TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025113647
公報種別
公開特許公報(A)
公開日
2025-08-04
出願番号
2024007911
出願日
2024-01-23
発明の名称
インモールドコート注入装置およびそれを用いたインモールドコート注入方法
出願人
株式会社精工技研
代理人
個人
主分類
B29C
33/38 20060101AFI20250728BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】注入機から金型に注入する前の熱硬化性液状コーティング剤が金型から受ける熱を低減し、硬化反応を抑制することでコンタミの発生を防止し、安定した注入状態を実現できるインモールドコート注入装置を提供する。
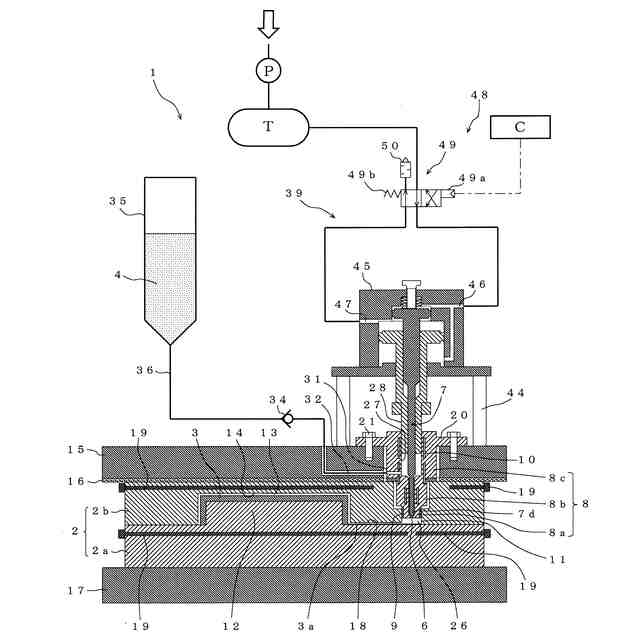
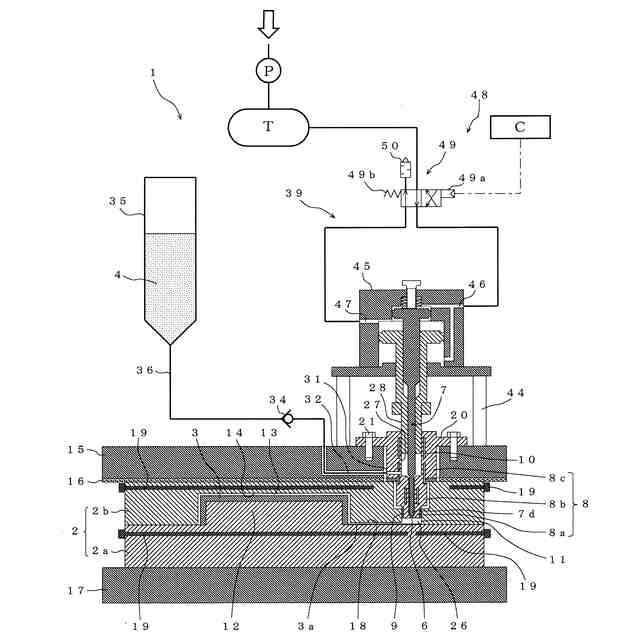
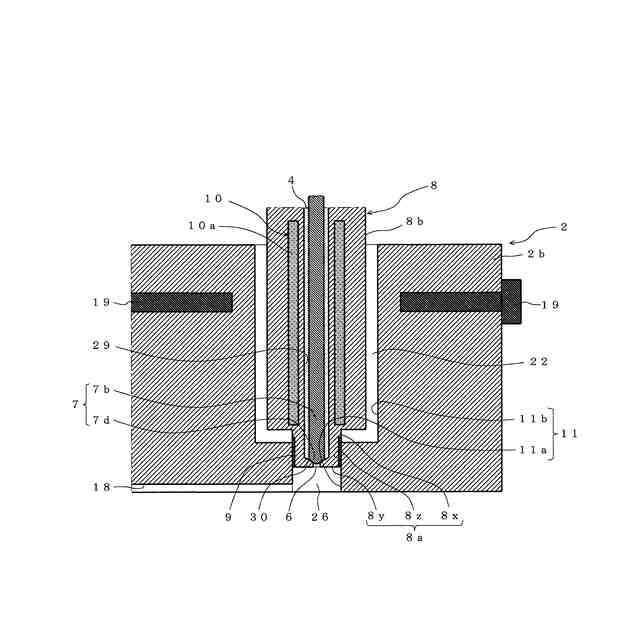
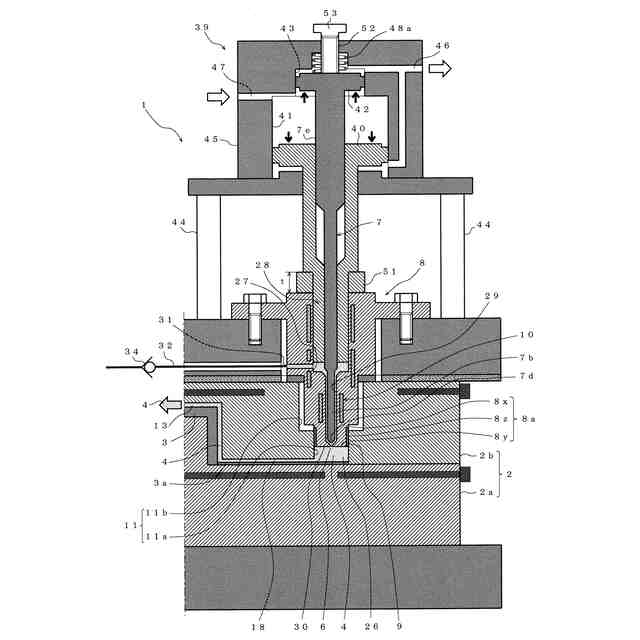
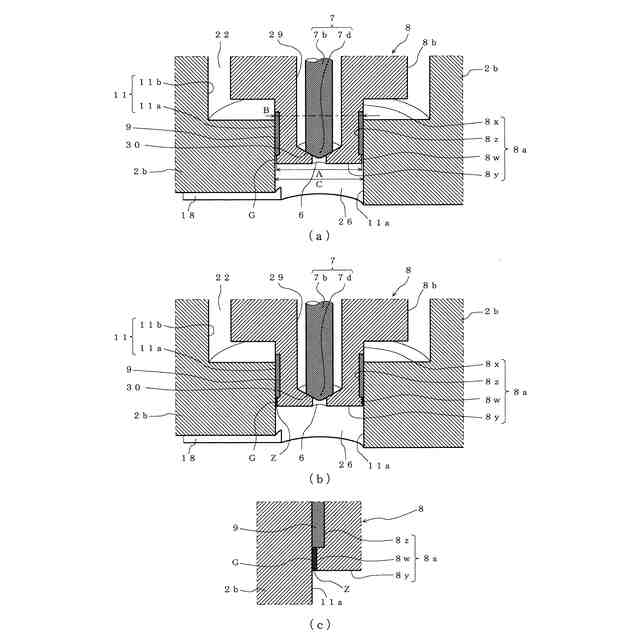
【解決手段】加熱されている上型2bおよび下型2aの内部に保持された成形基材3の外面と上型2bの内面との間のコーティングギャップ13に熱硬化性液状コーティング剤4を注入するインモールドコート注入装置1であって、先端部8aに注入口6および注入口6を開閉する開閉弁7の先端弁部7dを有し、注入口6から噴射された熱硬化性液状コーティング剤4をコーティングギャップ13に注入するための注入機8と、注入機8の先端部8aと上型2bとの間に設けられ、先端部8aの材質の熱伝導率よりも低い熱伝導率の材質から成る断熱層9と、を備えている。
【選択図】図2
特許請求の範囲
【請求項1】
加熱されている金型の内部に保持された成形基材の外面と前記金型の内面との間に熱硬化性液状コーティング剤を注入するインモールドコート注入装置であって、
先端部に注入口および該注入口を開閉する開閉弁を有し、前記注入口から噴射された前記熱硬化性液状コーティング剤を前記成形基材の外面と前記金型の内面との間に注入するための注入機と、
該注入機の前記先端部と前記金型との間に設けられ、前記先端部の材質の熱伝導率よりも低い熱伝導率の材質から成る断熱層と、を備えたことを特徴とするインモールドコート注入装置。
続きを表示(約 1,300 文字)
【請求項2】
