TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025127272
公報種別
公開特許公報(A)
公開日
2025-09-01
出願番号
2024023915
出願日
2024-02-20
発明の名称
樹脂成形用金型
出願人
ダイハツ工業株式会社
代理人
個人
,
個人
,
個人
主分類
B29C
45/37 20060101AFI20250825BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】バリの発生と成形不良の発生を共に防止して、高品質な樹脂成形品を成形可能な樹脂成形用金型を提供する。
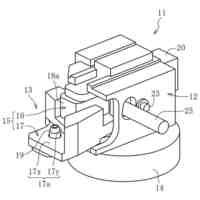
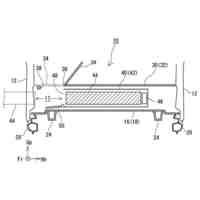
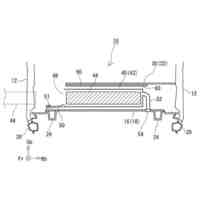
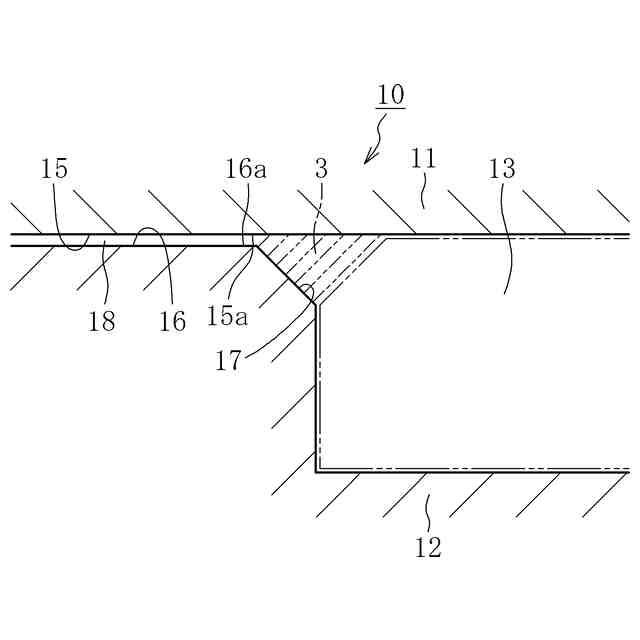
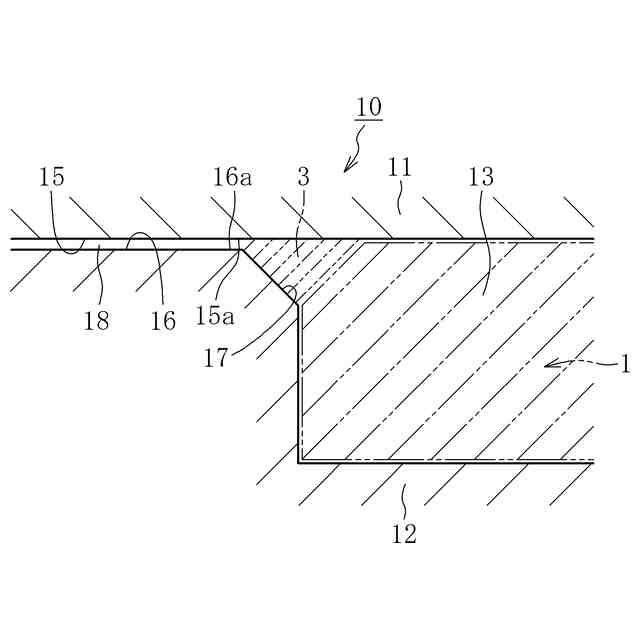
【解決手段】この樹脂成形用金型10は、一対の金型11,12と、一対の金型11,12の型締めにより前記一対の金型11,12の間に形成される樹脂の充填空間13とを備え、充填空間13のうち一対の金型11,12の型合わせ部15,16に隣接する部分に、型合わせ部15,16に向けて先細り形状をなす先細り空間14が充填空間13と一体に設けられる。
【選択図】図2
特許請求の範囲
【請求項1】
一対の金型の型締めにより樹脂の充填空間が前記一対の金型内部に形成される樹脂成形用金型であって、
前記充填空間のうち前記一対の金型の型合わせ部に隣接する部分に、前記型合わせ部に向けて先細り形状をなす先細り空間が前記充填空間と一体に設けられる、樹脂成形用金型。
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂成形用金型に関し、特に一対の金型の型締めにより樹脂の充填空間が一対の金型の間に形成される樹脂成形用金型に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来、自動車用樹脂部品の成形に際して射出成形が用いられている。射出成形では、一方を可動側、他方を固定側とする一対の金型の型締め動作により一対の金型の間に樹脂の充填空間が形成される。そして、この充填空間に所定の樹脂を射出し充填して固化させることにより、充填空間に対応した形状の樹脂成形品を成形している(例えば、特許文献1を参照)。
