TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025107941
公報種別
公開特許公報(A)
公開日
2025-07-22
出願番号
2024001528
出願日
2024-01-09
発明の名称
真空鋳造システムの漏水監視装置
出願人
トヨタ自動車株式会社
代理人
個人
,
個人
主分類
B22D
18/08 20060101AFI20250714BHJP(鋳造;粉末冶金)
要約
【課題】 金属溶湯Lmが注入されて鋳造物が成形される空洞2aを画定する金型2と、空洞内へ減圧弁4を介して選択的に連通する真空タンク7と、真空タンク内を選択的に減圧する真空ポンプ8とを有し、鋳造物の鋳造の際には、真空タンクが真空ポンプにより減圧された後、空洞内へ金属溶湯が射出され始めてから金属溶湯が空洞内に充填されるまでの間のみ真空タンクが空洞に連通されるよう減圧弁が開閉制御される真空鋳造システムに於いて、空洞の漏水の有無をより精度よく判定する。
【解決手段】 漏水監視装置50は、空洞内へ金属溶湯が射出され始めてから金属溶湯が空洞内に充填されるまでの間の後の真空タンクの湿度を検出し、その湿度が所定値を超えているときに、漏水が起きたと判定する。
【選択図】 図1
特許請求の範囲
【請求項1】
金属溶湯が注入されて鋳造物が成形される空洞を画定する金型と、前記空洞内へ減圧弁を介して選択的に連通する真空タンクと、前記真空タンク内を選択的に減圧する真空ポンプとを有し、鋳造物の鋳造の際には、前記真空タンクが前記真空ポンプにより減圧された後、前記空洞内へ前記金属溶湯が射出され始めてから前記金属溶湯が前記空洞内に充填されるまでの間のみ前記真空タンクが前記空洞に連通されるよう前記減圧弁が開閉制御される真空鋳造システムに於ける前記金型内に流通する冷却水回路から前記空洞内への漏水の有無を監視する漏水監視装置であって、
前記真空タンク内の湿度を検出する真空タンク内湿度を検出する湿度検出手段と、
前記空洞内へ前記金属溶湯が射出され始めてから前記金属溶湯が前記空洞内に充填されるまでの間の後の前記真空タンクの湿度が所定値を超えているときには、前記金型内に流通する冷却水回路から前記空洞内への漏水が起きたと判定する漏水判定手段と
を有する漏水監視装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、真空ダイカスト法などを用いた真空鋳造システムに係り、より詳細には、真空鋳造システムの金型に於ける水漏れを容易に監視できるよう構成された装置に係る。
続きを表示(約 3,400 文字)
【背景技術】
【0002】
