TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025126625
公報種別
公開特許公報(A)
公開日
2025-08-29
出願番号
2024022953
出願日
2024-02-19
発明の名称
ピッキングシステム
出願人
村田機械株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B65G
1/137 20060101AFI20250822BHJP(運搬;包装;貯蔵;薄板状または線条材料の取扱い)
要約
【課題】処理能力を高めると共に、省スペースでの設置が可能であるピッキングシステムを提供する。
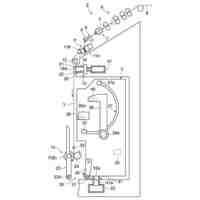
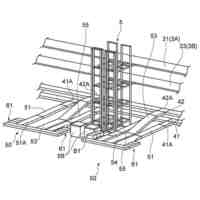
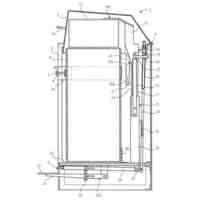
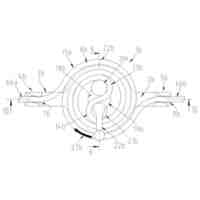
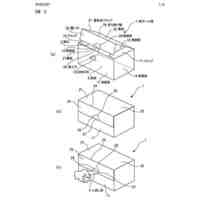
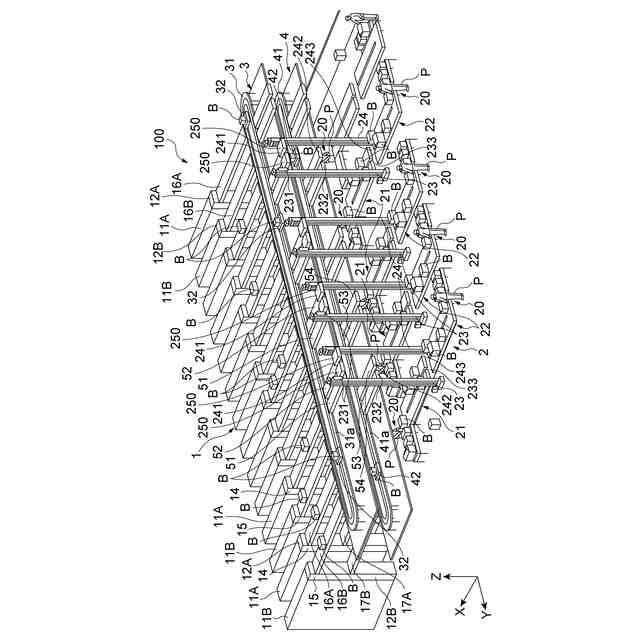
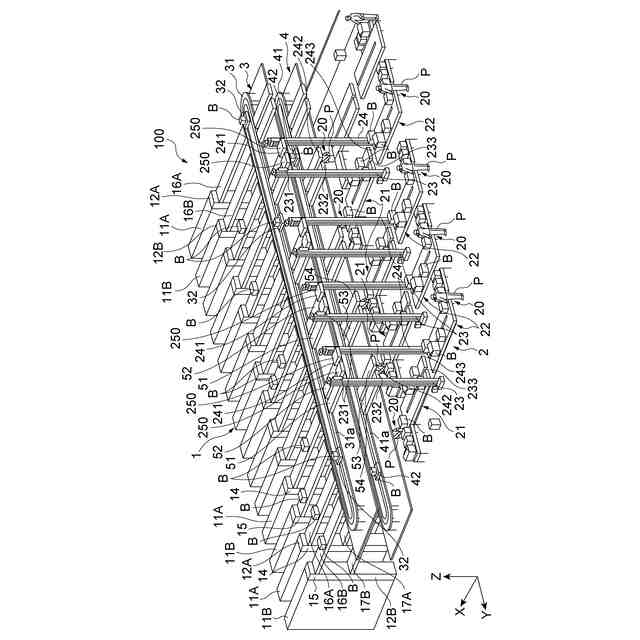
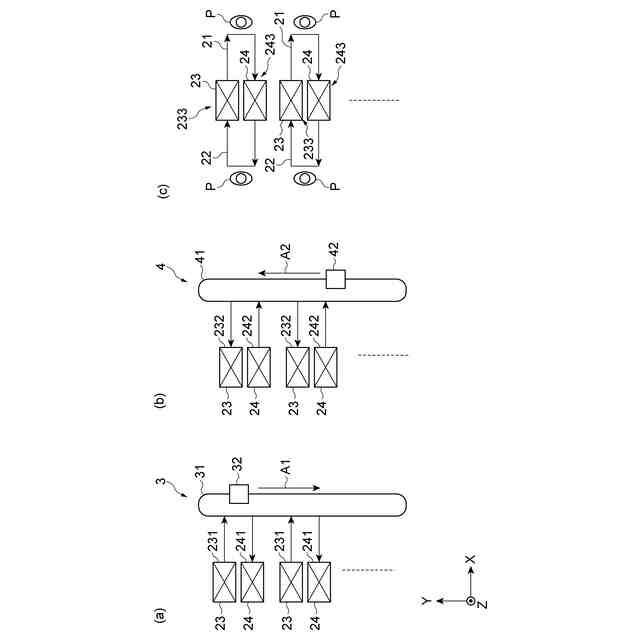
【解決手段】ピッキングシステムは、自動倉庫1と、自動倉庫1に接続された上側周回搬送装置3と、上側周回搬送装置3の下方において自動倉庫1に接続された下側周回搬送装置4と、上側周回搬送装置3又は下側周回搬送装置4の長手方向に沿って配列された複数のピッキングステーション2と、を備え、複数のピッキングステーション2のそれぞれは、作業箇所20が設けられる第1ピッキングコンベヤ21及び第2ピッキングコンベヤ22と、第1昇降搬送装置23と、第2昇降搬送装置24と、を有し、第1ピッキングコンベヤ21は、第1昇降搬送装置23から被搬送物を受け取り、被搬送物を第2昇降搬送装置24に受け渡し、第2ピッキングコンベヤ22は、第2昇降搬送装置24から被搬送物を受け取り、被搬送物を第1昇降搬送装置23に受け渡す。
【選択図】図1
特許請求の範囲
【請求項1】
被搬送物を保管する自動倉庫と、
前記自動倉庫に接続され、直線状に延在した上側直線部分を含み、前記上側直線部分を長手方向とする周回状の搬送路を含む上側周回搬送装置と、
