TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025130028
公報種別
公開特許公報(A)
公開日
2025-09-05
出願番号
2025004184
出願日
2025-01-10
発明の名称
ガラス物品の製造方法
出願人
日本電気硝子株式会社
代理人
個人
,
個人
,
個人
主分類
C03B
17/06 20060101AFI20250829BHJP(ガラス;鉱物またはスラグウール)
要約
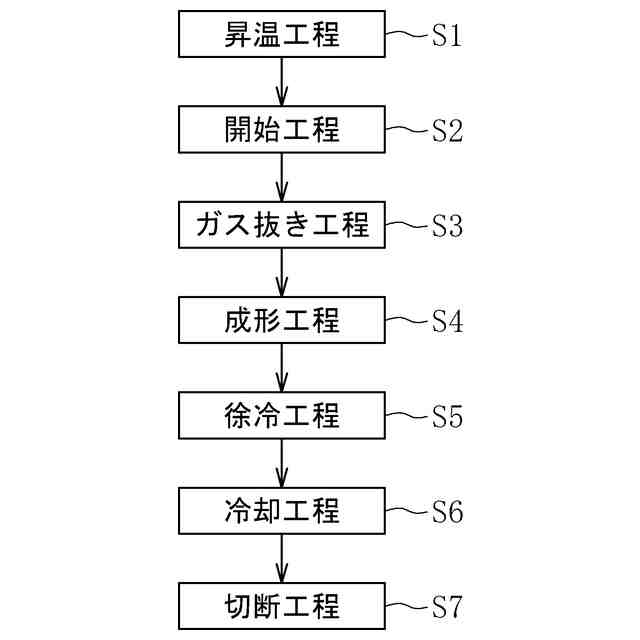
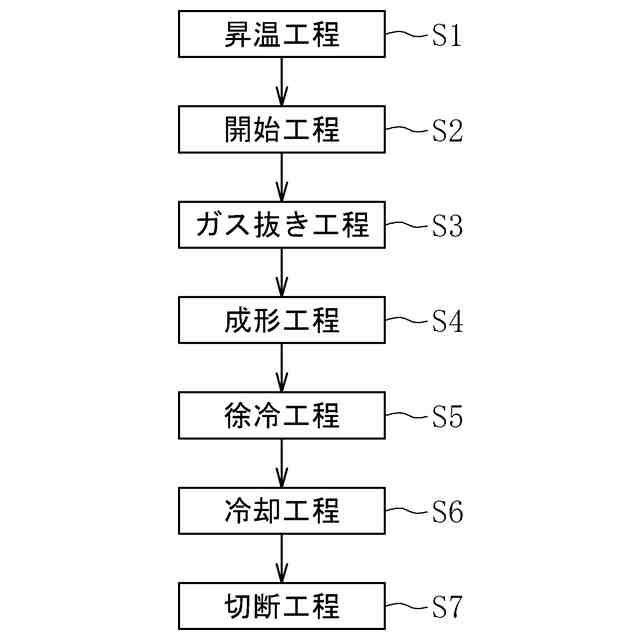
【課題】ガラス物品の製造方法において、成形体を傾ける作業を行うことなく開始工程後のガス抜き工程を効率良く行うことで、ガラス物品の製造効率の低下を防ぐ、ガラス物品の製造方法を提供する。
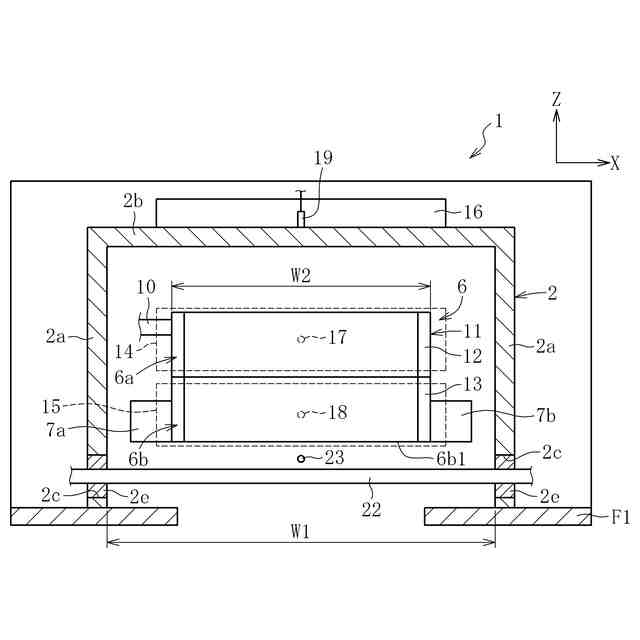
【解決手段】ガラス物品の製造方法は、昇温工程S1と、開始工程S2と、成形工程S4と、を備える。成形炉は、成形体の上方に位置する天井壁を備える。開始工程S2における成形炉の天井壁の温度は、成形工程S4における成形炉の天井壁の温度よりも低い。これにより、成形体上を流れる溶融ガラスの速度を低下させることができる。したがって、溶融ガラスを成形体上のより広い範囲に均一に流すことができ、従来のように成形体を傾ける作業を行うことなく、開始工程後のガス抜き工程を効率良く行うことが可能となる。
【選択図】図5
特許請求の範囲
【請求項1】
成形炉に収容された成形体を昇温する昇温工程と、
前記昇温工程を経た前記成形体に溶融ガラスの供給を開始する開始工程と、
前記開始工程を経た前記成形体を用いてオーバーフロー法によって前記溶融ガラスからガラスリボンを成形する成形工程と、を備えるガラス物品の製造方法であって、
前記成形炉は、前記成形体の上方に位置する天井壁を備え、
前記開始工程における前記成形炉の前記天井壁の温度は、前記成形工程における前記成形炉の前記天井壁の温度よりも低いことを特徴とするガラス物品の製造方法。
続きを表示(約 800 文字)
【請求項2】
前記開始工程と前記成形工程の間に、前記成形体に前記溶融ガラスの供給を継続することで、前記成形体のガス抜きを行うガス抜き工程を備える請求項1に記載のガラス物品の製造方法。
【請求項3】
