TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025110241
公報種別
公開特許公報(A)
公開日
2025-07-28
出願番号
2024004065
出願日
2024-01-15
発明の名称
光ファイバの製造方法および光ファイバの製造装置
出願人
住友電気工業株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
C03B
37/027 20060101AFI20250718BHJP(ガラス;鉱物またはスラグウール)
要約
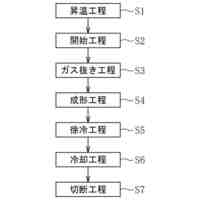
【課題】光ファイバ母材の溶融量の変化に対する光ファイバ母材の線引炉への供給速度の変更の応答性を向上することができる、光ファイバの製造方法および光ファイバの製造装置を提供する。
【解決手段】光ファイバ母材から光ファイバを製造する方法であって、光ファイバ母材をフィーダに配置し、線引炉に送り込む工程と、光ファイバ母材を線引炉において溶融して線引する工程と、線引された光ファイバの外径Dを測定する工程と、線引された光ファイバを引き取る工程と、を備える。光ファイバの外径の目標値D
G
が予め設定されている。引き取る工程では、光ファイバを引き取る速度である引き取り速度V
L
は、測定する工程において測定された外径Dに基づいて制御される。送り込む工程では、光ファイバ母材を線引炉に送り込む速度である供給速度V
G
は、目標値D
G
に外径Dが一致するように制御される。
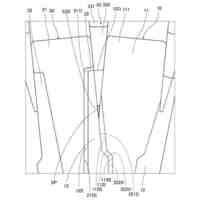
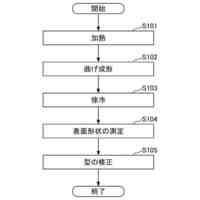
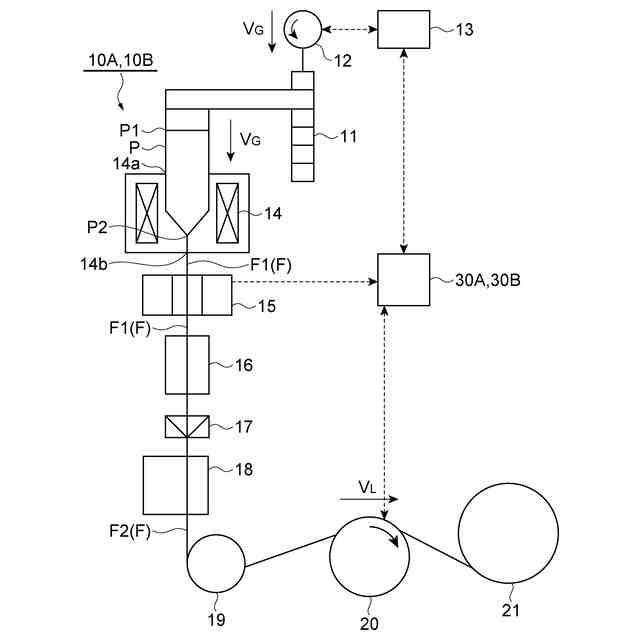
【選択図】図5
特許請求の範囲
【請求項1】
光ファイバ母材から光ファイバを製造する方法であって、
前記光ファイバ母材をフィーダに配置し、線引炉に送り込む工程と、
前記光ファイバ母材を前記線引炉において溶融して線引する工程と、
線引された前記光ファイバの外径Dを測定する工程と、
線引された前記光ファイバを引き取る工程と、
を備え、
前記光ファイバの外径の目標値D
G
が予め設定されており、
前記引き取る工程では、前記光ファイバを引き取る速度である引き取り速度V
L
は、前記測定する工程において測定された前記外径Dに基づいて制御され、
前記送り込む工程では、前記光ファイバ母材を前記線引炉に送り込む速度である供給速度V
G
は、前記目標値D
G
に前記外径Dが一致するように制御される、光ファイバの製造方法。
続きを表示(約 2,100 文字)
【請求項2】
光ファイバ母材から光ファイバを製造する方法であって、
前記光ファイバ母材をフィーダに配置し、線引炉に送り込む工程と、
前記光ファイバ母材を前記線引炉において溶融して線引する工程と、
線引された前記光ファイバの外径Dを測定する工程と、
線引された前記光ファイバを引き取る工程と、
を備え、
前記光ファイバの外径の目標値D
G
が予め設定されており、
前記引き取る工程では、前記光ファイバを引き取る速度である引き取り速度V
L
は、前記測定する工程において測定された前記外径Dに基づいて制御され、
前記送り込む工程では、計算値D
2
V
L
および目標値D
G
2
V
L
が導出されると共に前記光ファイバ母材を前記線引炉に送り込む速度である供給速度V
G
は、前記計算値D
2
V
L
が前記目標値D
G
2
V
L
に一致するように制御される、光ファイバの製造方法。
【請求項3】
前記光ファイバの外径の目標値D
L
が予め設定されており、
前記引き取る工程では、前記引き取り速度V
L
は、前記外径Dと前記目標値D