前記上側周回搬送装置の下方において前記自動倉庫に接続され、直線状に延在した下側直線部分を含み、前記下側直線部分を長手方向とする周回状の搬送路を含む下側周回搬送装置と、
前記上側周回搬送装置又は前記下側周回搬送装置の前記長手方向に沿って配列され、ピッキング作業が行われる作業箇所が前記下側周回搬送装置の下方に設けられる、複数のピッキングステーションと、を備え、
前記複数のピッキングステーションのそれぞれは、
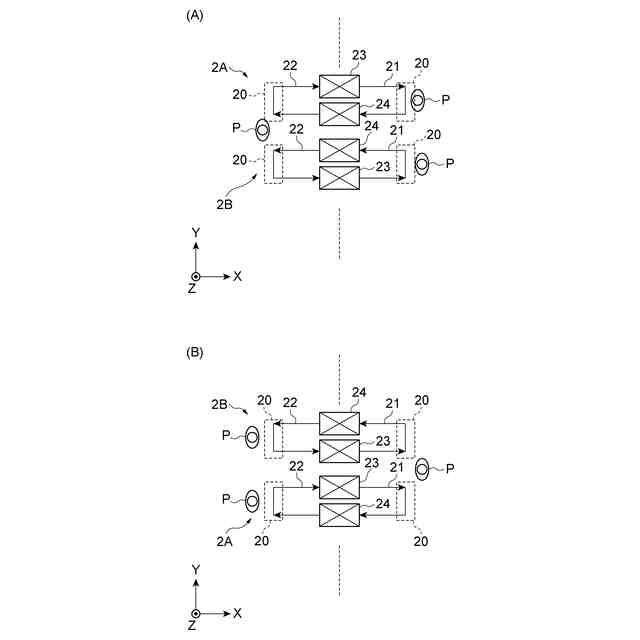
前記作業箇所が設けられる第1ピッキングコンベヤ及び第2ピッキングコンベヤと、
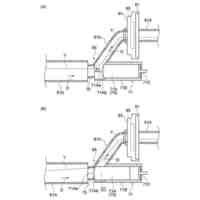
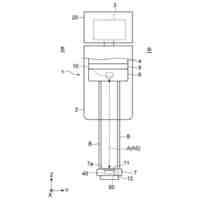
互いに高さ位置が異なる、前記上側周回搬送装置との接続箇所と、前記下側周回搬送装置との接続箇所と、前記第1ピッキングコンベヤ及び前記第2ピッキングコンベヤとの接続箇所と、を鉛直方向において接続する第1昇降搬送装置と、
互いに高さ位置が異なる、前記上側周回搬送装置との接続箇所と、前記下側周回搬送装置との接続箇所と、前記第1ピッキングコンベヤ及び前記第2ピッキングコンベヤとの接続箇所と、を前記鉛直方向において接続する第2昇降搬送装置と、を有し、
前記第1ピッキングコンベヤは、前記第1昇降搬送装置から前記被搬送物を受け取り、前記被搬送物を前記第2昇降搬送装置に受け渡し、
前記第2ピッキングコンベヤは、前記第2昇降搬送装置から前記被搬送物を受け取り、前記被搬送物を前記第1昇降搬送装置に受け渡す、ピッキングシステム。
続きを表示(約 1,400 文字)
【請求項2】
前記第1昇降搬送装置の一回あたりの前記鉛直方向における昇降動作は、
前記第1ピッキングコンベヤ及び前記第2ピッキングコンベヤとの接続箇所において前記被搬送物を授受し、
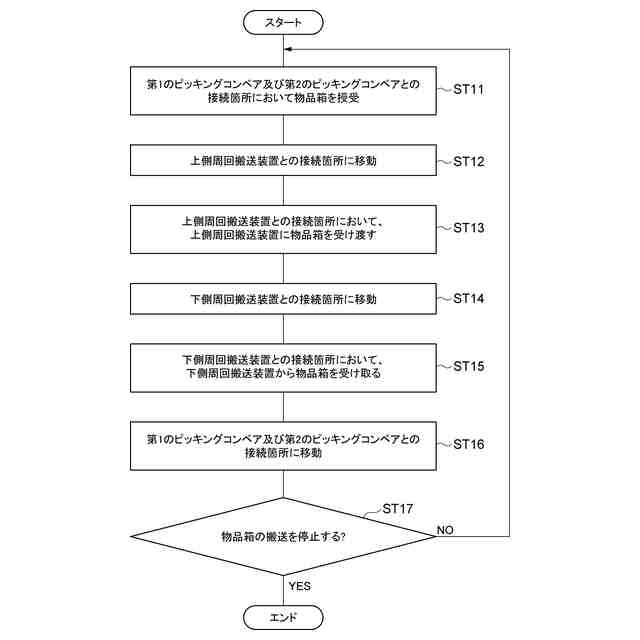
前記被搬送物を授受した後、前記上側周回搬送装置との接続箇所まで上昇して前記上側周回搬送装置に前記被搬送物を受け渡し、
前記被搬送物を受け渡した後、前記下側周回搬送装置との接続箇所まで下降して前記下側周回搬送装置から前記被搬送物を受け取り、
前記被搬送物を受け取った後、再び前記第1ピッキングコンベヤ及び前記第2ピッキングコンベヤとの接続箇所まで下降して前記被搬送物を授受し、
前記第2昇降搬送装置の一回あたりの前記鉛直方向における昇降動作は、
前記第1ピッキングコンベヤ及び前記第2ピッキングコンベヤとの接続箇所において前記被搬送物を授受し、