前記注入機に、前記注入機の内部の前記熱硬化性液状コーティング剤が硬化することを防止するため、冷却機構が設けられている、ことを特徴とする請求項1に記載のインモールドコート注入装置。
【請求項3】
前記注入機の前記先端部が、前記金型に形成された取付穴に差し入れられる外周面と、前記注入口が設けられた先端面とを有し、
前記断熱層が、前記先端部の前記外周面に、前記取付穴の内周面と接するように設けられている、ことを特徴とする請求項2に記載のインモールドコート注入装置。
【請求項4】
前記断熱層の熱伝導率が、前記金型の熱伝導率よりも低い、ことを特徴とする請求項1から3の何れか1項に記載のインモールドコート注入装置。
【請求項5】
前記断熱層が溶射層である、ことを特徴とする請求項1から3の何れか1項に記載のインモールドコート注入装置。
【請求項6】
前記溶射層が、セラミックを溶射してなるセラミック溶射層である、ことを特徴とする請求項5に記載のインモールドコート注入装置。
【請求項7】
前記注入機の前記先端部の前記外周面に、前記外周面に設けられた前記断熱層よりも前記先端面側に位置して、フランジ部が設けられ、
該フランジ部の縁部の外径が、前記断熱層の表面の外径よりも小さく、前記フランジ部の前記縁部と前記金型の前記取付穴との間に隙間が形成される、ことを特徴とする請求項3に記載のインモールドコート注入装置。
【請求項8】
前記断熱層がポーラスな多孔質である、ことを特徴とする請求項7に記載のインモールドコート注入装置。
【請求項9】
請求項1から3の何れか1項に記載のインモールドコート注入装置を用いて前記成形基材の外面と前記金型の内面との間に前記熱硬化性液状コーティング剤を注入するインモールドコート注入方法であって、
前記金型の熱が前記断熱層を介して前記注入機の前記先端部に伝わることで、前記金型から前記注入機の前記先端部への伝熱を抑制し、
前記注入機の前記先端部に配設された前記注入口およびその注入口を開閉する前記開閉弁の近傍の前記熱硬化性液状コーティング剤の硬化反応を抑えた、ことを特徴とするインモールドコート注入方法。
【請求項10】
請求項7または8に記載のインモールドコート注入装置を用いて前記成形基材の外面と前記金型の内面との間に前記熱硬化性液状コーティング剤を注入するインモールドコート注入方法であって、