L
との差分に基づいて制御される、請求項1又は請求項2に記載の光ファイバの製造方法。
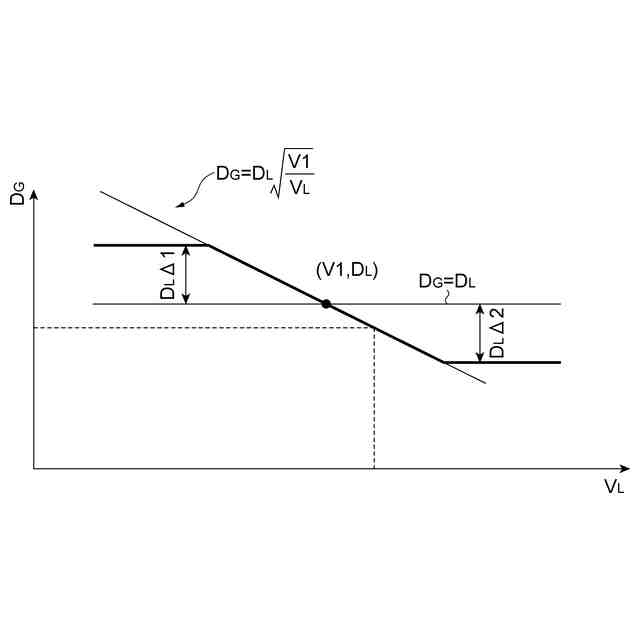
【請求項4】
前記光ファイバの引き取り速度V
L
の目標値V1が予め設定されており、
前記送り込む工程では、前記目標値D
G
は、
前記引き取り速度V
L
が前記目標値V1より大きい場合、目標値D
L
より小さい値に設定され、
前記引き取り速度V
L
が前記目標値V1である場合、前記目標値D
L
と同じ値に設定され、
前記引き取り速度V
L
が前記目標値V1より小さい場合、前記目標値D
L
より大きい値に設定される、請求項3に記載の光ファイバの製造方法。
【請求項5】
前記目標値D
G
が前記目標値D
L
によって除算された値には、上限値および下限値の少なくとも一方が予め設定されている、請求項3に記載の光ファイバの製造方法。
【請求項6】
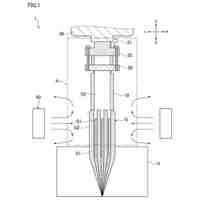
光ファイバ母材を加熱線引して光ファイバを製造する光ファイバの製造装置であって、
前記光ファイバ母材を加熱して溶融する線引炉と、
前記光ファイバ母材を前記線引炉に送り込むフィーダと、
線引された前記光ファイバの外径Dを測定する外径測定器と、
前記光ファイバを引き取る引き取り機と、
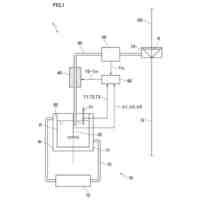
前記光ファイバ母材を前記線引炉に送り込む速度である供給速度V
G
および前記光ファイバを引き取る速度である引き取り速度V
L
を制御する制御装置と、
を備え、
前記制御装置は、
前記光ファイバの外径Dを取得する取得部と、
前記光ファイバの外径の目標値D
G
を設定する設定部と、
前記引き取り速度V
L
を前記外径Dに基づいて制御すると共に、前記供給速度V
G
を、前記目標値D
G
に前記外径Dが一致するように制御する制御部と、
を有する、
光ファイバの製造装置。
【請求項7】
光ファイバ母材を加熱線引して光ファイバを製造する光ファイバの製造装置であって、
前記光ファイバ母材を加熱して溶融する線引炉と、
前記光ファイバ母材を前記線引炉に送り込むフィーダと、
線引された前記光ファイバの外径Dを測定する外径測定器と、
前記光ファイバを引き取る引き取り機と、
前記光ファイバ母材を前記線引炉に送り込む速度である供給速度V
G
および前記光ファイバを引き取る速度である引き取り速度V
L
を制御する制御装置と、
を備え、
前記制御装置は、
前記光ファイバの外径Dを取得する取得部と、
前記光ファイバの外径の目標値D
G
を設定する設定部と、
前記引き取り速度V
L
を前記外径Dに基づいて制御すると共に、計算値D
2
V
L
および目標値D
G
2
V
L
を導出して、前記供給速度V
G
を、前記計算値D
2
V
L
が前記目標値D
G
2
V
L
に一致するように制御する制御部と、
を有する、
光ファイバの製造装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、光ファイバの製造方法および光ファイバの製造装置に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
特許文献1に記載された光ファイバの製造方法では、光ファイバを線引する際に、光ファイバを線引きする速度である線速に基づいて光ファイバ母材を線引炉に送り込む速度である供給速度が制御される。具体的には、光ファイバの現在の線速と一定時間前の線速との差分を算出して、当該差分と差分の目標値との差に基づいて光ファイバ母材の供給速度が制御される。
【先行技術文献】
【特許文献】
【0003】
