TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025119945
公報種別
公開特許公報(A)
公開日
2025-08-15
出願番号
2024015086
出願日
2024-02-02
発明の名称
商品処理システム
出願人
株式会社イシダ
代理人
個人
,
個人
,
個人
,
個人
主分類
B65B
57/00 20060101AFI20250807BHJP(運搬;包装;貯蔵;薄板状または線条材料の取扱い)
要約
【課題】複数の商品処理装置を備える場合に、生産ライン全体の生産能力の低下を抑えることができる商品処理システムを提供する。
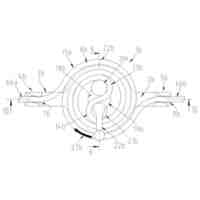
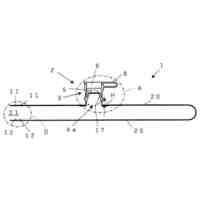
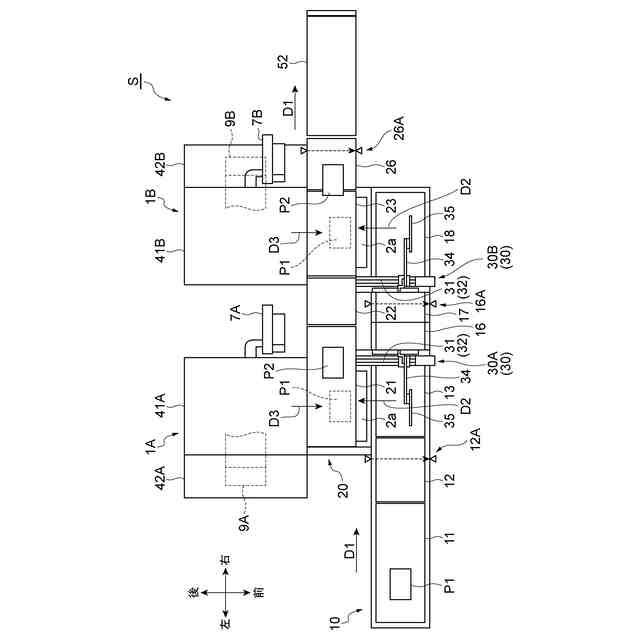
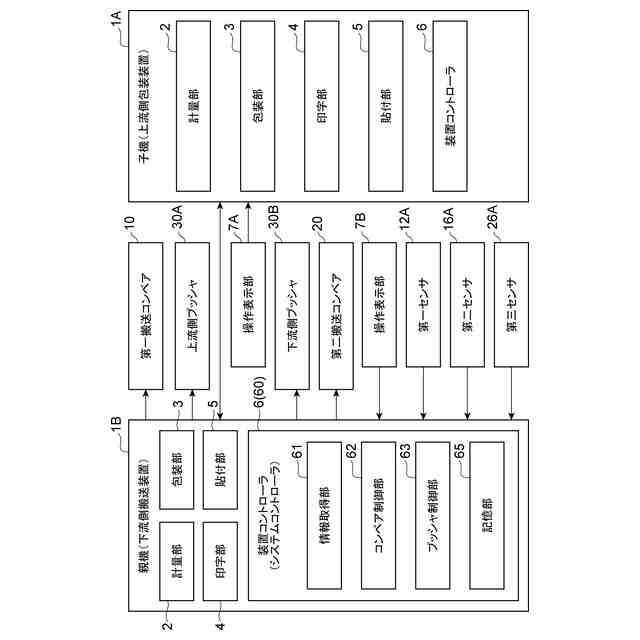
【解決手段】包装システムSは、上流側包装装置1A及び下流側包装装置1Bと、第一搬送コンベア10によって搬送されてくる商品P1を上流側包装装置1A及び下流側包装装置1Bのそれぞれに送り込む上流側プッシャ30A及び下流側プッシャ30Bと、上流側プッシャ30A及び下流側プッシャ30Bを制御するシステムコントローラ60とを備える。システムコントローラ60は、一つの店舗に対する生産予定数が閾値以上の場合は上流側包装装置1A及び下流側包装装置1Bのそれぞれに商品P1を送り込み、一つの店舗に対する生産予定数が閾値未満の場合は下流側包装装置1Bのみに商品P1を送り込む。
【選択図】図4
特許請求の範囲
【請求項1】
一つの店舗に対する生産予定数の商品処理が終了すると次の店舗向けの処理に切り替え、当該次の店舗に対する生産予定数の商品処理を施すようにした商品処理システムであって、
商品を搬送する第一搬送部と、
前記第一搬送部の搬送方向に沿って並設され、前記商品に対し所定の処理を施す複数の商品処理装置と、
前記複数の商品処理装置のそれぞれに設けられ、前記第一搬送部によって搬送されてくる前記商品を前記複数の商品処理装置のそれぞれに送り込む複数の送込部と、
前記複数の商品処理装置のそれぞれから排出される処理済商品を受け取って下流へ搬送する第二搬送部と、
前記複数の送込部を制御する制御部と、を備え、
前記制御部は、前記一つの店舗に対する生産予定数が所定数以上の場合は、前記複数の送込部を制御して、前記複数の商品処理装置のそれぞれに前記商品を送り込み、前記一つの店舗に対する生産予定数が所定数未満の場合は、前記複数の送込部を制御して、前記複数の商品処理装置の一部のみに前記商品を送り込む、商品処理システム。
続きを表示(約 380 文字)
【請求項2】
前記制御部は、前記複数の送込部によって送り込まれる前記商品の総数を取得する総数取得部を有し、
前記制御部は、前記複数の送込部を制御して前記複数の商品処理装置のそれぞれに前記商品を送り込む場合は、前記総数が前記一つの店舗に対する生産予定数に達すると、前記送込部による前記商品の送り込みを停止させて、前記処理済商品が前記複数の商品処理装置から排出された後、前記送込部による前記商品の送り込みを再開させる、請求項1に記載の商品処理システム。