前記注入機の前記注入口から噴射された前記熱硬化性液状コーティング剤の一部が、前記金型の前記取付穴と前記注入機の前記フランジ部の前記縁部との隙間に入り込み、該隙間に入り込んだ前記熱硬化性液状コーティング剤が前記金型からの熱によって硬化することで、前記注入口から噴射された前記熱硬化性液状コーティング剤が前記隙間を通って前記断熱層に浸入することを防止した、ことを特徴とするインモールドコート注入方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、加熱されている金型の内部に保持された成形基材と金型の内面との間に熱硬化性液状コーティング剤を注入するインモールドコート注入装置およびそれを用いたインモールドコート注入方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
近年の環境問題への関心が高まる中、有機溶剤を使用せず且つCO2排出削減効果の高い塗装代替技術として、金型内コーティング方法(インモールドコーティング:IMC)が注目されている。IMCは、成形基材が保持された一方の金型に成形基材を覆うように他方の金型を押し当て、他方の金型の内面と成形基材の外面の間のコーティングギャップに液状コーティング剤を注入し、加熱により液状コーティング剤を固化させ、成形基材の外面に被膜を形成する技術である。
【0003】
IMCの特徴としては、(1)一般的なスプレー塗装で用いられる有機溶剤を使用しないので環境及び人体に優しい、(2)塗装工程を行うための設備(スプレー吹付、オーブン熱処理)が不要、(3)塗料を有機溶剤で希釈しないので塗布前の材料(塗料)が成形基材の外面に塗膜として形成される割合(塗着効率)が非常に高く無駄が極めて少ない、等が挙げられる。IMCは、成形品表面の品質向上及び塗装工程の簡略化を目的として利用されており、特に外観及び品質に対する要求度の高い自動車業界において、外装部品等に広く利用されている。
【0004】
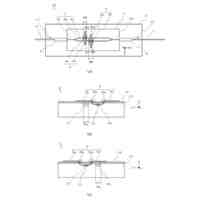
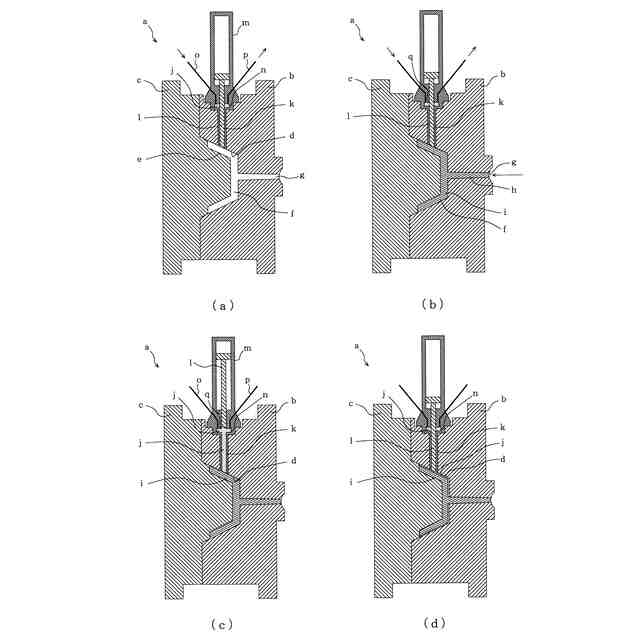
ところで、上述した液状コーティング剤には、被コート材である成形基材の材質(例えば熱可塑性樹脂)に不足する機能特性を付与するため、様々な機能特性を有する非樹脂系物質(例えば微細な粒度の金属や無機物)を配合分散させた熱硬化性樹脂が用いられる場合が多い。斯様な熱硬化性液状コーティング剤は、主剤となる熱硬化性樹脂が金型の熱による化学反応で硬化し、成形基材の外面にコーティングされる。このような熱硬化性液状コーティング剤を被コート材である成形基材が内部に保持された金型に注入するインモールドコート注入装置として、図1(a)、図1(b)、図1(c)、図1(d)に示すものが知られている(特許文献1参照)。
【0005】
