TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025139042
公報種別
公開特許公報(A)
公開日
2025-09-26
出願番号
2024037760
出願日
2024-03-12
発明の名称
被圧延材のキャンバー予測方法、熱延鋼板の製造方法、被圧延材のキャンバー予測モデルの生成方法及び、被圧延材のキャンバー予測装置
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B21B
37/00 20060101AFI20250918BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】 粗圧延によって被圧延材に形成されるキャンバーを予測する被圧延材のキャンバー予測方法等を提供する。
【解決手段】
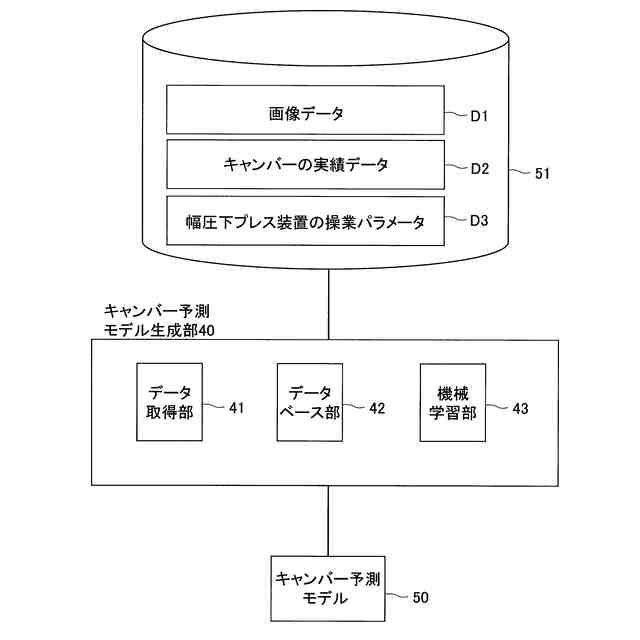
加熱及び、幅圧下がなされた被圧延材に対して、粗圧延がなされた際の前記被圧延材のキャンバーを予測する被圧延材のキャンバー予測方法である。被圧延材のキャンバー予測方法は、前記加熱がなされかつ、前記幅圧下がなされる前の前記被圧延材の幅方向及び、長手方向の表面温度を測定する温度取得工程と、前記温度取得工程において前記表面温度に基づいて、前記被圧延材の位置及び、形状を取得する位置情報取得工程と、前記被圧延材の位置及び、形状並びに、前記表面温度を対応付けた画像データを生成する画像データ生成工程と、前記画像データを入力データ、前記被圧延材のキャンバーを出力データとする、機械学習により学習されたキャンバー予測モデルを用いて、前記粗圧延工程がなされた前記被圧延材のキャンバーを予測する予測工程と、を含む。
【選択図】図1
特許請求の範囲
【請求項1】
加熱及び、幅圧下がなされた被圧延材に対して、粗圧延がなされた際の前記被圧延材のキャンバーを予測する、被圧延材のキャンバー予測方法であって、
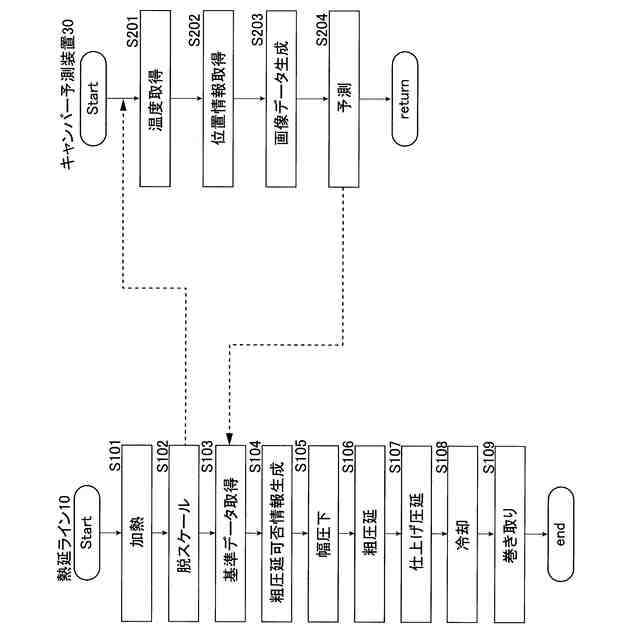
