TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025124290
公報種別
公開特許公報(A)
公開日
2025-08-26
出願番号
2024020239
出願日
2024-02-14
発明の名称
異種材接合方法及び異種材接合体
出願人
ダイハツ工業株式会社
代理人
個人
,
個人
,
個人
主分類
B23K
11/20 20060101AFI20250819BHJP(工作機械;他に分類されない金属加工)
要約
【課題】異種材同士を安定的かつ強固に接合可能とすることを、解決すべき技術課題とする。
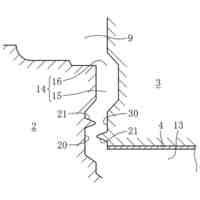
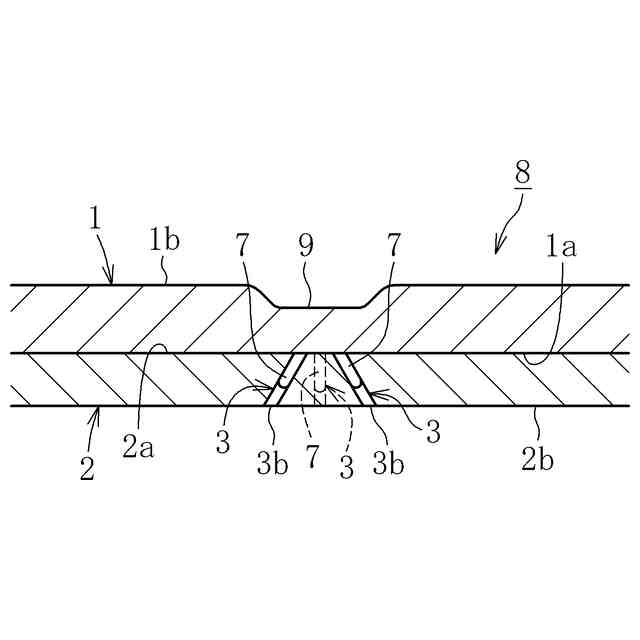
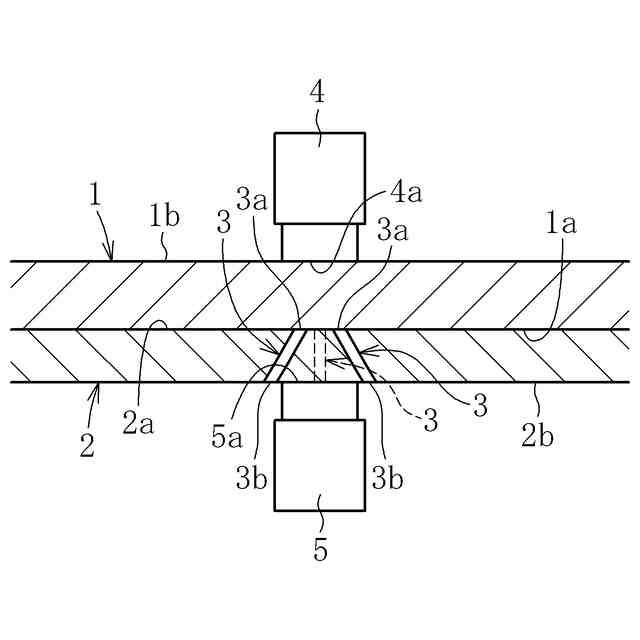
【解決手段】この異種材接合方法は、互いに融点の異なる二つの部材1,2を相互に接合するための方法であって、二つの部材1,2のうち相対的に融点の高い高融点部材2に一又は複数の孔部3を設ける工程S1と、二つの部材1,2を重ね合わせた状態で二つの部材1,2のうち相対的に融点の低い低融点部材1を加熱により溶かして、溶かした部分6を高融点部材2の側に押込んで孔部3に侵入させる工程S2とを具備する。
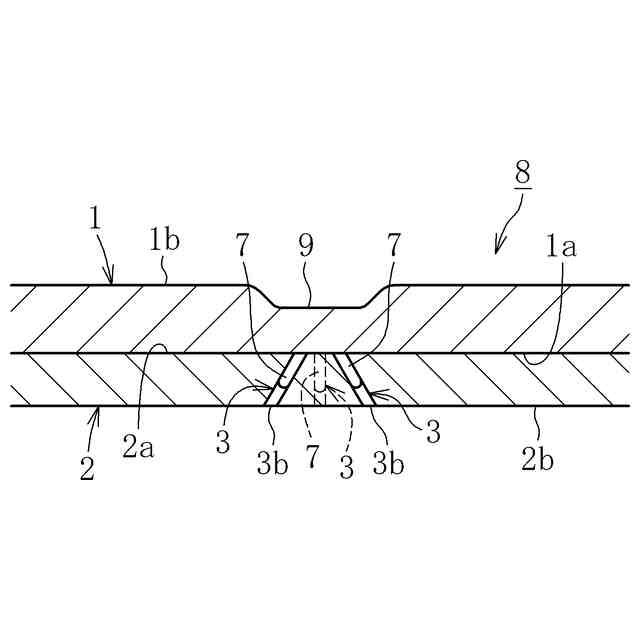
【選択図】図5
特許請求の範囲
【請求項1】
互いに融点の異なる二つの部材を相互に接合するための方法であって、
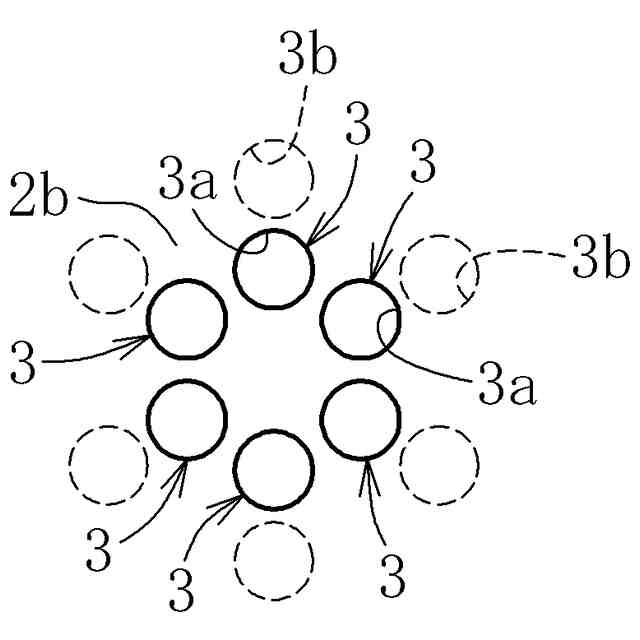
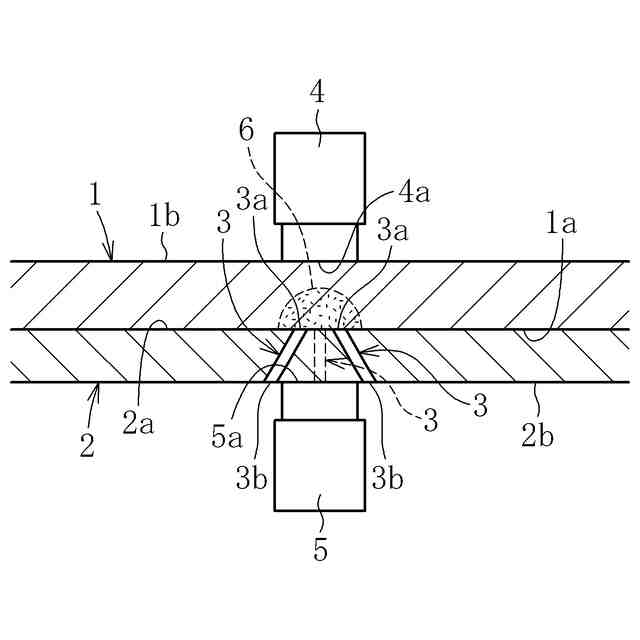
前記二つの部材のうち相対的に融点の高い高融点部材に一又は複数の孔部を設ける工程と、
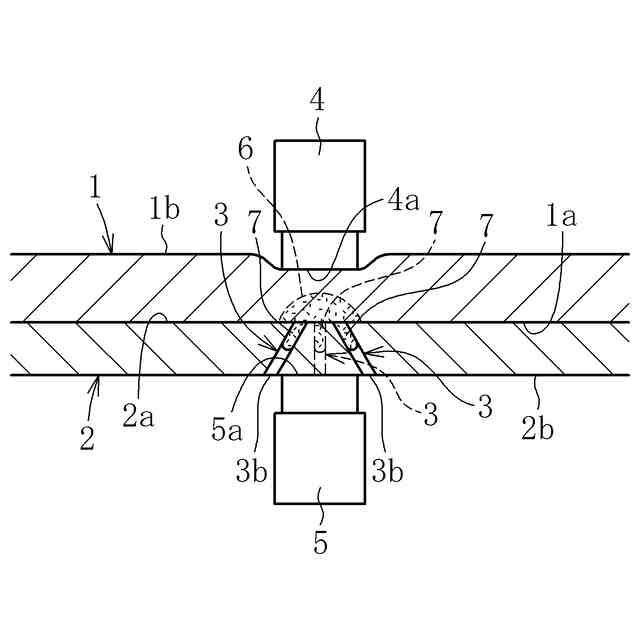
