TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025134112
公報種別
公開特許公報(A)
公開日
2025-09-17
出願番号
2024031799
出願日
2024-03-04
発明の名称
プレス成形解析方法、及びプレス成形品の製造方法
出願人
JFEスチール株式会社
代理人
個人
主分類
B21D
22/00 20060101AFI20250909BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】プレス成形により板厚が増加する板厚増加部を有するプレス成形品のプレス成形解析の解析精度を向上させたプレス成形解析方法と、プレス成形品の寸法精度を向上させたプレス成形品の製造方法を提供する。
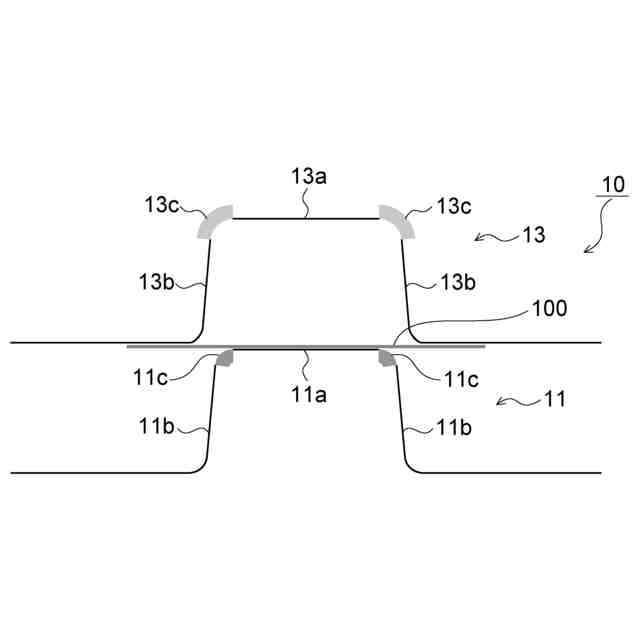
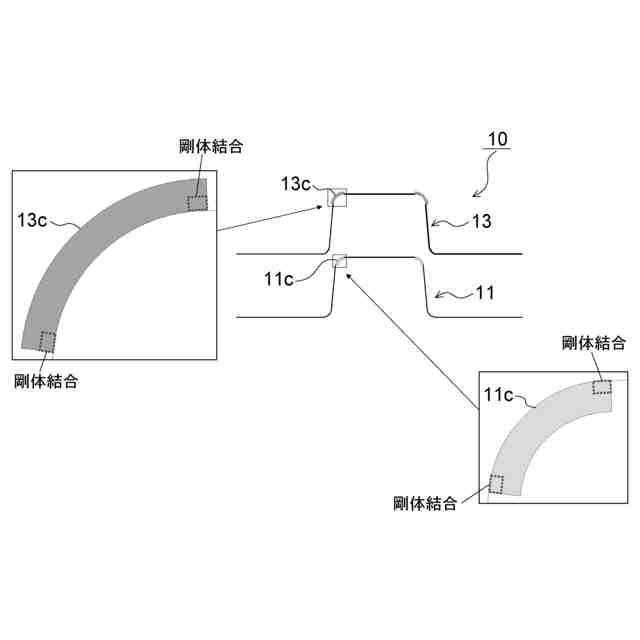
【解決手段】本発明に係るプレス成形解析方法は、プレス成形中に板厚が増加する曲げ肩部115を有するプレス成形品110のプレス成形解析において金型の弾性変形を考慮するものであって、プレス成形解析に用いる金型モデル10は、曲げ肩部115を成形する部位であって1層以上の弾性体ソリッド要素でモデル化された弾性体部位と、曲げ肩部115以外を成形する部位であって剛体シェル要素でモデル化された剛体部位と、を有し、弾性体部位と剛体部位との連結部の節点が剛体結合されているものである。
【選択図】 図1
特許請求の範囲
【請求項1】
プレス成形中に板厚が増加する板厚増加部を有するプレス成形品のプレス成形解析において金型の弾性変形を考慮するプレス成形解析方法であって、
前記プレス成形解析に用いる金型モデルは、
前記板厚増加部を成形する部位であって1層以上の弾性体ソリッド要素でモデル化された弾性体部位と、
前記板厚増加部以外を成形する部位であって剛体シェル要素でモデル化された剛体部位と、を有し、
前記弾性体部位と前記剛体部位との連結部の節点が剛体結合されている、ことを特徴とするプレス成形解析方法。
続きを表示(約 540 文字)
【請求項2】
前記板厚増加部は、フォーム成形により形成される曲げ肩部である、ことを特徴とする請求項1に記載のプレス成形解析方法。
【請求項3】
プレス成形により板厚が増加する板厚増加部を有するプレス成形品を製造するプレス成形品の製造方法であって、
金型全体を剛体シェル要素でモデル化した金型モデルを用いて前記プレス成形品のプレス成形解析を行い、前記板厚増加部の面圧を算出する面圧算出工程と、
前記プレス成形品を実際にプレス成形した時の前記板厚増加部の面圧を実測する面圧実測工程と、
前記面圧算出工程において算出した前記板厚増加部の面圧と、前記面圧実測工程において実測した面圧とを比較し、前記算出した面圧が前記測定した面圧の1.5倍以上である場合、請求項1に記載のプレス成形解析方法により前記プレス成形品のプレス成形解析を行うプレス成形解析工程と、
前記プレス成形解析工程により得られた解析結果に基づいて前記プレス成形品のプレス成形に用いる金型を設計及び作製する実金型設計・作製工程と、
該作製した金型を用いて前記プレス成形品のプレス成形を行うプレス成形工程と、を含むことを特徴とするプレス成形品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、プレス成形により板厚が増加する板厚増加部を有するプレス成形品のプレス成形解析方法、プレス成形品の製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
自動車の車体部品は、その大部分が金属薄板のプレス成形によって製造される。車体部品のプレス成形性は部品形状によって異なり、金属薄板の延性をはじめとする材料特性の影響も大きい。近年の車体軽量化に対する要望から、車体部品に用いる薄鋼板の高強度化が進んでいるが、金属薄板の高強度化に伴ってスプリングバックが増加するため、プレス成形品の寸法精度の向上が課題となっている。
【0003】
車体部品のプレス成形に用いる金型は、その作製時のトライ工数削減のため、FEM(Finite Element Method;有限要素法)によるプレス成形解析を用いた事前予測が行われている。しかしながら、金属薄板の高強度化に伴うスプリングバックの増加によって、プレス成形解析の解析精度が悪化している。
【0004】
また、金属薄板の材料強度が増加することにより、プレス成形中に金型が金属薄板から受ける反力も増加する。そのため、実際には金型もごく僅かに弾性変形しており、金属薄板の材料強度の増加により金型の弾性変形量も大きくなる。しかしながら、通常のプレス成形解析では解析負荷の低減のため、金型は全く変形しない剛体として扱われることが多い。そのため、金型の弾性変形がプレス成形解析精度の悪化の一因であると考えられる。
