TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025143074
公報種別
公開特許公報(A)
公開日
2025-10-01
出願番号
2024042797
出願日
2024-03-18
発明の名称
CMP装置及びCMP装置を用いた研磨済ワークの製造方法
出願人
株式会社東京精密
代理人
弁理士法人太陽国際特許事務所
主分類
B24B
37/00 20120101AFI20250924BHJP(研削;研磨)
要約
【課題】研磨ヘッドの上側から下側まで貫通する内部経路が設けられる場合に比べて、スラリー供給機構をより簡易に実現できると共に、スラリーの消費量を抑制できる。
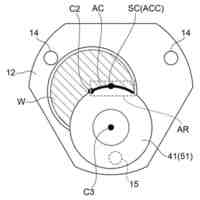
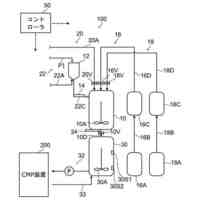
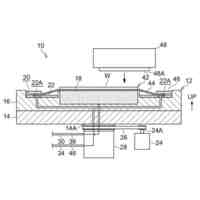
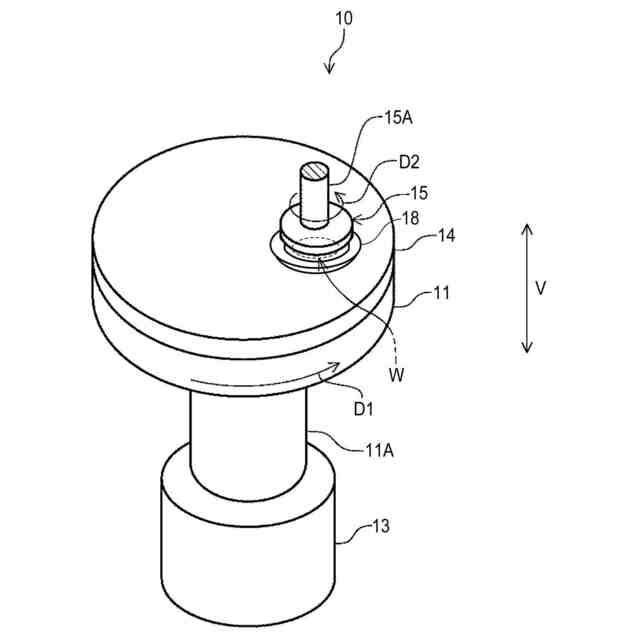
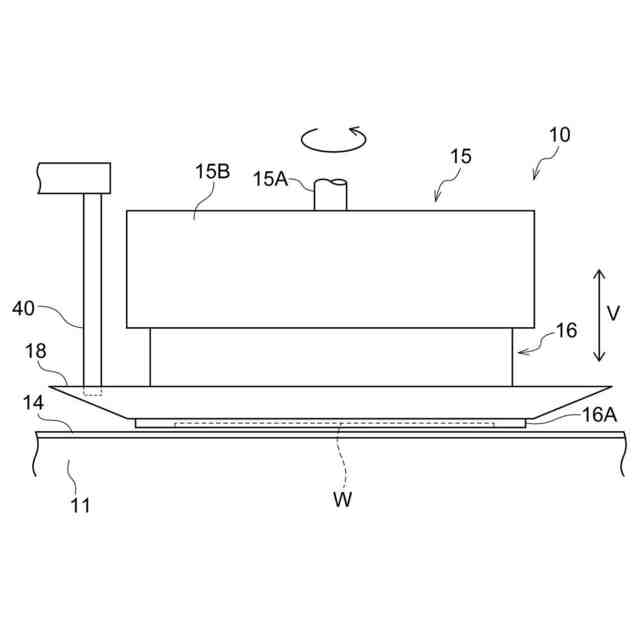
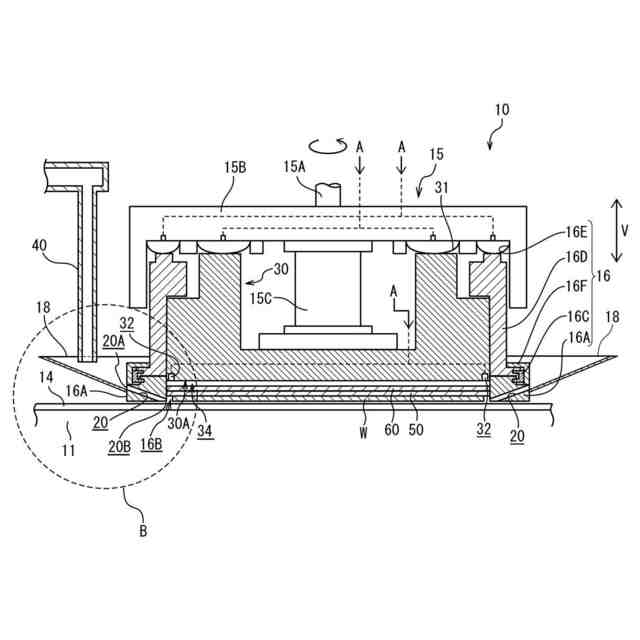
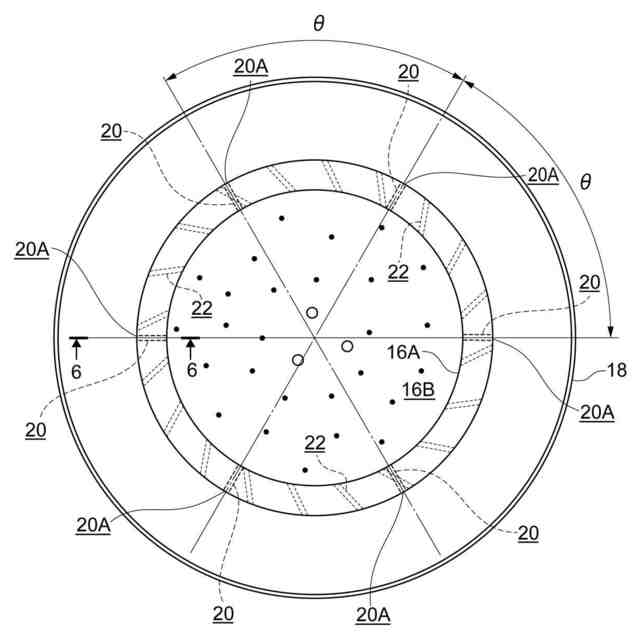
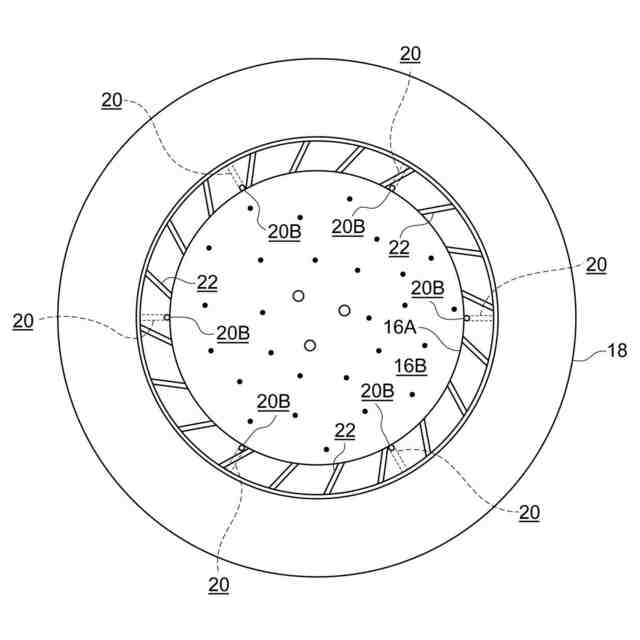
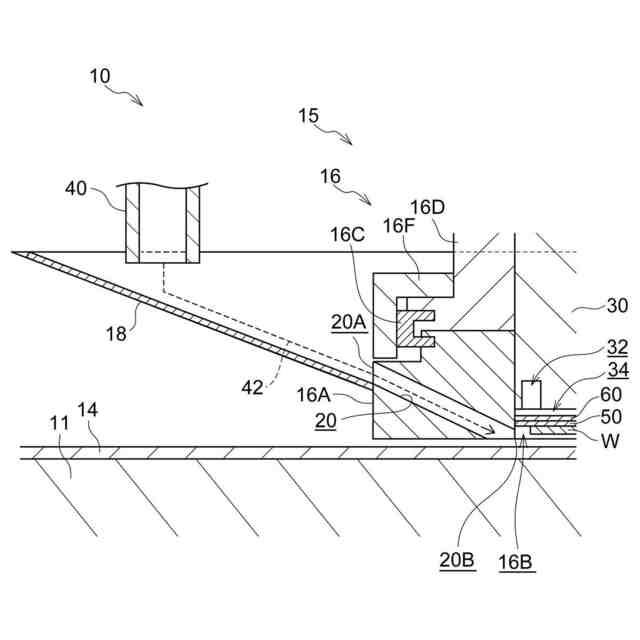
【解決手段】CMP装置10は、回転可能なプラテン11と、回転可能な研磨ヘッド15と、研磨ヘッド15に保持され下面が研磨パッド14の上面に対向し内側にワークが配置されるリテーナリング16と、内縁の側がリテーナリング16の外面に取り付けられ径方向においてリテーナリング16よりも外側に突出し上面上をスラリー42が流れる受け部材18と、リテーナリング16の外面で外部に露出する部分に開口し受け部材18からスラリー42が流入する流入口20Aと、リテーナリング16の内側でワークが配置される空間(収容部16B)に開口し流入口20Aから連通しワークWが配置される空間(収容部16B)にスラリー42が流出する流出口20Bと、を備える。
【選択図】図6
特許請求の範囲
【請求項1】
上部に研磨パッドを有し回転可能なプラテンと、
前記研磨パッドの上側に配置され回転可能な研磨ヘッドと、
前記研磨ヘッドに保持され、下面が前記研磨パッドの上面に対向し、内側にワークが配置されるリテーナリングと、