前記二つの部材を重ね合わせた状態で前記二つの部材のうち相対的に融点の低い低融点部材を加熱により溶かして、前記溶かした部分を前記高融点部材の側に押込んで前記孔部に侵入させる工程とを具備する、異種材接合方法。
続きを表示(約 160 文字)
【請求項2】
互いに融点の異なる材質の二つの部材が相互に接合されてなる異種材接合体であって、
前記二つの部材のうち相対的に融点の高い高融点部材に一又は複数の孔部が設けられ、
前記二つの部材を重ね合わせた状態で前記二つの部材のうち相対的に融点の低い低融点部材の一部が前記孔部に侵入している、異種材接合体。
発明の詳細な説明
【技術分野】
【0001】
本発明は、異種材接合方法及び異種材接合体に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来、例えば鉄系材料とアルミ系材料との間で接合を図る手段として、特殊な形状の締結要素(フロードリルスクリューやセルフピアスリベットなど)を双方の材料間に跨って配設することで機械的に接合することが行われている。しかしながら、上述した手段だと、専用の設備も含めて高コストになる点がネックであった。
【0003】
例えば、自動車ボデーの製造工程においては、鋼板同士の多点接合にスポット溶接が用いられている。この溶接のための設備を活用できれば、コストアップを招くことなく異種材料間の接合が可能なように思われる。
【0004】
しかしながら、鉄系材料とアルミ系材料などの異種材同士をスポット溶接で接合しようとすると、接合部の界面に相対的に脆い金属間化合物の層が形成される。そのため、この手段では安定的かつ十分な強度の接合部を得ることが困難であった。
【0005】
この種の問題を解決するため、例えば特許文献1には、アルミニウム材と鋼材との接合を図るための手段として、互いに重ね合わせたアルミニウム材と鋼材のうち鋼材のみを加熱し、アルミニウム材と鋼材とを加圧して接合を図る方法であって、鋼材のうちアルミニウム材と接する部分のみを高周波誘導加熱することが開示されている。
【先行技術文献】
【特許文献】
【0006】
