TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025138126
公報種別
公開特許公報(A)
公開日
2025-09-25
出願番号
2024037024
出願日
2024-03-11
発明の名称
連続式押出機
出願人
株式会社神戸製鋼所
代理人
弁理士法人三協国際特許事務所
主分類
B29B
7/58 20060101AFI20250917BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】バレルを分解又は移動させることなく、ジャンクションボックスを減速機から取り外せるようにする。
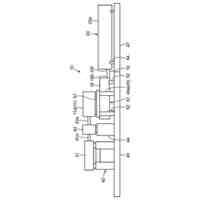
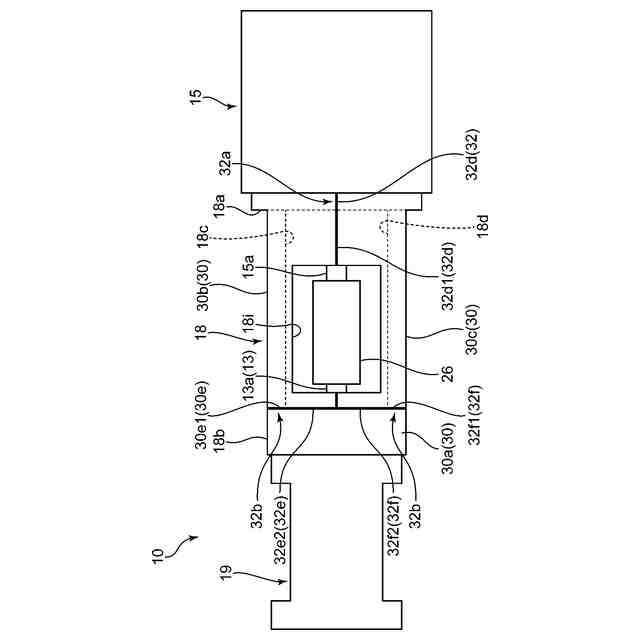
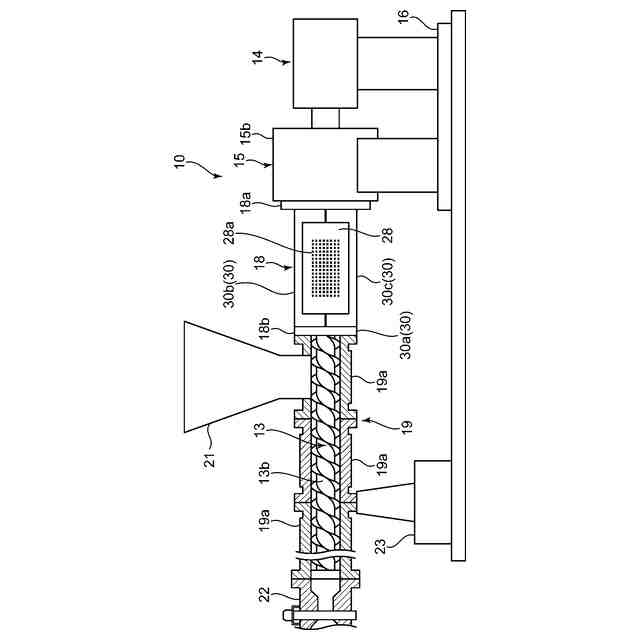
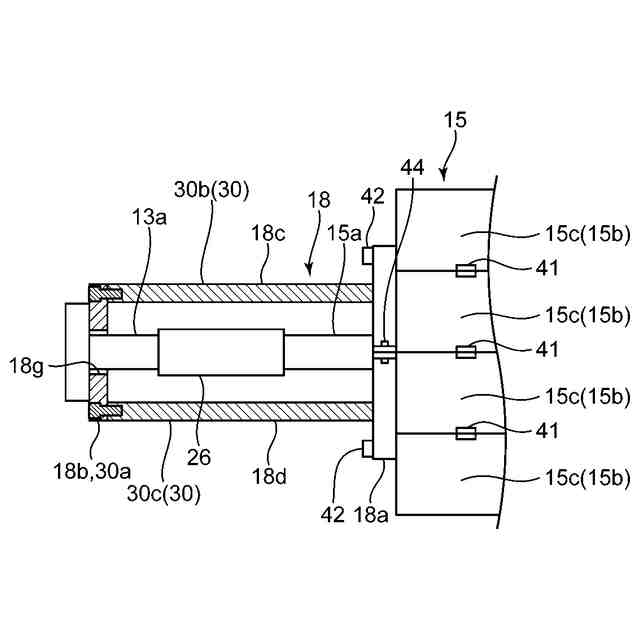
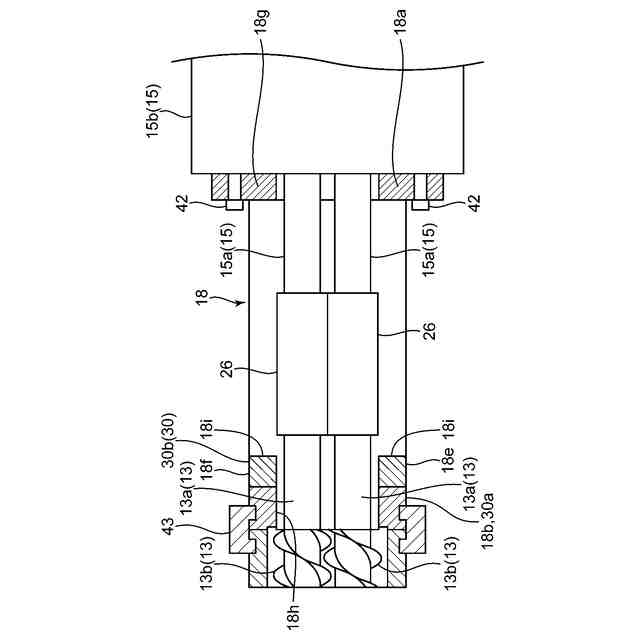
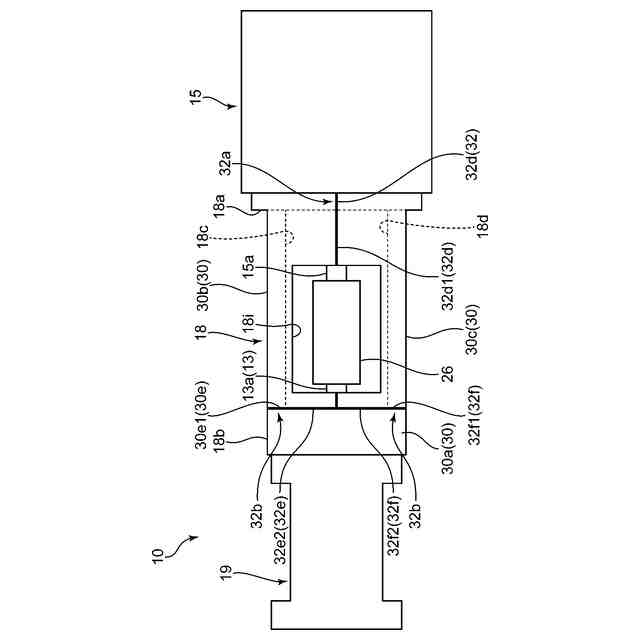
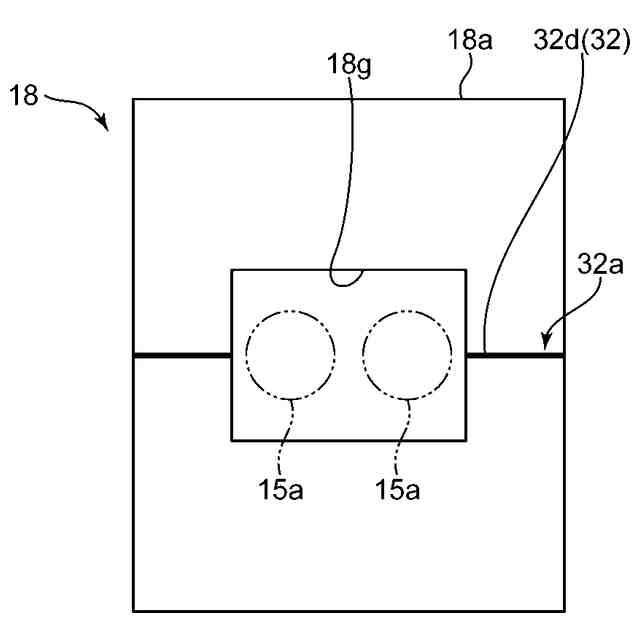
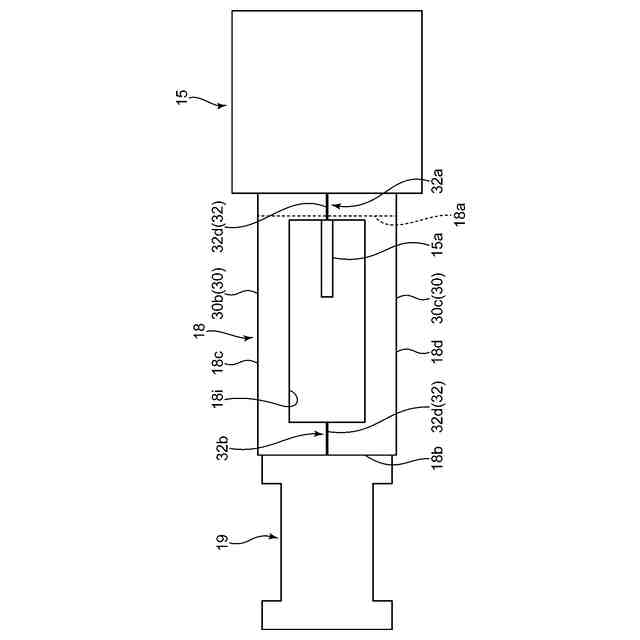
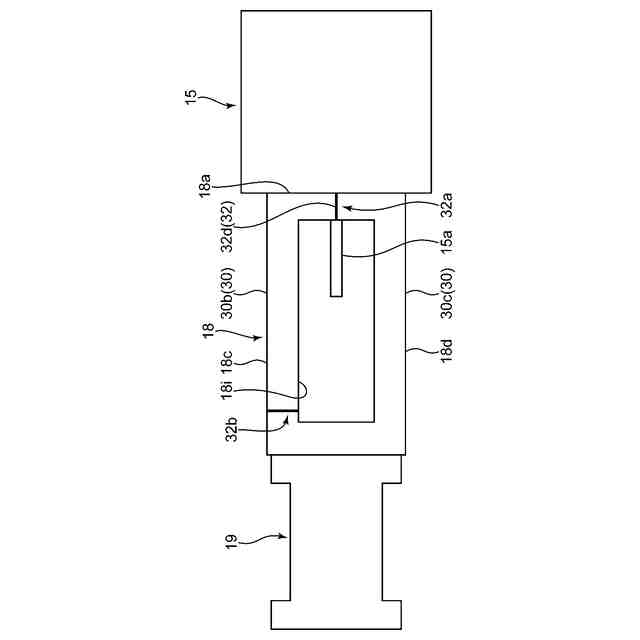
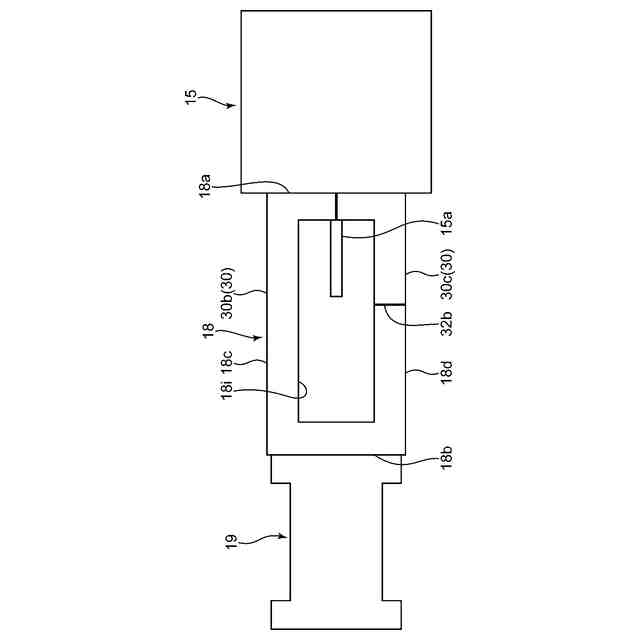
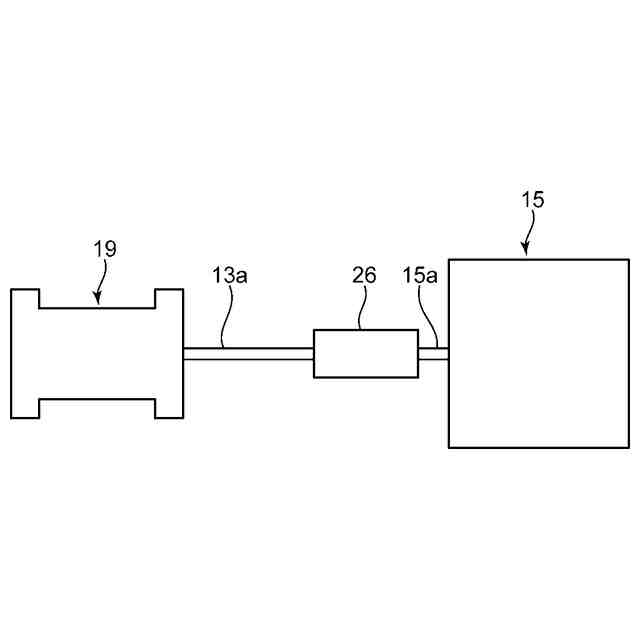
【解決手段】連続式押出機は、減速機15と、スクリュシャフト13を格納するバレル19と、減速機15の出力軸15aをスクリュシャフト13の回転軸13aに連結するカップリング26と、減速機15とバレル19との間に配置されたジャンクションボックス18と、を備える。ジャンクションボックス18の減速機側壁18aは、減速機15の出力軸15aを通過させる貫通孔を有する。ジャンクションボックス18を構成する複数のボディパーツ30同士の境界となる分割面には、貫通孔を横断しつつ減速機側壁18aを分割する第1分割面32aと、プレート30aを他のボディパーツから分割する第2分割面32bと、が含まれる。