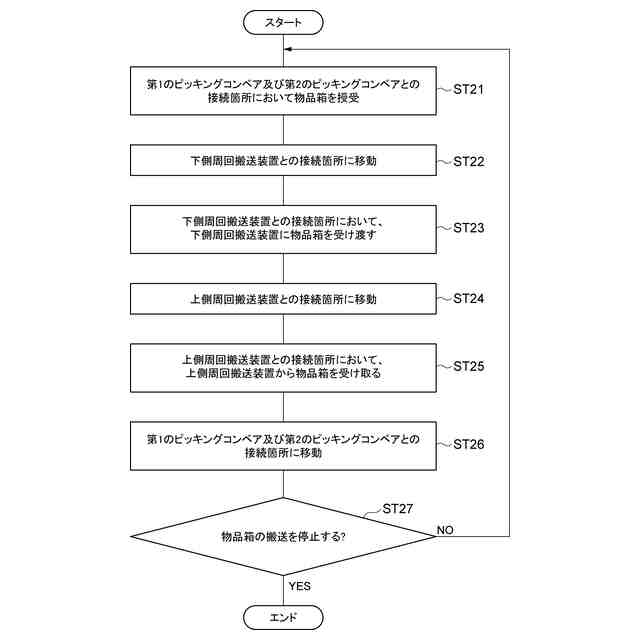
前記被搬送物を授受した後、前記下側周回搬送装置との接続箇所まで上昇して前記下側周回搬送装置に前記被搬送物を受け渡し、
前記被搬送物を受け渡した後、前記上側周回搬送装置との接続箇まで上昇して前記上側周回搬送装置から前記被搬送物を受け取り、
前記被搬送物を受け取った後、再び前記第1ピッキングコンベヤ及び前記第2ピッキングコンベヤとの接続箇所まで下降して前記被搬送物を授受する、請求項1に記載のピッキングシステム。
【請求項3】
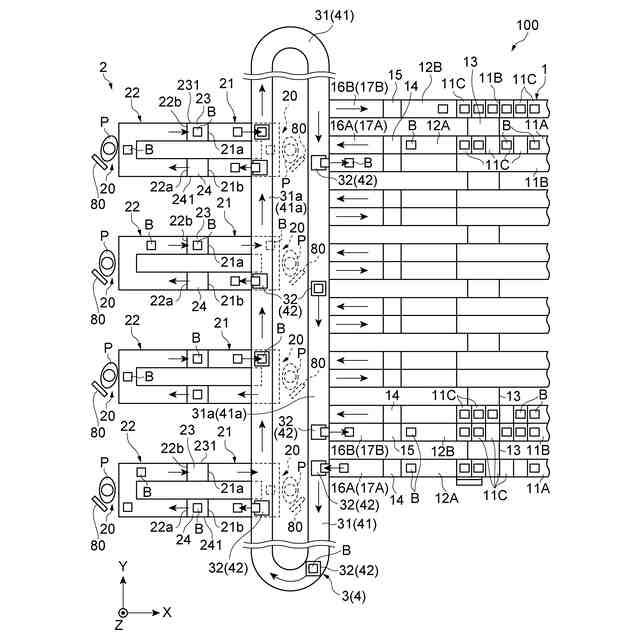
前記上側周回搬送装置及び前記下側周回搬送装置のそれぞれは、前記搬送路上を一方向に周回走行し、前記自動倉庫、前記第1昇降搬送装置及び前記第2昇降搬送装置に対して前記被搬送物を受け渡し可能な複数の第1台車を有し、
前記上側周回搬送装置における前記複数の第1台車の周回方向は、前記下側周回搬送装置における前記複数の第1台車の周回方向とは逆向きである、請求項1又は2記載のピッキングシステム。
【請求項4】
前記上側周回搬送装置における前記複数の第1台車の周回方向において、前記第1昇降搬送装置が前記第2昇降搬送装置よりも下流側に位置し、
前記下側周回搬送装置における前記複数の第1台車の周回方向において、前記第1昇降搬送装置が前記第2昇降搬送装置よりも上流側に位置する、請求項3に記載のピッキングシステム。
【請求項5】
前記自動倉庫は、
前記被搬送物が載置される載置部が、前記鉛直方向において複数段配列されると共に前記鉛直方向と直交する水平方向において複数連配列されている、ラックと、
前記複数段ごとに設けられると共に前記複数連の配列方向に沿って走行し、前記載置部からの前記被搬送物の受け取り、又は前記載置部への前記被搬送物の受け渡しを行う第2台車と、
前記自動倉庫から出庫される前記被搬送物を前記鉛直方向に搬送する出庫用昇降搬送装置と、
前記自動倉庫に入庫された前記被搬送物を前記鉛直方向に搬送する入庫用昇降搬送装置と、
前記上側周回搬送装置及び前記下側周回搬送装置と、前記出庫用昇降搬送装置とを接続する第1接続コンベヤと、
前記上側周回搬送装置及び前記下側周回搬送装置と、前記入庫用昇降搬送装置とを接続する第2接続コンベヤと、を有する、請求項1又は2に記載のピッキングシステム。
発明の詳細な説明
【技術分野】
【0001】
本発明の一側面は、ピッキングシステムに関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