複雑な形状の金属製(アルミニウム製など)の成形物を鋳造するための真空ダイカスト法などの真空鋳造法による真空鋳造システムについて、種々の構成が提案されている。例えば、特許文献1では、ダイカスト鋳造工程に於いてより高精度にてキャビティ(鋳型)内の湿度を計測する方法として、キャビティと真空発生手段(真空ポンプ、真空タンク)とを連通する排気流路上の計測領域にて、気体の湿度、温度及び圧力を測定し、鋳造サイクル毎の各測定値の計測波形に基づいて鋳造サイクル中に計測領域を通過した気体中の水分子の比率を算出する構成が提案されている。
【先行技術文献】
【特許文献】
【0003】
特開2007-222896
【発明の概要】
【発明が解決しようとする課題】
【0004】
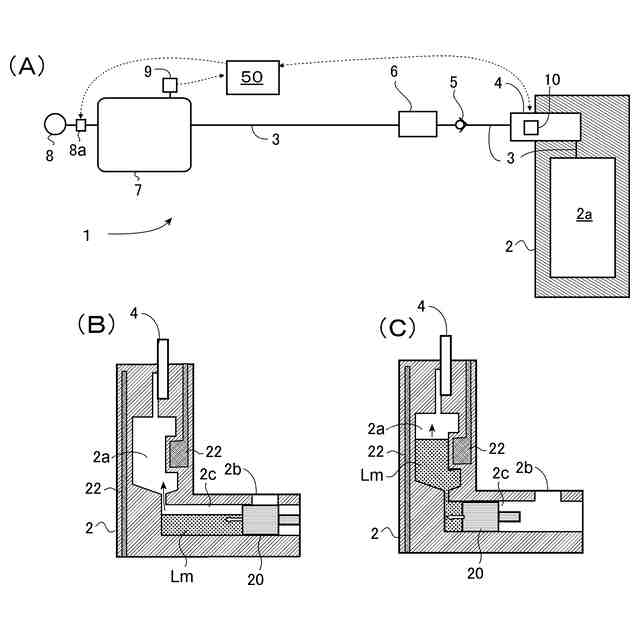
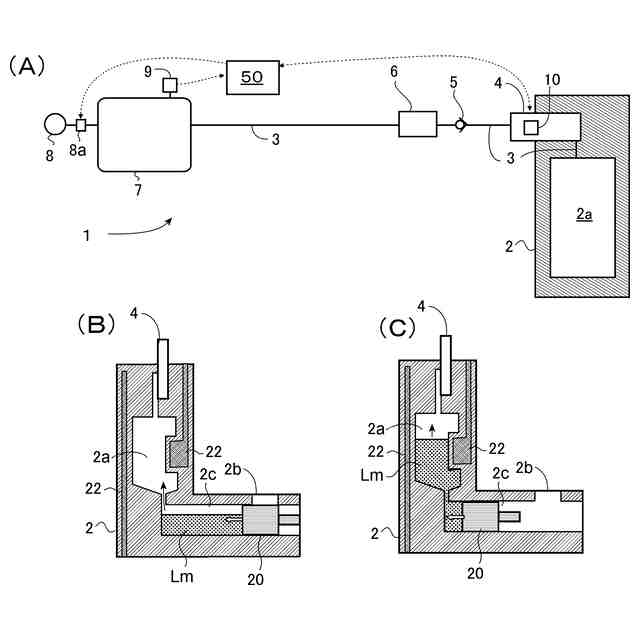
図1(A)に模式的に描かれている如く、一般に、真空ダイカスト法などを用いた真空鋳造システム1に於いては、金型2の空洞2aに金属の溶湯が注入される前に空洞2aを減圧して空気をできるだけ除去しておくために、空洞2aに減圧弁4を介して排気管3が接続され、排気管3は、逆止弁5、減圧フィルタ6を経て、真空ポンプ8により減圧される真空タンク7が接続される。鋳造物の鋳造工程に際しては、まず、減圧弁4を閉弁し、真空タンク7と空洞2aとの間を遮断した状態で、真空ポンプ8が作動されて、真空タンク7内が減圧される。一方、金型2に於いては、図1(B)に模式的に描かれている如く、金型2の溶湯注入口2bから、空洞2aに連通したシリンダ状空間2cへ金属溶湯Lm(溶融したアルミニウムなど)が注ぎ込まれ、シリンダ状空間2c内にてプランジャ20が金属溶湯Lmを空洞2aへ押し出す方向(射出する方向)へ移動し、プランジャ20が溶湯注入口2bを封鎖して、金属溶湯Lmが溶湯注入口2bから遮断されると、減圧弁4が開弁され、これにより、空洞2a内の空気が真空タンク7へ除去される。そして、図1(C)に模式的に描かれている如く、プランジャ20が更にシリンダ状空間2cから金属溶湯Lmを空洞2a内へ押し出す方向に移動し、金属溶湯Lmが空洞2aの上方に到達すると、図示していないセンサが作動して、減圧弁4が再び閉弁され、真空タンク7が空洞2aから遮断される。その後、金属溶湯Lmが固化して鋳造品が完成されることとなる。
【0005】
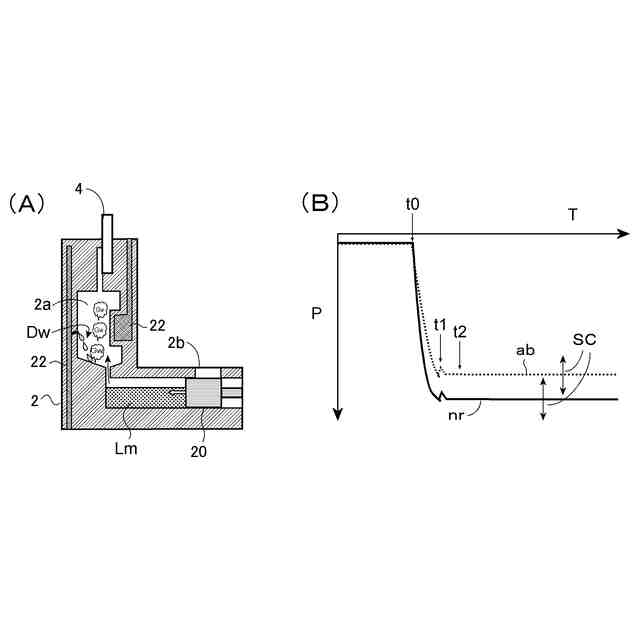
上記の真空鋳造システム1に於いて、空洞2aを画定している金型2は、SKD材等の鋼材にて形成され、金型に内部には、冷却のために冷却水の流通する回路22が配設されている。かかる金型2に於いては、図2(A)に模式的に描かれている如く、空洞2aを画定する肉部分の鋼材に入った亀裂や、複数の肉部を組み合わせて空洞2aを画定する際に肉部どうしの継ぎ目の隙間が生ずると、それらから冷却水が空洞2a内へ漏出する漏水(Dw)が発生し、そうすると、水が水蒸気Gwとなり、製品の外観不良、加工面の鋳巣不良などの不具合が生じ得る。