【選択図】図4
特許請求の範囲
【請求項1】
駆動モータと、
出力軸を有し、前記出力軸の回転数を前記駆動モータの回転数に対して低減させる減速機と、
回転軸を有するスクリュシャフトと、
前記スクリュシャフトを格納するバレルと、
前記減速機の前記出力軸と前記スクリュシャフトの前記回転軸とを互いに連結するためのカップリングと、
少なくとも減速機側壁とバレル側壁と天井壁と底壁とを有し、前記カップリングを格納しつつ前記減速機と前記バレルとの間に配置されたジャンクションボックスと、
を備え、
前記カップリングは、前記出力軸と前記回転軸とを互いに連結した連結状態と、前記出力軸と前記回転軸との連結を解除した解除状態とを取り得るように構成されており、
前記減速機側壁は、前記減速機の前記出力軸を通過させる貫通孔を有し、
前記ジャンクションボックスは、分割された複数のボディパーツを有しており、
前記複数のボディパーツ同士の境界となる分割面には、前記貫通孔を横断しつつ前記減速機側壁を分割する第1分割面と、前記バレル側壁、前記天井壁及び前記底壁のうちの一部を他部から分割する第2分割面と、が含まれる、連続式押出機。
続きを表示(約 2,000 文字)
【請求項2】
前記複数のボディパーツのうちの一部のボディパーツは、前記第1分割面及び前記第2分割面で他のボディパーツから分離されると、前記出力軸を通過可能な空間を開放させる形状に形成されている、請求項1に記載の連続式押出機。
【請求項3】
前記スクリュシャフトは、軸方向に移動可能であり、
前記出力軸または前記回転軸の軸方向における前記ジャンクションボックスの前記バレル側壁から前記出力軸の先端までの長さが、前記カップリングの前記軸方向の長さよりも長い、請求項1に記載の連続式押出機。
【請求項4】
前記スクリュシャフトの軸方向に前記ジャンクションボックスを見たときの左右方向を側方とした場合において、前記ジャンクションボックスは、前記側方の壁部が開口している、または前記側方の壁部の一部に開口が形成されている構造であり、