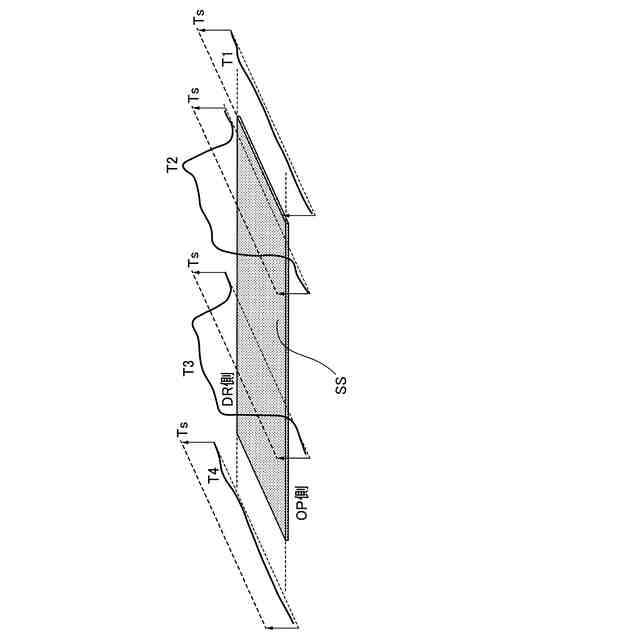
前記加熱がなされた後でありかつ、前記幅圧下がなされる前の前記被圧延材の幅方向及び、長手方向の表面温度を取得する温度取得工程と、
前記温度取得工程において取得される前記表面温度に基づいて、前記被圧延材の位置及び、形状を取得する位置情報取得工程と、
前記被圧延材の位置及び、形状並びに、前記表面温度を対応付けた画像データを生成する画像データ生成工程と、
前記画像データを入力データ、前記キャンバーを出力データとする、機械学習により学習されたキャンバー予測モデルを用いて、前記粗圧延がなされた際の前記被圧延材のキャンバーを予測する予測工程と、を含む、被圧延材のキャンバー予測方法。
続きを表示(約 1,400 文字)
【請求項2】
前記幅圧下は、前記被圧延材の変形に影響を生じ得る複数の操業パラメータを用いて実行され、
前記キャンバー予測モデルは、前記入力データとして、前記幅圧下の複数の前記操業パラメータのうちの少なくとも1つと、前記画像データと、を用いて機械学習により学習される、請求項1に記載の被圧延材のキャンバー予測方法。
【請求項3】
前記温度取得工程は、走査型放射温度計を用いて行われる、請求項1に記載の被圧延材のキャンバー予測方法。
【請求項4】
前記温度取得工程は、走査型放射温度計を用いて行われる、請求項2に記載の被圧延材のキャンバー予測方法。
【請求項5】
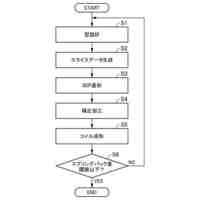
請求項1~4のいずれか1項に記載の被圧延材のキャンバー予測方法を用いた、熱延鋼板の製造方法であって、
前記粗圧延の実行の可否の基準となる前記キャンバーの基準データを取得する基準データ取得工程と、
前記予測工程で予測された前記キャンバー及び、前記基準データに応じて前記粗圧延を実行する粗圧延工程と、を含む、熱延鋼板の製造方法。
【請求項6】
前記予測工程で予測された前記キャンバー及び、前記基準データに基づいて、前記粗圧延に適した被圧延材であるか否かを判定した粗圧延可否情報を生成する可否情報生成工程を有し、
