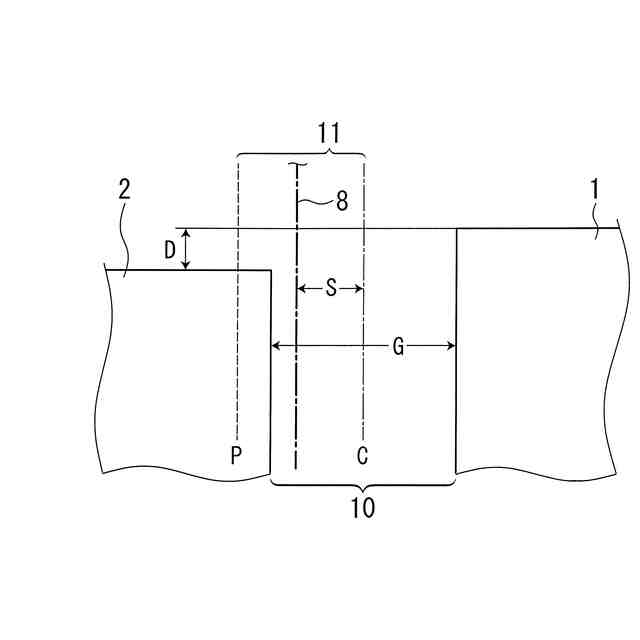
【解決手段】鋼板1、2の対向端面のギャップ中央位置C、ギャップ量G及び上面段差量Dを設定する工程100と、設定したG及び/又はDを測定する工程110と、レーザー光軸8をギャップ中央位置Cに配置する工程120と、G及びDの各測定値又はいずれか一方の測定値と他方の設定値から、前記位置Cからのレーザー光軸のシフト方向及びシフト量Sを導出する工程130と、導出したシフト方向へシフト量Sだけレーザー光軸8をシフトさせてレーザー溶接を実施する工程140とを有する。
【選択図】図1
特許請求の範囲
【請求項1】
溶接材料を用いて板厚の異なる2枚の鋼板の対向端面を接合するレーザー溶接方法であって、
前記対向端面のギャップ中央位置、ギャップ量及び上面段差量を設定する工程100と、
設定したギャップ量及び/又は上面段差量を測定する工程110と、
レーザー光軸をギャップ中央位置に配置する工程120と、
前記ギャップ量及び前記上面段差量の各測定値又はいずれか一方の測定値と他方の設定値から、前記ギャップ中央位置からのレーザー光軸のシフト方向及びシフト量を導出する工程130と、
レーザー光軸を前記導出したシフト方向へシフト量だけシフトさせてレーザー溶接を実施する工程140とを有することを特徴とするレーザー溶接方法。
続きを表示(約 910 文字)
【請求項2】
前記シフト方向が、前記2枚の鋼板のうち薄肉側へのシフト方向であることを特徴とする請求項1に記載のレーザー溶接方法。
【請求項3】
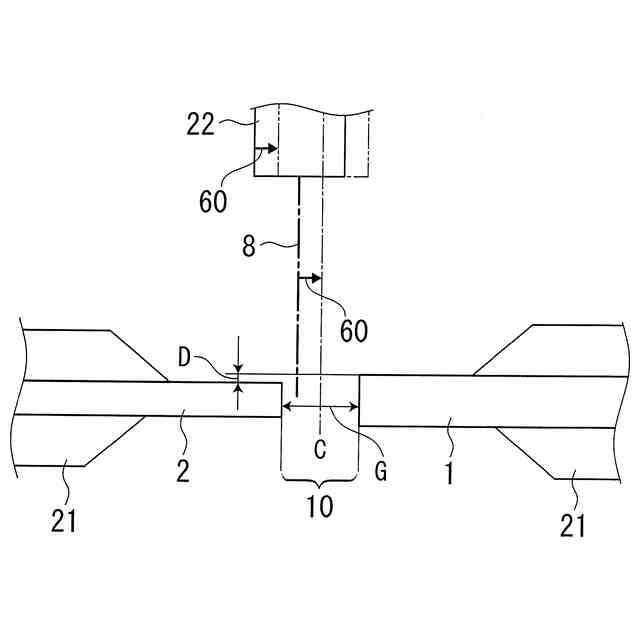
さらに、前記ギャップ量及び前記上面段差量の少なくともいずれか一方を前記レーザー光軸に先行して走行するセンサで測定する工程を有することを特徴とする請求項1又は2に記載のレーザー溶接方法。
【請求項4】
前記ギャップ量の設定値を0.01~0.50mmとすることを特徴とする請求項1又は2に記載のレーザー溶接方法。
【請求項5】
前記ギャップ量の設定値を0.01~0.50mmとすることを特徴とする請求項3に記載のレーザー溶接方法。
【請求項6】
前記2枚の鋼板が、連続製造ライン上の先行板と後行板であることを特徴とする請求項1又は2に記載のレーザー溶接方法。
【請求項7】
前記2枚の鋼板が、連続製造ライン上の先行板と後行板であることを特徴とする請求項3に記載のレーザー溶接方法。
【請求項8】
前記2枚の鋼板が、連続製造ライン上の先行板と後行板であることを特徴とする請求項4に記載のレーザー溶接方法。
【請求項9】
前記2枚の鋼板が、連続製造ライン上の先行板と後行板であることを特徴とする請求項5に記載のレーザー溶接方法。
【請求項10】
溶接材料を用いて板厚の異なる2枚の鋼板の対向端面を接合するレーザー溶接装置であって、
前記対向端面のギャップ中央位置、ギャップ量及び上面段差量を設定する手段と、
設定したギャップ量及び/又は上面段差量を測定する手段と、
レーザー光軸をギャップ中央位置に配置する手段と、
前記ギャップ量及び上面段差量の各測定値から、前記ギャップ中央位置からのレーザー光軸のシフト方向及びシフト量を導出する手段と、