前記開口は、上下方向の長さが前記カップリングの上下方向の長さよりも長く、かつ、軸方向長さが前記カップリングの軸方向長さよりも長く形成されており、かつ、前記カップリングを前記側方から取り出し可能な位置に設けられている、請求項3に記載の連続式押出機。
【請求項5】
前記ジャンクションボックスは、前記開口を覆うカバーを更に有する、請求項4に記載の連続式押出機。
【請求項6】
前記カバーは、前記カップリングの少なくとも一部分と対向する領域にメッシュ構造を有する、請求項5に記載の連続式押出機。
【請求項7】
前記ジャンクションボックスを構成する前記複数のボディパーツには、前記天井壁および前記底壁を構成する1又は複数のボディパーツとは別個の部材で構成されるとともに、前記バレル側壁を単体で構成するプレートが含まれ、
前記プレートは、前記天井壁および前記底壁を構成する1又は複数のボディパーツよりも硬度の高い材質で構成されるとともに、前記バレルに結合される、請求項1に記載の連続式押出機。
【請求項8】
駆動モータと、
減速機と、
出力軸を有し、前記出力軸の回転数を前記駆動モータの回転数に対して低減させる減速機と、
回転軸を有するスクリュシャフトと、
前記スクリュシャフトを格納するバレルと、
前記減速機の前記出力軸と前記スクリュシャフトの前記回転軸とを互いに連結するためのカップリングと、
前記カップリングを格納しつつ前記減速機と前記バレルとの間に配置されたジャンクションボックスと、
を備え、
前記カップリングは、前記出力軸と前記回転軸とを互いに連結した連結状態と、前記出力軸と前記回転軸との連結を解除して前記出力軸から取り外された解除状態とを取り得るように構成されており、
前記ジャンクションボックスは、分割された複数のボディパーツを組み合わせた構成であり、
前記複数のボディパーツには、前記減速機の前記出力軸を通過させる貫通孔が形成された減速機側壁を有するとともに前記減速機に対して着脱可能な減速機側パーツが含まれ、
前記減速機側パーツ以外のボディパーツである他パーツは、前記減速機側パーツ及び前記バレル間に配置されるとともに、前記減速機側パーツ及び前記バレルから取り外し可能であり、
前記カップリングの軸方向長さは、前記バレルと前記減速機の前記出力軸との間の間隔長さよりも短く、前記減速機側パーツの軸方向長さは、前記バレルと前記出力軸との間の間隔長さよりも短い、連続式押出機。