図1(a)に示すように、このインモールドコート注入装置aは、一方の金型bと他方の金型cとを突き当ててキャビティdとコアeとの間の成形空間fを形成した状態で、図1(b)に示すように、成形空間fにスプルーgから成形材料h(例えば熱可塑性樹脂)を注入して成形基材iを成形し、その直後、図1(c)に示すように、キャビティdの内面にコート剤として熱硬化性液状コーティング剤jを所定の圧力で注入し、図1(d)に示すように、注入した熱硬化性液状コーティング剤jがキャビティdの内面と成形基材iの外面との間に浸入して硬化し、成形基材iの外面にコーティングを形成するものである。
【0006】
図1(a)に示すように、このインモールドコート注入装置aは、一方の金型bにキャビティdの内面に繋がるように設けられたシリンダkと、シリンダkの内部を自在に昇降するロッド状ピストンlと、ロッド状ピストンlを昇降させる油圧アクチュエータmとを有する。また、インモールドコート注入装置aは、シリンダkの上部に繋がるように区画された貯留室nと、貯留室nにコート材として熱硬化性液状コーティング剤jを導入する導入路oと、貯留室nから熱硬化性液状コーティング剤jを排出する排出路pと、排出路oと導入路pとを接続する外部の循環ライン(図示省略)とを備えており、排出路pの熱硬化性液状コーティング剤jを、循環ラインを介して導入路oに戻して貯留室n内の熱硬化性液状コーティング剤jを循環させることで、貯留室n内の熱硬化性液状コーティング剤jが金型bからの熱によって硬化することを抑えている。
【0007】
このインモールドコート注入装置aを用いた成形基材iの成形工程およびコーティング工程について説明する。先ず、図1(a)に示すように、ロッド状ピストンlをその下端面がキャビティdと面一となる位置まで下降させ、ロッド状ピストンlの下端面によって成形空間fの一部を区画する。その状態で、図1(b)に示すように、スプルーgから成形材料h(例えば熱可塑性樹脂)を成形空間fに注入し、成形基材iを成形する。成形基材iは、加熱されて高温状態の状態の金型bから熱を受け、或る程度の時間、可塑性(軟らかい状態)が保持される。
【0008】
成形基材iを成形した直後、図1(c)に示すように、ロッド状ピストンlを貯留室nの上方まで上昇させ、導入路oから貯留室nに導入されていた熱硬化性液状コーティング剤jをシリンダkに導き、図1(d)に示すように、ロッド状ピストンlを下降させ、シリンダk内の熱硬化性液状コーティング剤jをキャビティdの内面と成形基材iの外面との間に所定の圧力で注入する。注入された熱硬化性液状コーティング剤jは、キャビティdの内面と成形基材iの外面との間に浸入し、金型bの熱による化学反応で硬化し、成形基材iの外面にコーティングが形成される。