前記粗圧延工程において、前記粗圧延可否情報に基づいて、前記粗圧延の対象から特定の前記被圧延材を除外して前記粗圧延を行う、請求項5に記載の熱延鋼板の製造方法。
【請求項7】
加熱及び、幅圧下がなされた被圧延材に対して、粗圧延がなされた際の前記被圧延材のキャンバーを予測するためのキャンバー予測モデルを生成する被圧延材のキャンバー予測モデルの生成方法であって、
前記加熱がなされた後でありかつ、前記幅圧下がなされる前の前記被圧延材の幅方向及び、長手方向の表面温度を取得する温度取得工程と、
前記温度取得工程において取得される前記表面温度に基づいて、前記被圧延材の位置及び、形状を取得する位置情報取得工程と、
前記被圧延材の位置及び、形状並びに、前記表面温度を対応付けた画像データを生成する画像データ生成工程と、
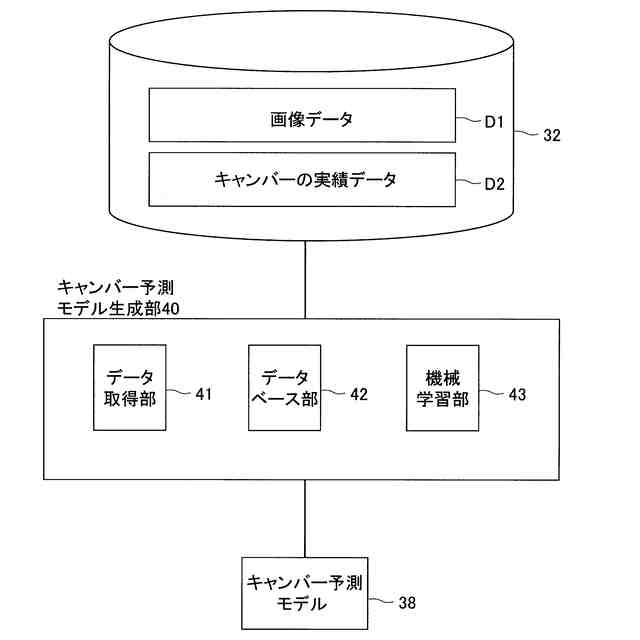
前記画像データを入力データ、前記キャンバーを出力データとした、複数の学習用データを用いた機械学習によって、前記粗圧延がなされた被圧延材のキャンバーを予測するキャンバー予測モデルを生成するキャンバー予測モデル生成工程を含む、被圧延材のキャンバー予測モデルの生成方法。
【請求項8】
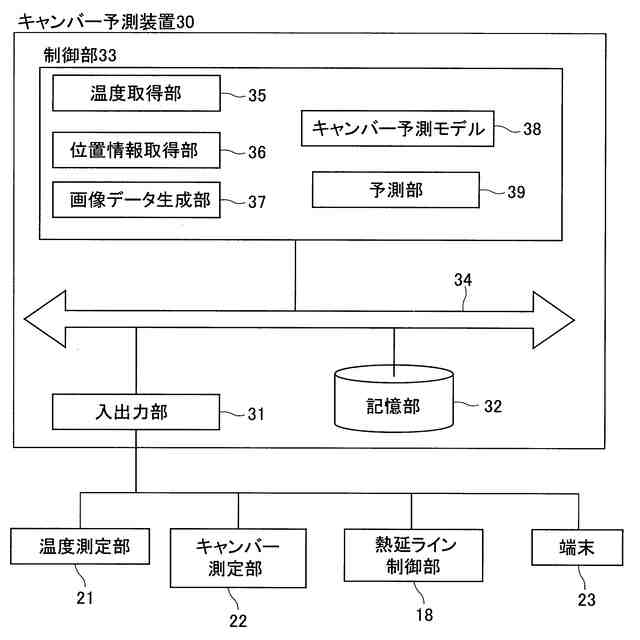
加熱及び、幅圧下がなされた被圧延材に対して、粗圧延がなされた際の前記被圧延材のキャンバーを予測する、被圧延材のキャンバー予測装置であって、
前記加熱がなされた後でありかつ、前記幅圧下がなされる前の前記被圧延材の幅方向及び、長手方向の表面温度を取得する温度取得部と、
前記温度取得部において取得される前記表面温度に基づいて、前記被圧延材の位置及び、形状を取得する位置情報取得部と、
前記被圧延材の位置及び、形状並びに、前記表面温度を対応付けた画像データを生成する画像データ生成部と、