【請求項9】
前記スクリュシャフトの軸方向から前記ジャンクションボックスを見たときの左右方向を側方とした場合において、前記ジャンクションボックスは、前記側方の壁部が開口している、または前記側方の壁部の一部に開口が形成されている構造であり、
前記他パーツは、前記バレルと前記カップリングの間の長さよりも軸方向長さの短い壁部を有しており、
前記減速機側パーツと前記他パーツとの境界となる分割面は、前記開口を横断している、請求項8に記載の連続式押出機。
【請求項10】
前記スクリュシャフトの軸方向から前記ジャンクションボックスを見たときの左右方向を側方とした場合において、前記ジャンクションボックスは、前記側方の壁部が開口している、または前記側方の壁部の一部に開口が形成されている構造であり、
前記開口の上下方向の長さが、前記カップリングの上下方向長さよりも長く、前記開口の軸方向長さが、前記カップリングの軸方向長さよりも長く、
前記開口は、前記カップリングを前記側方から取り出し可能な位置に設けられている、請求項8に記載の連続式押出機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、連続式押出機に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
従来、下記特許文献1に開示されているように、スクリュシャフトをモータで駆動することによって材料を連続的に押し出す連続式押出機が知られている。特許文献1には図28に示す連続式押出機が開示されている。この押出機は、基台81上に設置されたモータ82および減速機83と、複数のバレルピース84aを軸方向に並べた構成でありスクリュシャフトが格納されたバレル84と、減速機83及びバレル84間に配置されたジャンクションボックス85と、ダイヘッド86と、を有する。ジャンクションボックス85内において、スクリュシャフトの軸91と減速機83の軸92とが互いに接続されている。ジャンクションボックス85に隣接するバレルピース84aには材料投入口94が設けられており、投入された材料はバレル84内をスクリュシャフトによって軸方向に送られ、ダイヘッド86を通して押し出される。