【請求項3】
前記制御部は、複数の店舗のそれぞれに対して設定された生産予定数を取得する予定数取得部を有し、
前記制御部は、各生産予定数の大きさに応じて前記複数の店舗に対する生産順序を並び替えてから、前記送込部を制御する、請求項1又は2に記載の商品処理システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、商品処理システムに関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
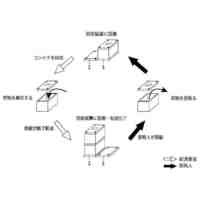
計量済の商品をコンベヤで搬入し、内部に設けたエレベータに商品を移し替えて上昇させ、エレベータの上方に張られたフィルムに対して商品を突き上げ、商品を覆うフィルムの端部を商品の底面に折り込んで包装する包装装置が、下記特許文献1に開示されている。
【先行技術文献】
【特許文献】
【0003】
特開平9-183420号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1の技術では、処理能力の点で限界があるため、この装置を二台並設して、一つのラインの処理能力を大幅に増大させるシステムが検討されている。このシステムによれば、次々に搬送されてくる複数の商品は、何れかの包装機に供給され、包装されて排出されるが、各包装機の動作サイクルは同期していないため、後から供給された商品が、より早く供給された商品よりも早く排出されて、下流のコンベヤにおいて、搬送順序が逆転する場合がある。
【0005】
例えば、店舗ごとに纏まった数の商品を包装する場合には、店舗が切り替わった時に、下流のコンベヤにおいて、搬送順序の逆転により、先行する店舗向けの包装済商品の中に後続の別の店舗向けの包装済商品が混在する場合がある。そのような混在を避けるため、一つの店舗に対する予定数の商品の供給が終了すると、各包装機への商品の供給を一時的に停止させて(時間間隔をあけて)、全ての商品が各包装機から排出された後に、次の店舗向けの商品を各包装機に送り込むような対策が採られる。
【0006】
ところが上記方法では、一つの店舗に対する処理数(又は生産数)が少量である場合、店舗を切り替える際の時間間隔が大きく影響するため、かえって生産ライン全体の生産能力が低下してしまう虞がある。そこで本発明は、複数の商品処理装置(例えば包装装置)を備える場合に、生産ライン全体の生産能力の低下を抑えることができる商品処理システムを提供することにある。
【課題を解決するための手段】
【0007】
(1)本発明の一態様に係る商品処理システムは、一つの店舗に対する生産予定数の商品処理が終了すると次の店舗向けの処理に切り替え、当該次の店舗に対する生産予定数の商品処理を施すようにした商品処理システムであって、商品を搬送する第一搬送部と、第一搬送部の搬送方向に沿って並設され、商品に対し所定の処理を施す複数の商品処理装置と、複数の商品処理装置のそれぞれに設けられ、第一搬送部によって搬送されてくる商品を複数の商品処理装置のそれぞれに送り込む複数の送込部と、複数の商品処理装置のそれぞれから排出される処理済商品を受け取って下流へ搬送する第二搬送部と、複数の送込部を制御する制御部と、を備え、制御部は、一つの店舗に対する生産予定数が所定数以上の場合は、複数の送込部を制御して、複数の商品処理装置のそれぞれに商品を送り込み、一つの店舗に対する生産予定数が所定数未満の場合は、複数の送込部を制御して、複数の商品処理装置の一部のみに商品を送り込む。