特開2009-82934号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1に記載の方法によれば、鋼材のみが加熱されるので、双方の材料を加熱する場合と比べて冷却に要する時間が短縮され、金属間化合物の生成が抑制されることが期待される。しかしながら、このように一方の材料のみを加熱して接合を図る方法だと、スポット溶接のように双方の金属に溶け込みが生じないため、十分な接合強度を得ることは依然として難しいのが現状であった。
【0008】
以上の事情に鑑み、本明細書では、異種材同士を強固にかつ低コストに接合可能とすることを、解決すべき技術課題とする。
【課題を解決するための手段】
【0009】
前記課題の解決は、本発明に係る異種材の接合方法によって達成される。すなわち、この接合方法は、互いに融点の異なる二つの部材を相互に接合するための方法であって、二つの部材のうち相対的に融点の高い高融点部材に一又は複数の孔部を設ける工程と、二つの部材を重ね合わせた状態で二つの部材のうち相対的に融点の低い低融点部材を加熱により溶かして、溶かした部分を高融点部材の側に押込んで孔部に侵入させる工程とを具備する点をもって特徴付けられる。
【0010】
このように、本発明に係る接合方法では、融点の違いを利用して、相対的に融点の低い側の部材(低融点部材)を溶かし、かつ溶かした部分を押込むことで相対的に融点の高い部材に設けておいた孔部に上記溶かした部分を侵入させるようにした。このようにすることで、孔部に侵入した低融点部材の一部が、高融点部材に対する引っ掛かり(係合部)として機能する。よって、機械的に二つの部材を接合することができ、これにより互いに溶け合いにくい異種材の組み合わせであっても強固な接合を得ることが可能となる。また、低融点部材を加熱するための設備と、加熱して溶かした部分を高融点部材に向けて押し込むための設備があれば足りるので、ボルトやリベットなどの副資材を用いることなく多点接合を低コストに実施することが可能となる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