【0003】
下記特許文献2には、図29に示すように、ジャンクションボックス85内に配置され、減速機83の軸92とスクリュシャフトの回転軸91とを連結するカップリング95が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開平11-179786号公報
特開平6-179212号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に開示された連続式押出機では、減速機83のメンテナンスが必要である。メンテナンス時には減速機83を分解する必要があるが、その際には、減速機83の筐体を分割又は分解する工程の前工程として、ジャンクションボックス85を減速機83から取り外して邪魔にならない場所へ移動させる必要がある。なお、減速機83の筐体を分割又は分解する前準備として、モータ82と減速機83を単体で移動できればいいが、減速機83およびモータ82はサイズが非常に大きく、しかも重量も非常に重いため、減速機83およびモータ82を移動させることは現実的ではない。
【0006】
ジャンクションボックス85を減速機83から取り外すには、バレル84を軸方向に移動させる必要があるが、そのためには、多数のバレルピース84aからなるバレル84を分解して移動させる必要があるため、非常に労力を要する。
【0007】
そこで、本発明は、前記従来技術を鑑みてなされたものであり、その目的とするところは、バレルを分解又は移動させることなく、ジャンクションボックスを減速機から取り外せることが可能な連続式押出機を提供することにある。
【課題を解決するための手段】
【0008】
前記の目的を達成するため、本発明に係る連続式押出機は、駆動モータと、出力軸を有し、前記出力軸の回転数を前記駆動モータの回転数に対して低減させる減速機と、回転軸を有するスクリュシャフトと、前記スクリュシャフトを格納するバレルと、前記減速機の前記出力軸と前記スクリュシャフトの前記回転軸とを互いに連結するためのカップリングと、少なくとも減速機側壁とバレル側壁と天井壁と底壁とを有し、前記カップリングを格納しつつ前記減速機と前記バレルとの間に配置されたジャンクションボックスと、を備える。