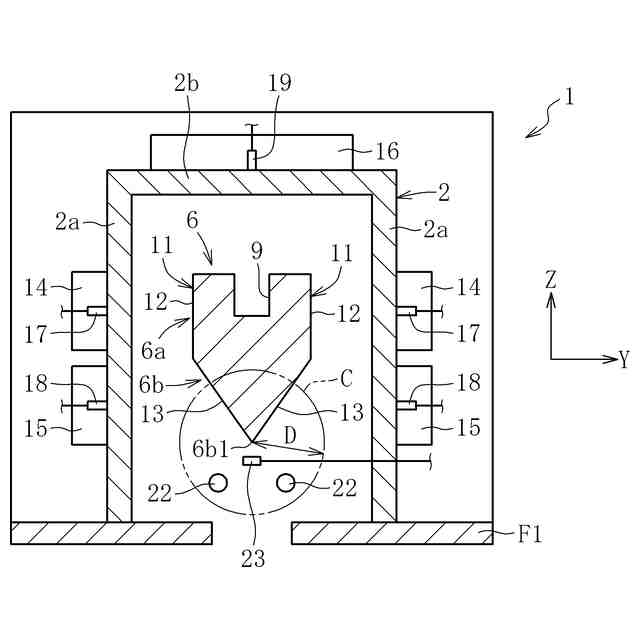
前記成形体は、前記溶融ガラスが供給される溝部と、前記溝部の二方向から溢れ出た前記溶融ガラスがそれぞれ流下するための上部と、前記上部をそれぞれ流下した前記溶融ガラスを合流させて前記ガラスリボンを成形するための下部と、を有し、
前記成形炉は、前記成形体の前記下部を加熱するためのヒータを備え、
前記ガス抜き工程における前記ヒータの温度が、前記成形工程における前記ヒータの温度よりも高い請求項2に記載のガラス物品の製造方法。
【請求項4】
前記成形炉は、前記成形体を押圧する押圧部材を備え、
前記ガス抜き工程において前記押圧部材により前記成形体に加えられる押圧力は、前記成形工程において前記押圧部材により前記成形体に加えられる押圧力よりも小さい請求項2又は3に記載のガラス物品の製造方法。
【請求項5】
前記ガス抜き工程における前記成形炉の前記天井壁の温度は、前記開始工程における前記成形炉の前記天井壁の温度よりも高い請求項2又は3に記載のガラス物品の製造方法。
【請求項6】
前記成形体は、前記溶融ガラスが供給される溝部と、前記溝部の二方向から溢れ出た前記溶融ガラスがそれぞれ流下するための上部と、前記上部をそれぞれ流下した前記溶融ガラスを合流させて前記ガラスリボンを成形するための下部と、を有し、
前記成形炉は、前記成形体の前記下部を加熱するためのヒータを備え、
前記開始工程における前記ヒータの温度が、前記成形工程における前記ヒータの温度よりも高い請求項1又は2に記載のガラス物品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ガラス物品を製造する方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
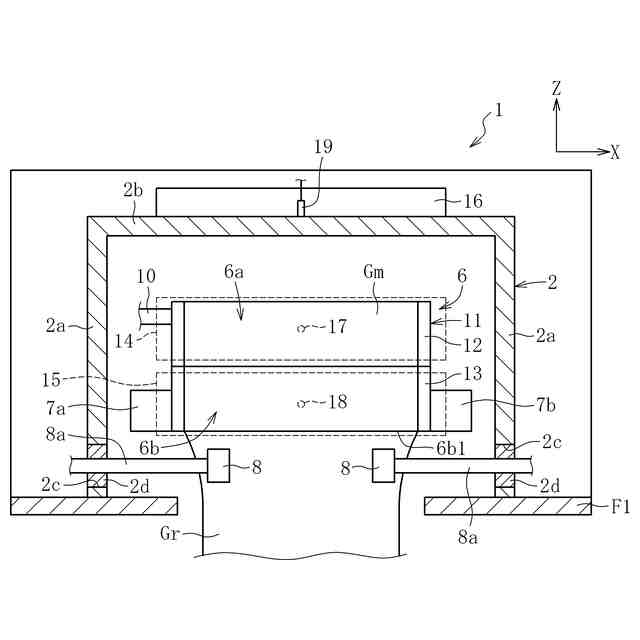
ガラス板などのガラス物品の製造方法としては、オーバーフローダウンドロー法が用いられる場合がある。この製法に使用される成形装置は、略楔状の成形体を備えている。成形体に供給された溶融ガラスは、成形体の頂部に形成された溝部から二方向に溢れ出た後、成形体の両外側面を伝って下端部で合流する。
【0003】
これにより、溶融ガラスから帯状のガラスリボンが連続成形される。この製法によれば、成形されるガラスリボンの表裏面が成形過程で成形体と接触しないため、表裏面に傷等のない平滑なガラスリボンを成形できるという利点がある。