内縁の側が前記リテーナリングの外面に取り付けられ径方向において前記リテーナリングよりも外側に突出し、上面上をスラリーが流れる受け部材と、
前記リテーナリングの外面で外部に露出する部分に開口し前記受け部材から前記スラリーが流入する流入口と、
前記リテーナリングの内側で前記ワークが配置される空間に開口し、前記流入口から連通し、前記ワークが配置される前記空間に前記スラリーが流出する流出口と、
を備える、CMP装置。
続きを表示(約 720 文字)
【請求項2】
前記受け部材の前記上面は、外縁の側から内縁の側に向かうに従って低くなる、
請求項1に記載のCMP装置。
【請求項3】
前記受け部材の前記上面上に前記スラリーを移送するスラリー移送装置を備える、
請求項1又は2に記載のCMP装置。
【請求項4】
前記スラリーは、SiC基板研磨用のスラリーである、
請求項1又は2に記載のCMP装置。
【請求項5】
内縁の側がリテーナリングの外面に取り付けられ径方向において前記リテーナリングよりも外側に突出し、上面上をスラリーが流れる受け部材と、前記リテーナリングの外面で外部に露出する部分に開口し前記受け部材から前記スラリーが流入する流入口と、前記リテーナリングの内側でワークが配置される空間に開口し、前記流入口から連通し、前記ワークが配置される前記空間に前記スラリーが流出する流出口と、を備えるCMP装置を用いて、
前記受け部材の前記上面上に前記スラリーを移送する工程と、
移送された前記スラリーを前記受け部材の前記上面上で前記リテーナリングに向かって流す工程と、
流れた前記スラリーを研磨ヘッドに保持された前記リテーナリングの前記流入口と前記流出口とを経由して前記ワークが配置される前記空間に導くことによってプラテンの上部の研磨パッドに接触させる工程と、
前記研磨ヘッドと前記プラテンとを回転させつつ、前記リテーナリングの内側に配置された前記ワークを前記研磨パッドに押し付けることによって前記ワークを研磨する工程と、
を含む、CMP装置を用いた研磨済ワークの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、CMP装置及びCMP装置を用いた研磨済ワークの製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
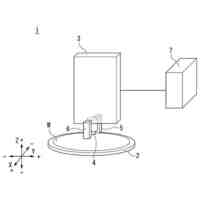
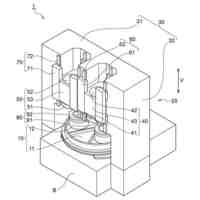