【先行技術文献】
【特許文献】
【0009】
特許第3422843号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
ところで、上述した従来のインモールドコート注入装置aにおいては、図1(a)~図1(d)に示すように、シリンダkの内部をロッド状ピストンlが昇降することで熱硬化性液状コーティング剤jを金型bのキャビティd内に注入しているため、シリンダkとロッド状ピストンlとの間に両者の摺動を許容するための極狭いクリアランス(隙間)が必要となる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社精工技研
光電界センサヘッド
15日前
株式会社精工技研
光測定装置及び光測定方法
8日前
株式会社精工技研
二連式の光コネクタプラグ
10日前
株式会社精工技研
光コネクタプラグおよびロック工具
9日前
個人
気泡緩衝材減容装置
23日前
豊田鉄工株式会社
金型
2か月前
シーメット株式会社
光造形装置
9か月前
CKD株式会社
型用台車
10か月前
東レ株式会社
フィルムの製造方法
3か月前
グンゼ株式会社
ピン
10か月前
東レ株式会社
フィルムの製造方法
7か月前
東レ株式会社
フィルムの製造方法
3か月前
東レ株式会社
複合成形体の製造方法
3日前
東レ株式会社
フィルムの製造方法。
2か月前
株式会社FTS
ロッド
8か月前
日機装株式会社
加圧システム
5か月前
株式会社カワタ
計量混合装置
4か月前
個人
樹脂可塑化方法及び装置
9か月前
株式会社漆原
シートの成形方法
4か月前
NOK株式会社
樹脂ゴム複合体
1か月前
トヨタ自動車株式会社
射出装置
7か月前
東レ株式会社
樹脂フィルムの製造方法
4か月前
株式会社FTS
成形装置
9か月前
株式会社不二越
射出成形機
6か月前
株式会社不二越
射出成形機
6か月前
東レ株式会社
炭素繊維シートの製造方法
6か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
6か月前
株式会社FTS
セパレータ
8か月前
株式会社コスメック
射出成形装置
4か月前
株式会社不二越
射出成形機
1か月前
株式会社リコー
画像形成システム
10か月前
株式会社神戸製鋼所
混練機
8か月前
コイト電工株式会社
フレーム成形品
1か月前
東レ株式会社
溶融押出装置および押出方法
9か月前
三和合板株式会社
化粧板の製造装置
2か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