ダイハツ工業株式会社
変速機
2日前
ダイハツ工業株式会社
変速機
2日前
ダイハツ工業株式会社
変速機
2日前
ダイハツ工業株式会社
変速機
2日前
ダイハツ工業株式会社
車両構造
8日前
ダイハツ工業株式会社
内燃機関
17日前
ダイハツ工業株式会社
変速機構
1日前
ダイハツ工業株式会社
車両構造
10日前
ダイハツ工業株式会社
冷却装置
2日前
ダイハツ工業株式会社
回転電機
2日前
ダイハツ工業株式会社
内燃機関
17日前
ダイハツ工業株式会社
移載治具
3日前
ダイハツ工業株式会社
グロメット
22日前
ダイハツ工業株式会社
電子制御装置
8日前
ダイハツ工業株式会社
電池搭載構造
11日前
ダイハツ工業株式会社
ダイカスト装置
9日前
ダイハツ工業株式会社
パーキング装置
2日前
ダイハツ工業株式会社
配線部材止水構造
18日前
ダイハツ工業株式会社
電動車両制御装置
18日前
ダイハツ工業株式会社
変速機の搭載構造
2日前
ダイハツ工業株式会社
トランスファー装置
1日前
ダイハツ工業株式会社
電池パック支持構造
5日前
ダイハツ工業株式会社
インターロック装置
2日前
ダイハツ工業株式会社
冷却器の異常検出装置
3日前
ダイハツ工業株式会社
樹脂製バックドアインナ
4日前
ダイハツ工業株式会社
樹脂製アウタパネル部材
4日前
ダイハツ工業株式会社
リング状弾性部材の装着装置
3日前
ダイハツ工業株式会社
車両におけるコネクタ保護構造
11日前
ダイハツ工業株式会社
異種材接合方法及び異種材接合体
4日前
ダイハツ工業株式会社
カバー部材及びカバー部材装着方法
10日前
ダイハツ工業株式会社
車両管理システムおよび情報処理装置
1日前
株式会社豊田中央研究所
電力供給システム
8日前
個人
タップ
3か月前
個人
加工機
3か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
3か月前
日東精工株式会社
ねじ締め機
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