前記画像データを入力データ、前記キャンバーを出力データとする、機械学習により学習されたキャンバー予測モデルを用いて、前記粗圧延がなされた前記被圧延材のキャンバーを予測する予測部と、を含む、被圧延材のキャンバー予測装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、加熱及び、幅圧下がなされた被圧延材に対して、粗圧延がなされた際の被圧延材のキャンバーを予測する被圧延材のキャンバー予測方法、熱延鋼板の製造方法、被圧延材のキャンバー予測モデルの生成方法及び、被圧延材のキャンバー予測装置に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
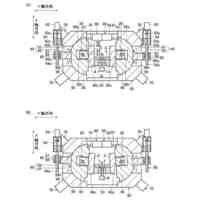
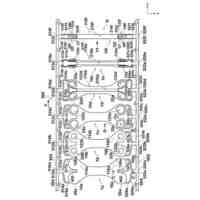
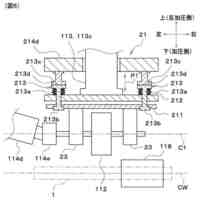
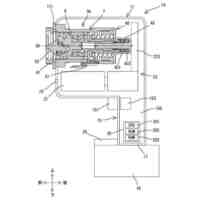
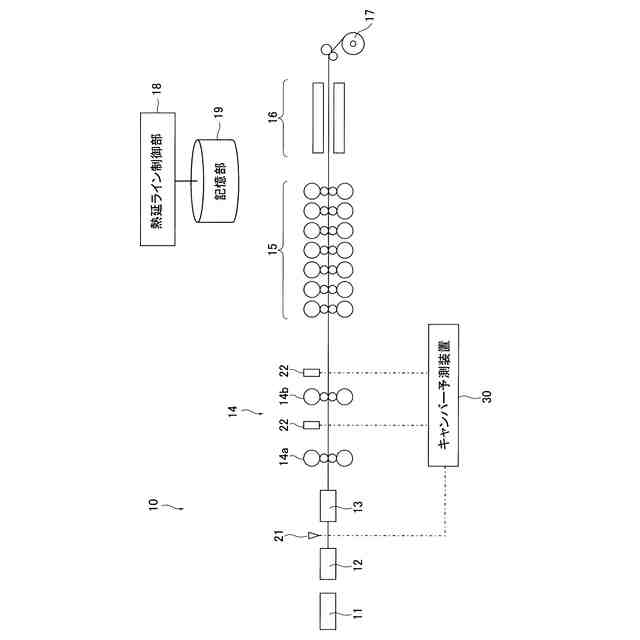
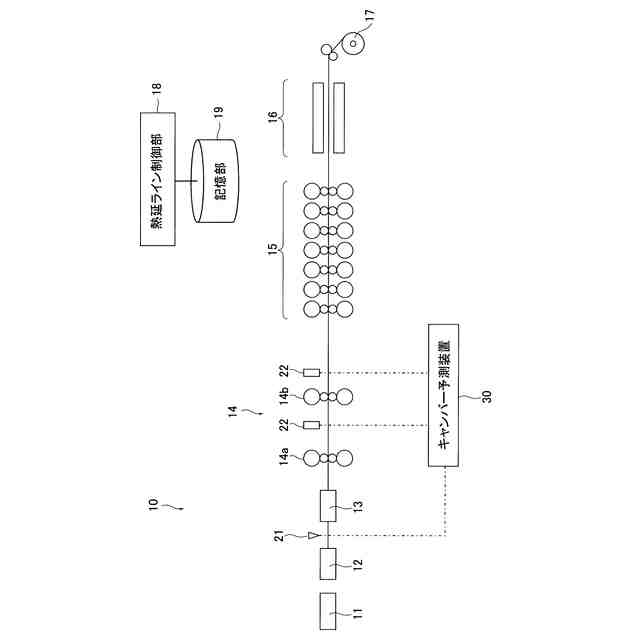
金属板の製造ラインとして、熱延ラインが挙げられる。熱延ラインは、被圧延材を加熱する加熱炉と、被圧延材に脱スケールを行うデスケーリング装置と、脱スケールされた被圧延材に幅圧下を行う幅圧下プレス装置と、幅圧下された被圧延材に粗圧延を行う粗圧延機と、被圧延材に仕上圧延を行う仕上圧延機と、を備える。
【0003】
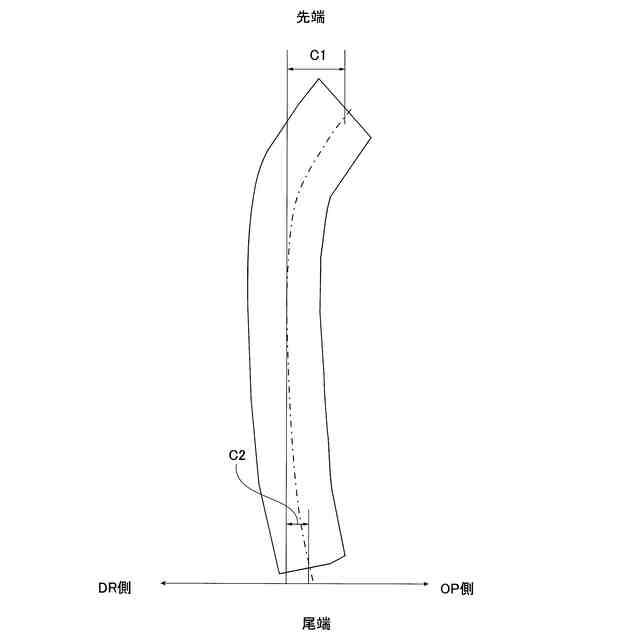
熱延ラインにおいては、被圧延材にキャンバーと称される曲がりが発生する場合がある。被圧延材にキャンバーが発生すると、被圧延材が粗圧延機や仕上圧延機のサイドガイド等の機器と接触し、トラブルが発生する恐れがある。
【0004】
特に、被圧延材のキャンバーが大きくなるにしたがって、粗圧延機や仕上圧延機の圧延ロールへの噛み込み不良や、付帯設備の破損が生じる可能性が高まる。このように、被圧延材のキャンバーは、製品の歩留まりの低下や、熱延ラインの稼働率の低下を招く点で問題となる。