レーザー光軸を前記導出したシフト方向へシフト量だけ移動してレーザー溶接を実施する手段とを有することを特徴とするレーザー溶接装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、連続製造ライン上の板厚の異なる2枚の鋼板を接合するレーザー溶接方法及び装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
一般に、鋼板の圧延ライン、焼鈍ライン及びめっきライン等の連続製造ライン(以下、単に「ライン」ともいう)では、生産性向上を目的として、先行板と後行板を突き合わせて対向端面を接合し、1枚の板として連続的に処理することが行われる。これらの連続製造ラインにおける鋼板の接合には、レーザー溶接が多用され、被溶接部のギャップを充満させるための溶接材料(フィラー)が用いられる。
【0003】
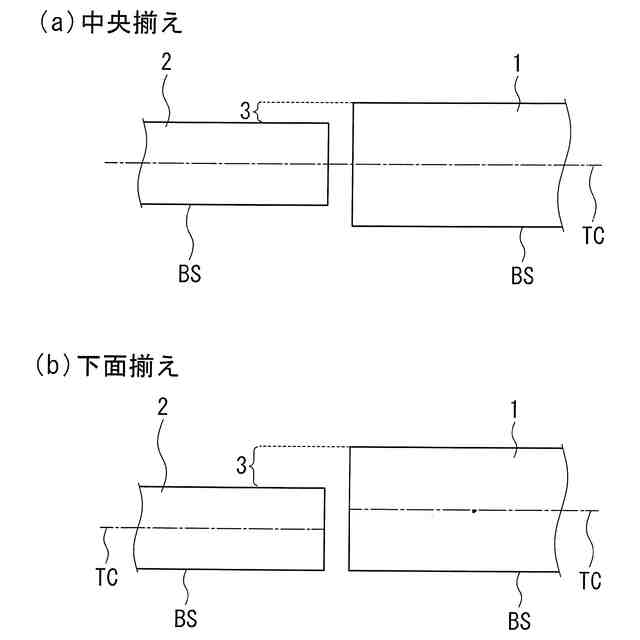
一般に、ライン上に通板される2枚の鋼板の板幅、板厚の寸法はそれぞれ必ずしも同一ではない。これら2枚の鋼板をレーザー溶接する際、前記2枚の鋼板(先行板1、後行板2)は、通常、中央揃え(図2(a))又は下面揃え(図2(b))の配置形態がとられる。ここで、「中央揃え」とは前記2枚の鋼板1、2の板厚中央TCを、「下面揃え」とは下面BSを、それぞれ同一平面上に揃える形態をいう。したがって、前記2枚の鋼板1、2はそれらの上面が同一平面上にない所謂板厚段差3を有する。なお、図2及び後掲の図では先行板1を厚肉側、後行板2を薄肉側としたが、その逆の場合(図示せず)も同様に板厚段差を有する。
【0004】
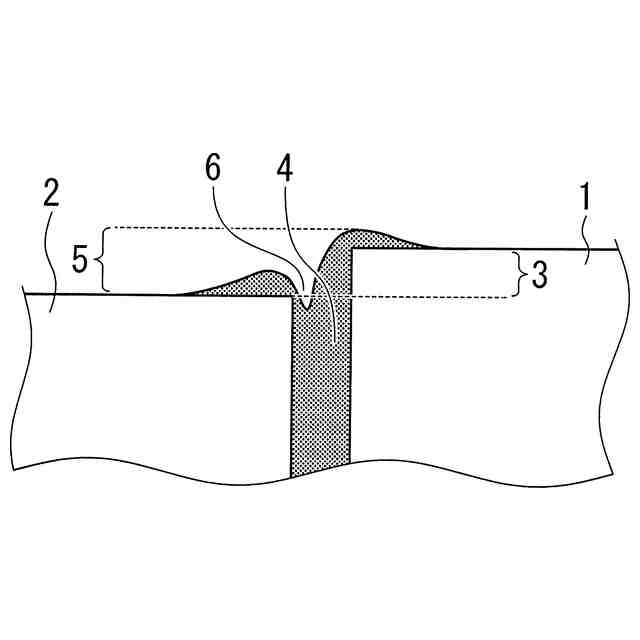
板厚段差3を有する2枚の鋼板1、2のレーザー溶接継手部では、図3に示すように、主として溶接材料が溶融した溶接部4の上端面は、溶接後にスエージングロールにより平坦に加工され、スエージング面7となるが、それに連なる溶接部段差5が存在する。この溶接部段差5が切欠として作用してレーザー溶接継手部の破断強度が低下する。なお、図3の溶接部4は、接合前の鋼板1、2のギャップの充填部及び余盛部のみ図示し、鋼板1、2の溶融凝固部分は図示を省略した(以下同じ)。そこで、レーザー溶接継手部の破断強度低下が一定限度を超えると予測される場合には、溶接部を切除し、溶接条件を変更し、再度新たに溶接する工程(「再溶接」という)を実施している。
【0005】
しかし再溶接を実施すると生産能率が低下する問題や、さらにはレーザー溶接継手部の破断強度低下の予測を誤るとライン上でレーザー溶接継手部が破断し、生産能率が著しく低下する問題がある。
【0006】
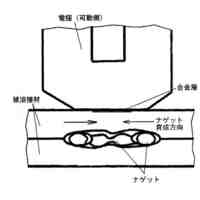
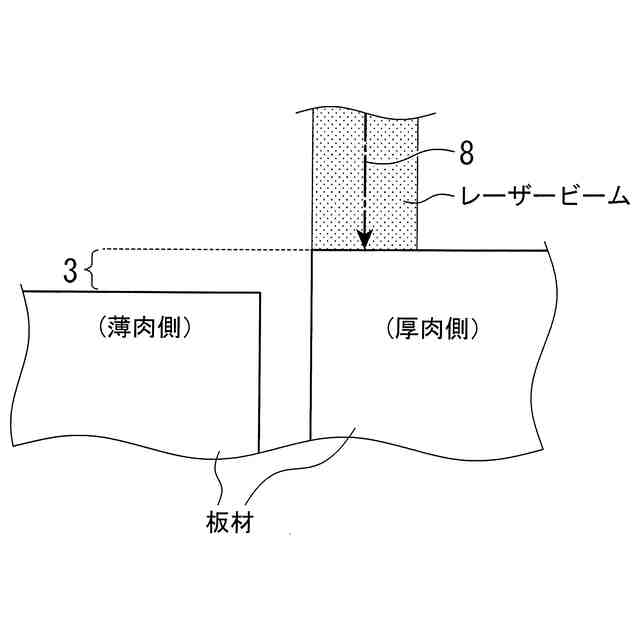
一方、溶接材料を用いないで板厚の異なる金属板同士を接合するレーザー溶接において、図9に示すように、全てのレーザー光(レーザービーム全部)を厚肉側の板材に照射する方法が知られている(特許文献1)。なお、8は、レーザービームの中心軸であり、以下、「レーザー光軸」という。