特開2001―31441号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載された光ファイバの製造方法では、光ファイバの線速の加速度に基づいて光ファイバ母材の供給速度が制御されているが、この光ファイバの線速は、線引きされる光ファイバの外径が目標値の外径になるように制御されている。この線速の制御は、線速の急変による外径への不要な影響を抑えるため、積分動作を主にする等、外径の変化が比較的緩やかになるように実行される。このため、特許文献1に記載された光ファイバの製造方法では、光ファイバ母材の供給速度の制御は、光ファイバの外径に基づく線速の制御に律速される。その結果、線引炉における光ファイバ母材の溶融量の変化に対して、供給速度の制御の応答が遅くなり、線速がオーバシュートする場合がある。
【0005】
例えば、粘性が異なる2種類の光ファイバ母材を接続して線引きする際、接続部の界面が溶け出す場合において、光ファイバ母材の溶融量が急激に増大して、光ファイバの外径が増大することが知られている。この時、光ファイバの外径に基づいて線速を制御する場合、線速の増大は、光ファイバの外径の増大より遅い。さらに、光ファイバ母材の供給速度は、光ファイバの線速に基づいて制御されるため、供給速度の制御は線速の変化に対して遅れる。以上のことから、光ファイバ母材の溶融量が急激に増大する場合、光ファイバ母材の供給速度の制御が大きく遅れる。その結果、光ファイバ母材を線引炉から引き上げる動きが遅れてしまい、光ファイバの線速がオーバシュートすることがある。
【0006】
本開示は、光ファイバ母材の溶融量の変化に対する光ファイバ母材の線引炉への供給速度の変更の応答性を向上することができる、光ファイバの製造方法および光ファイバの製造装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
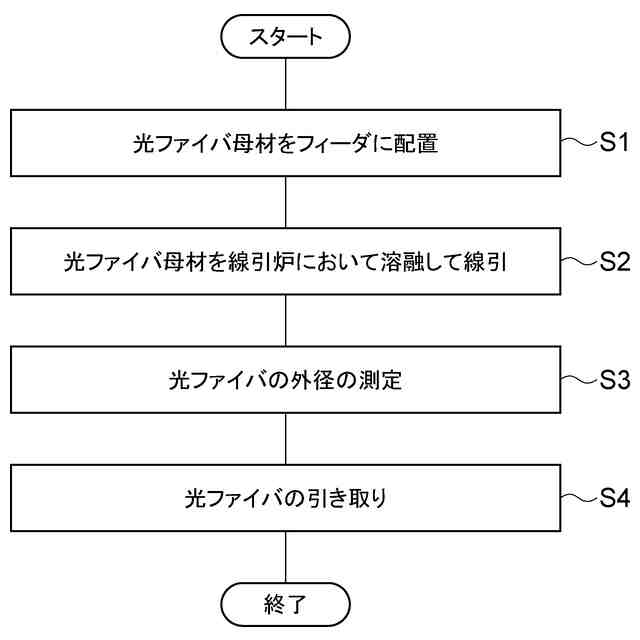
本開示の一実施形態に係る光ファイバの製造方法は、光ファイバ母材から光ファイバを製造する方法であって、光ファイバ母材をフィーダに配置し、線引炉に送り込む工程と、光ファイバ母材を線引炉において溶融して線引する工程と、線引された光ファイバの外径Dを測定する工程と、線引された光ファイバを引き取る工程と、を備える。光ファイバの外径の目標値D
G
が予め設定されている。引き取る工程では、光ファイバを引き取る速度である引き取り速度V
L
は、測定する工程において測定された外径Dに基づいて制御される。送り込む工程では、光ファイバ母材を線引炉に送り込む速度である供給速度V
G
は、外径Dが目標値D
G
に一致するように制御される。
【0008】
本開示の一実施形態に係る光ファイバの製造方法は、光ファイバ母材から光ファイバを製造する方法であって、光ファイバ母材をフィーダに配置し、線引炉に送り込む工程と、光ファイバ母材を線引炉において溶融して線引する工程と、線引された光ファイバの外径Dを測定する工程と、線引された光ファイバを引き取る工程と、を備える。光ファイバの外径の目標値D
G
が予め設定されている。引き取る工程では、光ファイバを引き取る速度である引き取り速度V
L
は、測定する工程において測定された外径Dに基づいて制御される。送り込む工程では、計算値D
2
V
L
および目標値D
G
2
V
L
が導出されると共に光ファイバ母材を線引炉に送り込む速度である供給速度V
G
は、計算値D
2
V
L
が目標値D
G
2
V
L
に一致するように制御される。
【0009】
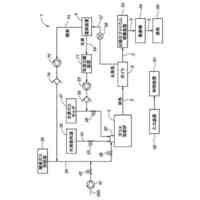
本開示の一実施形態に係る光ファイバの製造装置は、光ファイバ母材を加熱線引して光ファイバを製造する製造装置である。この製造装置は、光ファイバ母材を加熱して溶融する線引炉と、光ファイバ母材を線引炉に送り込むフィーダと、線引された光ファイバの外径Dを測定する外径測定器と、光ファイバを引き取る引き取り機と、光ファイバ母材を線引炉に送り込む速度である供給速度V