【0005】
そこで、金型の弾性変形を考慮したプレス成形解析として、特許文献1には、ブランクと接触するブランク接触面(金型表面)から所定の厚みを有する弾性体ソリッドモデルとして金型をモデル化する方法が提案されている。当該方法は、曲がりハット材のようなフランジ部で局所的に厚みの増減を伴う形状の成形解析において、金型表面の弾性変形を表現することにより、実プレスにおける材料流入と良く一致した精度の高い結果を得ることができるとされている。
【先行技術文献】
【特許文献】
【0006】
特許第5795151号
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1の方法は、解析精度を向上することができるものの、弾性体ソリッド要素を用いて金型をモデル化して弾性変形を考慮するため、解析負荷が大幅に増加するという問題があった。解析負荷の増加を抑制するには、弾性体ソリッド要素でモデル化する部位の厚みを小さくするか、弾性体ソリッド要素のサイズを大きくすることが考えられるが、これらは解析精度を低下させる要因となる。そのため、量産部品レベルのサイズで現実的かつ高精度なプレス成形解析を行うためには、解析負荷と解析精度のバランスを考慮しながら金型を適切にモデル化する必要があった。
【0008】
本発明は、上記のような課題を解決するためになされたものであり、解析負荷の増加を抑えつつ解析精度を向上するように金型をモデル化してプレス成形解析を行うプレス成形解析方法を提供することを目的とする。
さらに、本発明に係るプレス成形解析によりプレス成形品の寸法精度を向上させるように金型を設計及び作製してプレス成形品を製造するプレス成形品の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
(1)本発明に係るプレス成形解析方法は、プレス成形中に板厚が増加する板厚増加部を有するプレス成形品のプレス成形解析において金型の弾性変形を考慮するものであって、
前記プレス成形解析に用いる金型モデルは、
前記板厚増加部を成形する部位であって1層以上の弾性体ソリッド要素でモデル化された弾性体部位と、
前記板厚増加部以外を成形する部位であって剛体シェル要素でモデル化された剛体部位と、を有し、
前記弾性体部位と前記剛体部位との連結部の節点が剛体結合されている、ことを特徴とするものである。
【0010】
(2)上記(1)に記載のものにおいて、
前記板厚増加部は、フォーム成形により形成される曲げ肩部である、ことを特徴とするものである。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
棒鋼連続引抜装置
6か月前
個人
ヘッダー加工機
3か月前
株式会社オプトン
曲げ加工装置
6か月前
日伸工業株式会社
プレス加工装置
3か月前
株式会社不二越
NC転造盤
2か月前
株式会社不二越
NC転造盤
6か月前
日東精工株式会社
中空軸部品の製造方法
3か月前
オムロン株式会社
導線折り曲げ治具
29日前
株式会社西田製作所
パンチャーヘッド
4か月前
トヨタ紡織株式会社
プレス装置
4か月前
トヨタ紡織株式会社
プレス金型
7日前
トヨタ紡織株式会社
プレス金型
3か月前
工機ホールディングス株式会社
ニブラ
4か月前
株式会社アマダ
曲げ金型
28日前
トヨタ紡織株式会社
プレス金型
5か月前
東栄工業株式会社
ダブルデッキヘミング金型
2か月前
株式会社トラバース
パンチング加工装置
5か月前
日産自動車株式会社
逐次成形方法
7か月前
トヨタ自動車株式会社
打ち抜き加工方法
4か月前
株式会社TMEIC
監視装置
5か月前
株式会社アマダ
曲げ加工機
6か月前
株式会社アマダ
曲げ加工機
3か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
6か月前
トヨタ紡織株式会社
プレス金型装置
4か月前
株式会社不二越
転造加工用平ダイス
5か月前
加藤軽金属工業株式会社
押出材の加工装置
6か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
2か月前
ユニオンツール株式会社
転造ダイスセット
2か月前
株式会社三明製作所
転造装置
28日前
浙江飛剣工貿有限公司
二重片口の製造方法
3か月前
ユニプレス株式会社
プレス加工装置
1か月前
株式会社吉野機械製作所
プレス機械
3か月前
株式会社吉野機械製作所
プレス機械
7か月前
本田技研工業株式会社
鍛造用金型
6か月前
株式会社アマダ
プレスブレーキ
1か月前
JFEスチール株式会社
熱延鋼板の製造方法
1か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ


