【0007】
特許文献1ではその方法により、溶接部の上面側の鋭い段差及び下面側の凹みを解消して、プレス成型時の金型かじりを防止すると共に、溶接ビードへの応力集中を緩和し、良好なプレス成型品を得ているとしている。
【0008】
また、溶接材料を用いるレーザー溶接においては、レーザー光を厚肉側の板材に照射する又はレーザー光軸8の位置を厚肉側の鋼材と重なる位置とする溶接方法が行われている。しかし、そのような溶接方法では、図4に示すように、溶接部4において溝6が発生し、破断のリスクが増大し、再溶接の頻度増加を余儀なくされて、生産能率の向上が困難であるという問題点があった。
【先行技術文献】
【特許文献】
【0009】
特開2006-218497号公報
【非特許文献】
【0010】
https://www.keyence.co.jp「超高精細インラインプロファイル測定器 LJ-Xシリーズ」
【発明の概要】
【発明が解決しようとする課題】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
フライス盤
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
6か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
5か月前
株式会社北川鉄工所
回転装置
5か月前
株式会社ダイヘン
溶接電源装置
3か月前
キヤノン電子株式会社
加工装置
17日前
株式会社ダイヘン
溶接電源装置
4か月前
株式会社ダイヘン
溶接電源装置
4か月前
日東精工株式会社
ねじ締め装置
4か月前
日東精工株式会社
ねじ締め装置
2か月前
ダイニチ工業株式会社
配膳治具
20日前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
4か月前
日東精工株式会社
ねじ整列トレー
12日前
株式会社FUJI
工作機械
5か月前
個人
切削油供給装置
3か月前
株式会社FUJI
工作機械
1か月前
睦月電機株式会社
金属表面処理方法
17日前
個人
型枠製造装置のフレーム
1か月前
中国電力株式会社
養生シート
1か月前
株式会社富田製作所
支持構造
25日前
株式会社アンド
半田付け方法
2か月前
キヤノン電子株式会社
加工システム
3か月前
株式会社向洋技研
スタッドの製造方法
19日前
大見工業株式会社
ドリル
3か月前
株式会社トヨコー
被膜除去方法
6か月前
村田機械株式会社
レーザ加工機
6か月前
株式会社ツガミ
工作機械
2か月前
村田機械株式会社
レーザ加工機
6か月前
株式会社不二越
ブローチ盤
2か月前
トヨタ自動車株式会社
溶接ヘッド
5か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
有限会社TNE
電気抵抗溶接方法
26日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