G
および光ファイバを引き取る速度である引き取り速度V
L
を制御する制御装置と、を備える。この制御装置は、光ファイバの外径Dを取得する取得部と、光ファイバの外径の目標値D
G
を設定する設定部と、引き取り速度V
L
を外径Dに基づいて制御すると共に、供給速度V
G
を、外径Dが目標値D
G
に一致するように制御する制御部と、を有する。
【0010】
本開示の一実施形態に係る光ファイバの製造装置は、光ファイバ母材を加熱線引して光ファイバを製造する製造装置である。この製造装置は、光ファイバ母材を加熱して溶融する線引炉と、光ファイバ母材を線引炉に送り込むフィーダと、線引された光ファイバの外径Dを測定する外径測定器と、光ファイバを引き取る引き取り機と、光ファイバ母材を線引炉に送り込む速度である供給速度V
G
および光ファイバを引き取る速度である引き取り速度V
L
を制御する制御装置と、を備える。この制御装置は、光ファイバの外径Dを取得する取得部と、光ファイバの外径の目標値D
G
を設定する設定部と、引き取り速度V
L
を外径Dに基づいて制御すると共に、計算値D
2
V
L
および目標値D
G
2
V
L
を導出して、供給速度V
G
を、計算値D
2
V
L
が目標値D
G
2
V
L
に一致するように制御する制御部と、を有する。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本電気硝子株式会社
ガラス材
4か月前
個人
ガラス製品の製造方法
2か月前
株式会社フジクラ
シール装置
3か月前
日本電気硝子株式会社
ガラスの製造方法
3か月前
日本電気硝子株式会社
ガラス繊維用組成物
3か月前
日本電気硝子株式会社
ガラス繊維用組成物
2か月前
日本板硝子株式会社
自動車用窓ガラス
5か月前
株式会社オハラ
光学ガラス
3か月前
AGC株式会社
ガラス板の製造方法
4か月前
信越化学工業株式会社
ガラス母材の延伸方法
2か月前
日本電気硝子株式会社
ガラスの製造方法
1か月前
日本電気硝子株式会社
フィーダー
4か月前
AGC株式会社
感光性ガラス
3日前
信越化学工業株式会社
光ファイバ母材の製造方法
1か月前
AGC株式会社
ガラスペースト
3か月前
日本板硝子株式会社
ビル用複層ガラス
18日前
株式会社オハラ
光学ガラスおよび光学素子
3か月前
AGC株式会社
合わせガラス
16日前
日本板硝子株式会社
車両用合わせガラス体
2か月前
AGC株式会社
複層ガラス、及び複層ガラスの製造方法
4か月前
AGC株式会社
複層ガラス、及び複層ガラスの製造方法
4か月前
白金科技股分有限公司
微小球およびその調製方法
2か月前
AGC株式会社
ガラス及びその製造方法
2か月前
AGC株式会社
成形装置、及び成形方法
2か月前
日本板硝子株式会社
車両用調光合わせガラス
2か月前
日本電気硝子株式会社
ガラス物品の製造方法
5か月前
日本電気硝子株式会社
ガラス物品の製造方法
9日前
東洋ガラス株式会社
ガラス製造装置
4か月前
AGC株式会社
洗浄部材の位置決め方法
3か月前
信越化学工業株式会社
光ファイバ用多孔質母材の搬送装置
3か月前
日本電気硝子株式会社
ガラス粉末、封着材料及び封着材料ペースト
5か月前
株式会社オハラ
結晶相を含むガラス
4か月前
住友電気工業株式会社
光ファイバの製造方法
27日前
住友電気工業株式会社
光ファイバの製造装置
1か月前
住友電気工業株式会社
光ファイバの製造方法
1か月前
住友電気工業株式会社
光ファイバの製造方法
4か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