【先行技術文献】
【特許文献】
【0003】
実開平4-107021号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
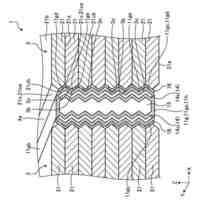
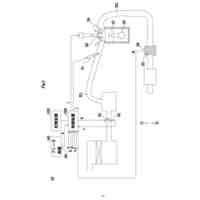
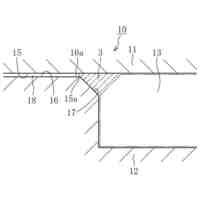
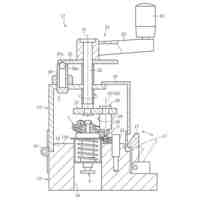
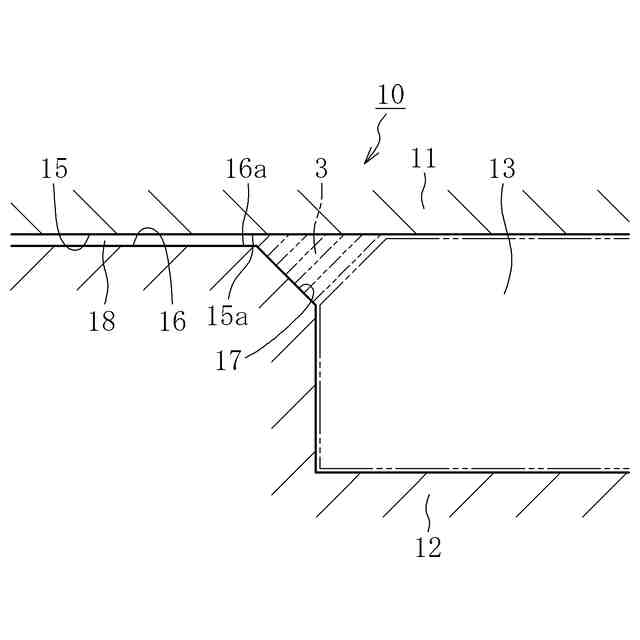
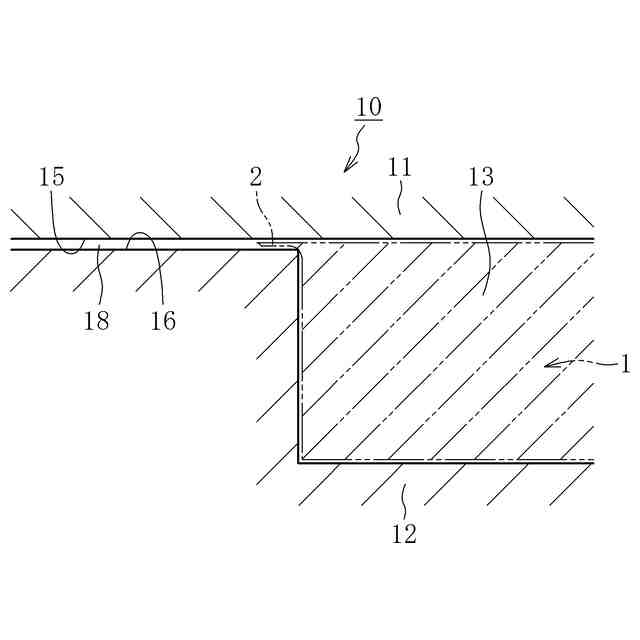
ところで、この種の射出成形においては、一対の金型の型合わせ面の間に隙間が不可避的に生じる。すなわち図4に示すように、この種の樹脂成形用金型10において、型締め動作により一対の金型11,12の間に形成される充填空間13は、通常、大気で満たされている。そのため、射出成形時、この充填空間13に樹脂を射出した際、充填空間13の大気を逃がす必要がある。このような観点から、一対の金型11,12の型合わせ面15,16同士は完全に密着させることは難しく、型締め状態において一対の型合わせ面15,16の間にはわずかな隙間18が生じる。このわずかな隙間18に樹脂が入り込むと、図4中の二点鎖線で示すように、樹脂成形品1のうち型合わせ面15,16の境界部に対応する部分(パーティングライン部とも称される。)に、非常に薄いフィルム状の、又は極めて細い糸状の固化部(何れもバリ2と称される。)が残ることがある。
【0005】
この種のバリは、樹脂成形品の意匠面部分に残ることで成形不良とみなされる。あるいは、樹脂成形品から分離したバリが樹脂成形品の表面(特に意匠側の表面)に付着した場合、後工程で、例えば塗装工程でいわゆるブツ不良を招く。よってこれらのバリが生じた場合には、バリをしかるべきタイミングで除去する必要が生じ、工数の増加を招いていた。