【0008】
上記(1)の商品処理システムによれば、生産予定数が所定数以上である店舗につき、複数の商品処理装置のすべてによる生産が行われるので、その店舗に関して見れば生産能力が高い。また生産予定数が所定数未満である店舗(すなわち小ロット生産の店舗)については、一部の商品処理装置のみによる生産が行われるので、次の店舗向けの処理に切り替える際の待ち時間を削減できる。その結果として、生産ライン全体の生産能力の低下を抑えることができる。
【0009】
(2)上記(1)の商品処理システムにおいて、制御部は、複数の送込部によって送り込まれる商品の総数を取得する総数取得部を有してもよい。そして制御部は、複数の送込部を制御して複数の商品処理装置のそれぞれに商品を送り込む場合は、総数が一つの店舗に対する生産予定数に達すると、送込部による商品の送り込みを停止させて、処理済商品が複数の商品処理装置から排出された後、送込部による商品の送り込みを再開させてもよい。この場合、下流側において異なる店舗の処理済商品が混在することを防止できる。
【0010】
(3)上記(1)又は(2)の商品処理システムにおいて、制御部は、複数の店舗のそれぞれに対して設定された生産予定数を取得する予定数取得部を有してもよい。そして制御部は、各生産予定数の大きさに応じて複数の店舗に対する生産順序を並び替えてから、送込部を制御してもよい。この場合、生産ラインの下流側における作業効率を改善することができる。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
箱
10か月前
個人
ゴミ箱
10か月前
個人
収容箱
1か月前
個人
包装体
10か月前
個人
コンベア
3か月前
個人
ゴミ収集器
4か月前
個人
容器
7か月前
個人
段ボール箱
4か月前
個人
段ボール箱
5か月前
個人
楽ちんハンド
2か月前
個人
角筒状構造体
3か月前
個人
パウチ補助具
10か月前
個人
折り畳み水槽
10か月前
個人
宅配システム
4か月前
個人
土嚢運搬器具
6か月前
個人
ダンボール宝箱
11か月前
個人
お薬の締結装置
3か月前
個人
閉塞装置
8か月前
個人
廃棄物収容容器
16日前
個人
コード類収納具
6か月前
株式会社コロナ
梱包材
3か月前
個人
貯蔵サイロ
4か月前
個人
把手付米袋
2か月前
個人
ゴミ処理機
7か月前
個人
積み重ね用補助具
19日前
個人
蓋閉止構造
1か月前
個人
蓋閉止構造
1か月前
株式会社和気
包装用箱
6か月前
個人
圧縮収納袋
11か月前
株式会社イシダ
包装装置
10か月前
株式会社新弘
容器
10か月前
株式会社KY7
封止装置
1か月前
個人
介護用コップ
5日前
三甲株式会社
蓋体
7か月前
株式会社新弘
容器
10か月前
三甲株式会社
蓋体
5か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