【0005】
そこで、被圧延材のキャンバーを低減することが行われている。例えば、特許文献1には、被圧延材の幅方向で温度偏差がある場合、一対の金型を搬送ライン方向に相対移動させ、被圧延材に曲げ力を加えながら幅圧下することが開示されている。
【0006】
また、特許文献2には、幅圧下前及び幅圧下後の少なくとも一方で取得される被圧延材の情報に基づいて、幅圧下プレス装置に対する被圧延材の入射角を変化させることが開示されている。
【0007】
特許文献3には、粗圧延機の作業側の予測荷重及び、駆動側の予測荷重の和、作業側の予測荷重及び、駆動側の予測荷重の差並びに、被圧延材の幅方向の温度分布に基づいて、粗圧延機におけるレベリング量を演算することが開示されている。
【先行技術文献】
【特許文献】
【0008】
特開平3-254301号公報
特許第6103158号公報
特開2019-123004号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
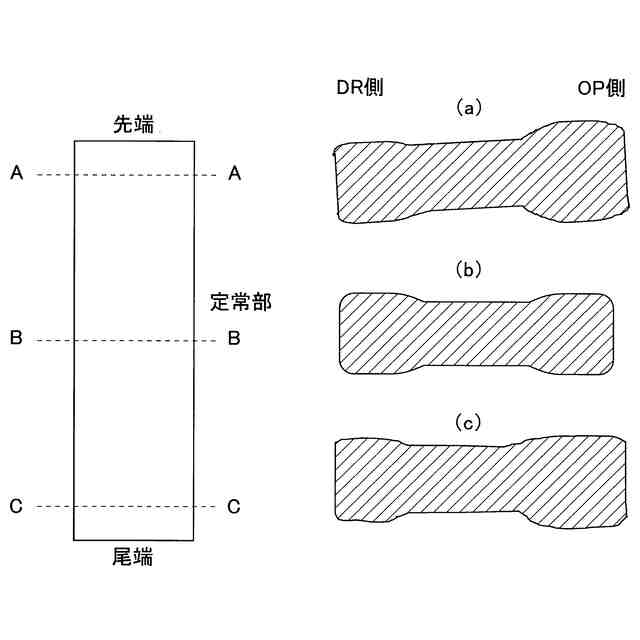
しかしながら、特許文献1に開示された技術では、被圧延材の断面における幅方向の両端部近傍の厚み形状、いわゆる、ドッグボーン形状が、作業側と駆動側とで不均一になる恐れがある。そのため、幅圧下後の被圧延材を粗圧延機により圧延する際に、キャンバーが発生する恐れがある。
【0010】
特許文献2では、被圧延材の情報として幅圧下前の被圧延材の幅方向の温度分布が挙げられ、温度分布に応じて被圧延材の入射角を変化することが行われている。しかし、被圧延材の幅方向の温度分布自体は、幅圧下プレス装置による幅圧下を行っても解消されないため、幅圧下後の被圧延材を粗圧延機により圧延する際にキャンバーが発生する問題がある。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
ヘッダー加工機
3か月前
日東精工株式会社