【0006】
この種のバリの発生を防止するためには、樹脂圧(射出成形でいえば射出圧)を下げることが考えられるが、樹脂圧の低下は、ヒケやウェルドなどの成形不良を招くため、条件によっては、バリの発生防止とヒケ等の成形不良の発生防止とを共に実現することが難しい。例えば型合わせ面同士をより強く当たらせることで隙間の発生を抑止することも考えられるが、そうすると、今度は充填空間内の大気を隙間から逃がすことができないため、いわゆるエア巻き等の成形不良を新たに招くおそれが生じる。
【0007】
上述した問題は何も射出成形に限ったことではなく、ブロー成形や圧縮成形など凡そ金型を用いて樹脂を所定の形状に成形する工程全てに起こり得る。
【0008】
以上の事情に鑑み、本明細書では、バリの発生と成形不良の発生を共に防止して、高品質な樹脂成形品を成形可能な樹脂成形用金型を提供することを、解決すべき技術課題とする。
【課題を解決するための手段】
【0009】
前記課題の解決は、本発明に係る樹脂成形用金型によって達成される。すなわち、この金型は、一対の金型の型締めにより樹脂の充填空間が一対の金型の間に形成される樹脂成形用金型であって、充填空間のうち一対の金型の型合わせ部に隣接する部分に、型合わせ部に向けて先細り形状をなす先細り空間が充填空間と一体に設けられる点をもって特徴付けられる。
【0010】
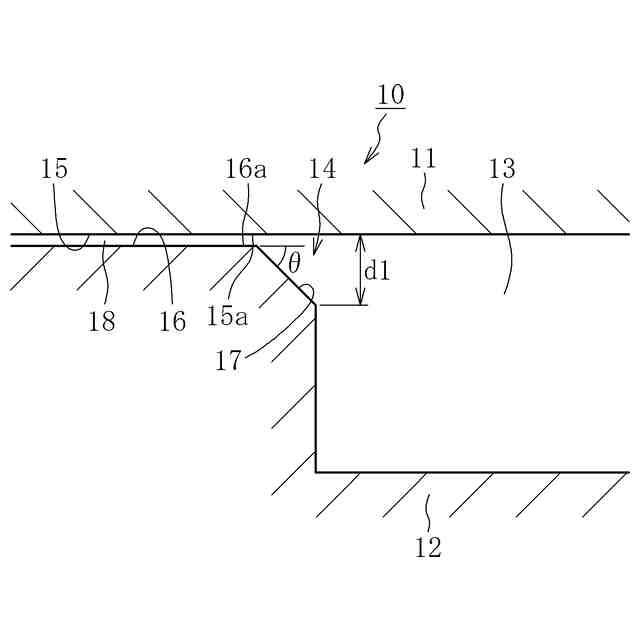
このように、一対の金型の型合わせ部に向けて先細り形状をなす先細り空間を樹脂の充填空間と一体に形成することによって、充填初期(ここでは充填空間が樹脂で満たされる前の段階)に先細り空間に樹脂を充填し固化させることができる。型合わせ部の入り口で樹脂が固化することで、その後、充填空間が樹脂で満たされ樹脂圧が増大することにより型合わせ部を構成する一対の型合わせ面間に隙間が生じたとしても、型合わせ部の入り口は、先細り空間に充填された樹脂の固化部により塞がれている。よって、樹脂の上記隙間への侵入が妨げられ、隙間に入り込んだ樹脂が固化してなるバリの発生を防止することが可能となる。また、本発明に係る金型であれば、樹脂圧を下げずともバリの発生を抑制することができるので、従来通りの樹脂圧で樹脂を充填することができ、これによりヒケやウェルドなどの成形不良の発生を防止して高品質の樹脂成形品を得ることが可能となる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