例えば、特許文献1には、物品の種類別に設けられた物品箱倉庫のそれぞれから、出荷先のオーダーに合わせた種類及び数量の物品を取り出し、これらを集約して配送箱(容器)に収容する仕分作業(ピッキング)を支援するピッキングシステムが開示されている。特許文献1に記載のピッキングシステムは、仕分ステーションと、主搬送装置と、物品箱倉庫と、を備えている。ピッキングシステムは、商品を保管する物品箱倉庫のそれぞれから商品が収容された物品箱を仕分ステーションに搬送する。仕分ステーションでは、搬送されてきた物品箱からオーダーに基づいた種類・数量の商品を取り出して配送箱に収容する仕分作業が作業者によって行われる。
【先行技術文献】
【特許文献】
【0003】
国際公開第2023/189045号
【発明の概要】
【発明が解決しようとする課題】
【0004】
例えば、特許文献1に記載のピッキングシステムにおいて、主搬送装置の長手方向に沿って仕分けステーションを増設することで、ピッキングシステムの処理能力を高めることができる。しかしながら、仕分けステーションを設置するためのスペースをさらに確保する必要が生じる。
【0005】
そこで、本発明の一側面の目的は、処理能力を高めると共に、省スペースでの設置が可能であるピッキングシステムを提供することにある。
【課題を解決するための手段】
【0006】
(1)本発明の一側面に係るピッキングシステムは、被搬送物を保管する自動倉庫と、自動倉庫に接続され、直線状に延在した上側直線部分を含み、上側直線部分を長手方向とする周回状の搬送路を含む上側周回搬送装置と、上側周回搬送装置の下方において自動倉庫に接続され、直線状に延在した下側直線部分を含み、下側直線部分を長手方向とする周回状の搬送路を含む下側周回搬送装置と、上側周回搬送装置又は下側周回搬送装置の長手方向に沿って配列され、ピッキング作業が行われる作業箇所が下側周回搬送装置の下方に設けられる、複数のピッキングステーションと、を備え、複数のピッキングステーションのそれぞれは、作業箇所が設けられる第1ピッキングコンベヤ及び第2ピッキングコンベヤと、互いに高さ位置が異なる、上側周回搬送装置との接続箇所と、下側周回搬送装置との接続箇所と、第1ピッキングコンベヤ及び第2ピッキングコンベヤとの接続箇所と、を鉛直方向において接続する第1昇降搬送装置と、互いに高さ位置が異なる、上側周回搬送装置との接続箇所と、下側周回搬送装置との接続箇所と、第1ピッキングコンベヤ及び第2ピッキングコンベヤとの接続箇所と、を鉛直方向において接続する第2昇降搬送装置と、を有し、第1ピッキングコンベヤは、第1昇降搬送装置から被搬送物を受け取り、被搬送物を第2昇降搬送装置に受け渡し、第2ピッキングコンベヤは、第2昇降搬送装置から被搬送物を受け取り、被搬送物を第1昇降搬送装置に受け渡す。