中空軸部品の製造方法
3か月前
日伸工業株式会社
プレス加工装置
3か月前
株式会社不二越
NC転造盤
2か月前
オムロン株式会社
導線折り曲げ治具
1か月前
株式会社アマダ
曲げ金型
29日前
トヨタ紡織株式会社
プレス金型
8日前
トヨタ紡織株式会社
プレス金型
3か月前
東栄工業株式会社
ダブルデッキヘミング金型
2か月前
株式会社アマダ
曲げ加工機
3か月前
トヨタ自動車株式会社
打ち抜き加工方法
4か月前
ユニオンツール株式会社
転造ダイスセット
2か月前
浙江飛剣工貿有限公司
二重片口の製造方法
3か月前
ユニプレス株式会社
プレス加工装置
1か月前
株式会社吉野機械製作所
プレス機械
3か月前
株式会社三明製作所
転造装置
29日前
トヨタ自動車株式会社
電磁鋼板の成形方法
2か月前
株式会社TMEIC
制御システム
3か月前
東京精密発條株式会社
金属板の曲げ加工装置
18日前
株式会社アマダ
プレスブレーキ
2か月前
JFEスチール株式会社
熱延鋼板の製造方法
2か月前
株式会社TMEIC
誘導加熱装置
3か月前
トヨタ自動車株式会社
鋼板部材及びその製造方法
22日前
トヨタ自動車株式会社
金属部材の製造方法
19日前
株式会社今井金箔
金属箔製造方法、及び、金属箔
29日前
トヨタ紡織株式会社
パンチ及びプレス金型
4か月前
三協オイルレス工業株式会社
リフタユニット
2か月前
トリックス株式会社
セレーションの製造方法
1か月前
日産自動車株式会社
逐次成形方法
2か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
4か月前
株式会社SIMA.I
転造盤
2日前
トヨタ自動車株式会社
成形型の造形方法
1か月前
株式会社エフテック
アーム部材の製造方法
4か月前
株式会社佐藤製作所
エルボ製品の製造方法及び装置
1か月前
株式会社ジェイテクト
転造盤
3か月前
株式会社マキタ
フレア形成工具
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