ダイハツ工業株式会社
車両
17日前
ダイハツ工業株式会社
変速機
1か月前
ダイハツ工業株式会社
変速機
1か月前
ダイハツ工業株式会社
変速機
1か月前
ダイハツ工業株式会社
変速機
1か月前
ダイハツ工業株式会社
車両構造
1か月前
ダイハツ工業株式会社
内燃機関
19日前
ダイハツ工業株式会社
移載治具
1か月前
ダイハツ工業株式会社
回転電機
1か月前
ダイハツ工業株式会社
冷却装置
1か月前
ダイハツ工業株式会社
変速機構
29日前
ダイハツ工業株式会社
測定用具
22日前
ダイハツ工業株式会社
電池装置
26日前
ダイハツ工業株式会社
制御装置
16日前
ダイハツ工業株式会社
制御装置
16日前
ダイハツ工業株式会社
制御装置
16日前
ダイハツ工業株式会社
車両制御装置
1日前
ダイハツ工業株式会社
車両制御装置
1日前
ダイハツ工業株式会社
車両制御装置
1日前
ダイハツ工業株式会社
パーキング装置
1か月前
ダイハツ工業株式会社
樹脂成形用金型
26日前
ダイハツ工業株式会社
変速機の搭載構造
1か月前
ダイハツ工業株式会社
トランスファー装置
29日前
ダイハツ工業株式会社
二酸化炭素分解装置
17日前
ダイハツ工業株式会社
電池パック支持構造
1か月前
ダイハツ工業株式会社
インターロック装置
1か月前
ダイハツ工業株式会社
冷却器の異常検出装置
1か月前
ダイハツ工業株式会社
樹脂製バックドアインナ
1か月前
ダイハツ工業株式会社
一酸化炭素製造システム
8日前
ダイハツ工業株式会社
樹脂製アウタパネル部材
1か月前
ダイハツ工業株式会社
車両における電力の制御方法
18日前
ダイハツ工業株式会社
リング状弾性部材の装着装置
1か月前
トヨタ自動車株式会社
電動車両
17日前
ダイハツ工業株式会社
異種材接合方法及び異種材接合体
1か月前
トヨタ自動車株式会社
電動車両
17日前
トヨタ自動車株式会社
電動車両
17日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