【0007】
上記ピッキングシステムでは、複数のピッキングステーションのそれぞれが、第1ピッキングコンベヤ及び第2ピッキングコンベヤを有する。これにより、作業箇所の数を増やせることから、ピッキングシステムの処理能力を高めることができる。更に、長手方向に沿ってピッキングステーションを増設する場合に比べて省スペースを図ることができる。以上のピッキングシステムによれば、処理能力を高めると共に、省スペースでの設置が可能である。
【0008】
(2)上記(1)に記載のピッキングシステムでは、第1昇降搬送装置の一回あたりの鉛直方向における昇降動作は、第1ピッキングコンベヤ及び第2ピッキングコンベヤとの接続箇所において被搬送物を授受し、被搬送物を授受した後、上側周回搬送装置との接続箇所まで上昇して、上側周回搬送装置に被搬送物を受け渡し、被搬送物を受け渡した後、下側周回搬送装置との接続箇所まで下降して、下側周回搬送装置から被搬送物を受け取り、被搬送物を受け取った後、再び第1ピッキングコンベヤ及び第2ピッキングコンベヤとの接続箇所まで下降して被搬送物を授受し、第2昇降搬送装置の一回あたりの鉛直方向における昇降動作は、第1ピッキングコンベヤ及び第2ピッキングコンベヤとの接続箇所において被搬送物を授受し、被搬送物を授受した後、下側周回搬送装置との接続箇所まで上昇して、下側周回搬送装置に被搬送物を受け渡し、被搬送物を受け渡した後、上側周回搬送装置との接続箇所まで上昇して、上側周回搬送装置から被搬送物を受け取り、被搬送物を受け取った後、再び第1ピッキングコンベヤ及び第2ピッキングコンベヤとの接続箇所まで下降して被搬送物を授受してもよい。
【0009】
この場合、第1昇降搬送装置は、一回あたりの昇降動作の中で、第2ピッキングコンベヤから受け取った被搬送物を上側周回搬送装置へ受け渡すこと及び下側周回搬送装置から受け取った被搬送物を第1ピッキングコンベヤへ受け渡すことができる。同様に、第2昇降搬送装置は、一回あたりの昇降動作の中で、第1ピッキングコンベヤから受け取った被搬送物を下側周回搬送装置へ受け渡すこと及び上側周回搬送装置から受け取った被搬送物を第2ピッキングコンベヤへ受け渡すことができる。このように、一回あたりの昇降動作の中で、第1昇降搬送装置及び第2昇降搬送装置のそれぞれは、二つの被搬送物の搬送を行うことができる。これにより、被搬送物の搬送効率を向上させることができる。