前記カップリングは、前記出力軸と前記回転軸とを互いに連結した連結状態と、前記出力軸と前記回転軸との連結を解除した解除状態とを取り得るように構成されている。前記減速機側壁は、前記減速機の前記出力軸を通過させる貫通孔を有する。前記ジャンクションボックスは、分割された複数のボディパーツを有しており、前記複数のボディパーツ同士の境界となる分割面には、前記貫通孔を横断しつつ前記減速機側壁を分割する第1分割面と、前記バレル側壁、前記天井壁及び前記底壁のうちの一部を他部から分割する第2分割面と、が含まれる。
【0009】
本発明に係る連続式押出機では、ジャンクションボックスの減速機側壁が、減速機の出力軸が通過している貫通孔を横断する第1分割面によって分割されており、バレル側壁、天井壁及び底壁のうちの一部が、第2分割面によってバレル側壁、天井壁及び底壁のうちの他部から分割されている。このため、少なくとも減速機側壁を構成する一部のボディパーツを他のボディパーツから取り外すことが可能である。そして、少なくとも減速機側壁を構成する一部のボディパーツが取り外されることにより、減速機の出力軸が減速機側壁によって囲まれた状態が解消されるとともに、ジャンクションボックス内に収納されているカップリングを露出させることができる。この状態でカップリングを、減速機の出力軸とスクリュシャフトの回転軸との連結が解除された解除状態に操作することができる。したがって、出力軸を、取り外されたボディパーツによって開放された側に移動させることが可能となるため、減速機のメンテナンス時にバレルを軸方向に退避させる作業を行う必要がなくなり、減速機のメンテナンス作業の労力を軽減できる。なお、バレルが複数のバレルピースで構成される場合には、バレルを分解する作業が不要となる。
【0010】
前記複数のボディパーツのうちの一部のボディパーツは、前記第1分割面及び前記第2分割面で他のボディパーツから分離されると、前記出力軸を通過可能な空間を開放させる形状に形成されていてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社神戸製鋼所
ボルト用鋼
18日前
株式会社神戸製鋼所
浸炭窒化鋼材
18日前
株式会社神戸製鋼所
圧縮機ユニット
3日前