従来、特許文献1~3のように、化学機械研磨(Chemical Mechanical Polishing,CMP)装置を用いた研磨処理において、半導体基板のウェーハ等のワークを研磨剤のスラリーを用いて研磨することが知られている。CMP装置は、例えば、上部に研磨パッドを有する回転可能なプラテンと、研磨パッドの上側に配置された回転可能な研磨ヘッドとを備える。研磨ヘッドの下部には、下面が研磨パッドの上面に対向するリテーナリングが保持される。
【0003】
リテーナリングの内側にはワークが配置される。研磨パッドの上面上及びリテーナリングの下面上のうち少なくとも一方には、スラリーを供給するための溝が形成される。リテーナリングの下面上の溝は、リテーナリングの外周面に開口する。
【0004】
まず、ワークに供給されるスラリーは、例えば、スラリー供給源から研磨パッドまで移送されると共に、研磨パッドの上面上であって研磨ヘッドが配置されていない領域に上側から滴下される。そして、研磨パッドの上面に滴下されたスラリーを、研磨パッドの上面上の溝、又は、リテーナリングの下面上の溝を通して、研磨パッドの側へ流動させる。研磨パッドの外周面に到達したスラリーは、溝を通って研磨ヘッドの外側から内側に進入すると共に、溝によってリテーナリングの内側のワークの位置まで導かれる。
【先行技術文献】
【特許文献】
【0005】
特開2004-518270号公報
特開2004-288727号公報
特開2003-220553号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、研磨処理の際、研磨ヘッドは、比較的高速で回転すると共に、研磨ヘッドの下部のリテーナリングの外周面も高速で回転する。このため、研磨パッドの外周面に到達したスラリーが高速回転するリテーナリングの外周面に弾かれ、たとえ溝が形成されていてもスラリーが、リテーナリングの内側に進入し難くなる。
【0007】
このため、外部から滴下させるスラリーの量を増やす必要が生じる、又は、研磨処理に必要な量のスラリーをワークの位置に導くことができないままCMP装置から排出されるスラリーの量が増えてしまう。これにより、研磨処理におけるスラリーの消費量が全体的に増大するという問題がある。スラリーの消費量が増大すると、環境への影響も大きくなるため、近年、環境対策の観点から、スラリーの消費量の抑制が求められている。
【0008】
ここで、溝を用いることなくスラリーをワークの位置に導く技術に関し、特許文献1~3では、研磨ヘッドの内部を上側から下側まで貫通する内部経路が、スラリーを供給する流路の一部として用いられる。しかし、研磨ヘッドの上側から下側まで貫通する内部経路が用いられる場合、スラリー供給源から研磨パッドまでスラリーを移送するための配管と回転する研磨ヘッドの上部とを連結する、ロータリージョイント等の連結部材が、スラリー供給機構の一部として必要になる。