【0010】
(3)上記(1)又は(2)に記載のピッキングシステムでは、上側周回搬送装置及び下側周回搬送装置のそれぞれは、搬送路上を一方向に周回走行し、自動倉庫、第1昇降搬送装置及び第2昇降搬送装置に対して被搬送物を受け渡し可能な複数の第1台車を有し、上側周回搬送装置における複数の第1台車の周回方向は、下側周回搬送装置における複数の第1台車の周回方向とは逆向きであってもよい。この場合、上側周回搬送装置において複数の第1台車が第1昇降搬送装置との間で被搬送物の授受をしていると同時に、下側周回搬送装置において複数の第1台車が第2昇降搬送装置との間で被搬送物の授受をすることができる。これにより、上側周回搬送装置及び下側周回搬送装置のそれぞれにおいて、第1台車を待機させずに動作させることができ、被搬送物の搬送効率を向上させることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
村田機械株式会社
糸巻取機
29日前
村田機械株式会社
糸巻取機
18日前
村田機械株式会社
糸巻取機
1か月前
村田機械株式会社
天井搬送車
7日前
村田機械株式会社
搬送システム
7日前
村田機械株式会社
ピッキングシステム
17日前
村田機械株式会社
ピッキングシステム
28日前
村田機械株式会社
糸巻取装置及び自動ワインダ
28日前
村田機械株式会社
空気紡績機及び吸引捕捉装置
29日前
村田機械株式会社
ストレージシステム、および第一記憶システム
24日前
村田機械株式会社
ストレージシステム、および第一記憶システム
24日前
住友理工株式会社
制振ストッパー及び自動倉庫のラック
17日前
個人
箱
11か月前
個人
包装体
12か月前
個人
収容箱
2か月前
個人
ゴミ箱
11か月前
個人
コンベア
4か月前
個人
ゴミ収集器
5か月前
個人
段ボール箱
5か月前
個人
段ボール箱
6か月前
個人
容器
8か月前
個人
宅配システム
5か月前
個人
パウチ補助具
11か月前
個人
折り畳み水槽
12か月前
個人
角筒状構造体
4か月前
個人
土嚢運搬器具
7か月前
個人
バンド
1か月前
個人
楽ちんハンド
3か月前
個人
お薬の締結装置
4か月前
個人
廃棄物収容容器
1か月前
個人
閉塞装置
9か月前
個人
コード類収納具
7か月前
個人
包装容器
7日前
個人
把手付米袋
3か月前
個人
蓋閉止構造
2か月前
個人
蓋閉止構造
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