株式会社神戸製鋼所
焼結鉱の製造方法
22日前
株式会社神戸製鋼所
ステッピングモータ
3日前
株式会社神戸製鋼所
アルミニウム合金押出材
17日前
株式会社神戸製鋼所
異種金属接合体及びその製造方法
16日前
株式会社神戸製鋼所
溶接金属、溶接継手及び溶接構造物
2日前
株式会社神戸製鋼所
水素供給システムおよび水素供給方法
10日前
株式会社神戸製鋼所
カップリング組付用治具及び治具付き押出機
4日前
株式会社神戸製鋼所
アルミニウム合金熱間鍛造材及びその製造方法
15日前
株式会社神戸製鋼所
制御方法、溶接電源、溶接システム及び制御プログラム
2日前
株式会社神戸製鋼所
ガス供給システム改良方法及びガス供給システム改良装置
17日前
株式会社神戸製鋼所
サイドドア
18日前
株式会社神戸製鋼所
ジオポリマー組成物、ジオポリマー硬化体およびジオポリマー硬化体の製造方法
22日前
株式会社神戸製鋼所
ガスシールドアーク溶接用フラックス入りワイヤ及びガスシールドアーク溶接方法
2日前
株式会社神戸製鋼所
冷間圧延用の鋼板の製造方法および冷間圧延鋼板の製造方法
10日前
株式会社神戸製鋼所
遠隔監視システム、遠隔監視方法、データ処理装置、データ処理方法、端末装置およびその制御方法、並びにプログラム
8日前
個人
気泡緩衝材減容装置
1か月前
東レ株式会社
吹出しノズル
11か月前
豊田鉄工株式会社
金型
3か月前
CKD株式会社
型用台車
10か月前
シーメット株式会社
光造形装置
10か月前
東レ株式会社
フィルムの製造方法
7か月前
グンゼ株式会社
ピン
10か月前
東レ株式会社
フィルムの製造方法
3か月前
東レ株式会社
フィルムの製造方法
4か月前
株式会社FTS
ロッド
9か月前
個人
樹脂可塑化方法及び装置
9か月前
東レ株式会社
フィルムの製造方法。
3か月前
株式会社カワタ
計量混合装置
5か月前
日機装株式会社
加圧システム
6か月前
東レ株式会社
複合成形体の製造方法
18日前
トヨタ自動車株式会社
射出装置
7か月前
東レ株式会社
樹脂フィルムの製造方法
5か月前
株式会社漆原
シートの成形方法
5か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