【0009】
連結部材は、研磨ヘッドの回転を阻害することなく、連結部からのスラリーの漏れを防止する必要があるため、比較的複雑な構造を有する。このため、特許文献1~3の場合、スラリー供給機構の構造が全体的に複雑になり、スラリー供給機構の実現が難しいという問題がある。
【0010】
本開示は、研磨ヘッドの上側から下側まで貫通する内部経路が設けられる場合に比べてスラリー供給機構をより簡易に実現できると共に、スラリーの消費量を抑制できる技術を提供する。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社東京精密
加工装置
8日前
株式会社東京精密
プローバ
17日前
株式会社東京精密
プローバ
13日前
株式会社東京精密
加工装置
13日前
株式会社東京精密
加工装置
27日前
株式会社東京精密
プローバ
14日前
株式会社東京精密
加工装置
27日前
株式会社東京精密
加工装置
6日前
株式会社東京精密
プローバ
7日前
株式会社東京精密
加工装置
8日前
株式会社東京精密
プローバ
8日前
株式会社東京精密
搬送装置
6日前
株式会社東京精密
研削装置
6日前
株式会社東京精密
加工方法
8日前
株式会社東京精密
研削装置
2日前
株式会社東京精密
プローバ
27日前
株式会社東京精密
亀裂測定器
6日前
株式会社東京精密
亀裂測定器
6日前
株式会社東京精密
電池検査装置
17日前
株式会社東京精密
レーザ加工装置
6日前
株式会社東京精密
レーザ加工装置
6日前
株式会社東京精密
レーザ加工装置
6日前
株式会社東京精密
半導体製造装置
6日前
株式会社東京精密
ダイシング装置
6日前
株式会社東京精密
ダイシング装置
2日前
株式会社東京精密
テープ貼付装置
6日前
株式会社東京精密
ハブレスブレード
8日前
株式会社東京精密
スラリー供給装置
28日前
株式会社東京精密
校正方法及び校正装置
13日前
株式会社東京精密
ケーブルのガイド方法
6日前
株式会社東京精密
加工装置及び加工方法
6日前
株式会社東京精密
収容ボックスシステム
7日前
株式会社東京精密
ウェーハの面取り装置
6日前
株式会社東京精密
ウェーハの面取り装置
6日前
株式会社東京精密
吸着装置及び研削装置
6日前
株式会社東京精密
CMP装置及び研磨方法
7日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