【0004】
特許文献1は、溶融ガラスからガラスリボンを成形する前に、成形体(アイソパイプ)に対するガス抜き工程を備えるガラス物品の製造方法を開示している。この方法において、ガス抜き工程では、溶融ガラスを成形体に接触させ、成形体の内部及び表面に含まれているガスを、溶融ガラスに移すことによって除去する(同文献の段落0023参照)。
【0005】
さらに、ガス抜き工程では、成形体への溶融ガラスの接触を促進させるために、成形体は、溶融ガラスを成形することが可能な正常な段階の姿勢から、所定の傾き角θをもって傾けられる(同文献の請求項5及び段落0012参照)。
【先行技術文献】
【特許文献】
【0006】
特開2010-120845号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上記のような従来のガラス物品の製造方法では、ガス抜き工程において成形体を傾けるという大掛かりな作業を行うため、ガラス物品の製造効率が低下するという問題があった。
【0008】
本発明は上記の事情に鑑みてなされたものであり、ガス抜き工程を効率良く行うことを技術的課題とする。
【課題を解決するための手段】
【0009】
(1) 本発明は上記の課題を解決するためのものであり、成形炉に収容された成形体を昇温する昇温工程と、前記昇温工程を経た前記成形体に溶融ガラスの供給を開始する開始工程と、前記開始工程を経た前記成形体を用いてオーバーフロー法によって前記溶融ガラスからガラスリボンを成形する成形工程と、を備えるガラス物品の製造方法であって、前記成形炉は、前記成形体の上方に位置する天井壁を備え、前記開始工程における前記成形炉の前記天井壁の温度は、前記成形工程における前記成形炉の前記天井壁の温度よりも低いことを特徴とする。
【0010】
かかる構成によれば、開始工程における成形炉の天井壁の温度を、成形工程における成形炉の天井壁の温度よりも低くする。これにより、成形体上を流れる溶融ガラスの速度を低下させることができる。したがって、溶融ガラスを成形体上のより広い範囲に均一に流すことができる。これにより、従来のように成形体を傾ける作業を行うことなく、開始工程後のガス抜き工程を効率良く行うことが可能となる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る

 特許ウォッチ
特許ウォッチ