従って、真空鋳造システム1にて鋳造を実施する際には、金型2の空洞2a内への漏水の有無を適時監視することが好ましい。そこで、従前では、図2(B)に模式的に描かれている如き、真空タンク7を空洞2aに接続した際の排気管3内の圧力波形や、空洞2aの減圧終了後(減圧弁の再閉弁後)の排気管3内の圧力を参照し、排気管3内の圧力が所定の閾値を超えたときなどに漏水があったと判定していた。しかしながら、実際には、図示の如く、漏水があったときには、空洞2aの減圧終了後排気管3内の圧力が高くなる傾向があるものの、種々の他の要因(空洞2a内の気密性のばらつきなど)によって、漏水が起きていない場合(nr)も起きている場合(ab)も排気管3内の圧力波形にはばらつき(SC)が大きく、精度よく、漏水の有無を判定することが困難であった。
【0006】
上記の事情に鑑み、本発明の主な課題は、真空鋳造システムの金型の空洞の漏水の有無をより精度よく判定することのできる漏水監視装置を提供することである。
【0007】
この点に関し、上記の真空鋳造システム1に於ける一連の工程に於いて、真空タンク7は、真空ポンプ8により減圧された後には真空ポンプ8から遮断され、空洞2aに溶湯Lmが射出され始めるときから溶湯Lmが空洞2aの上部に到達するまでの間のみ空洞2aに接続される。そして、空洞2aの減圧終了後に於いて、真空タンク7には、空洞2a内の空気(及び離型剤の水分)が溜まっていることとなり、もし空洞2aに漏水が起きているときには、その漏出した水も蒸気として溜まっていることとなる。また、真空タンク7は、空洞2aから比較的距離が離れた場所に配置されているので、温度や圧力が比較的安定した環境下にある。一方、空洞2a内に於いては、漏水がなければ、鋳造品を離型するための離型剤の水分の他は、実質的に水分が存在しないので、漏水が起きている場合には、空洞2aの減圧終了後に於ける真空タンク7内の湿度は、漏水が起きていない場合よりも顕著に高くなる。即ち、上記の真空鋳造システム1に於ける空洞2aの漏水は、空洞2aの減圧終了後の真空タンク7内の湿度の高さから判定が可能である。この知見は、本発明に於いて利用される。
【課題を解決するための手段】
【0008】
本発明の一つの態様によれば、上記の課題は、金属溶湯が注入されて鋳造物が成形される空洞を画定する金型と、前記空洞内へ減圧弁を介して選択的に連通する真空タンクと、前記真空タンク内を選択的に減圧する真空ポンプとを有し、鋳造物の鋳造の際には、前記真空タンクが前記真空ポンプにより減圧された後、前記空洞内へ前記金属溶湯が射出され始めてから前記金属溶湯が前記空洞内に充填されるまでの間のみ前記真空タンクが前記空洞に連通されるよう前記減圧弁が開閉制御される真空鋳造システムに於ける前記金型内に流通する冷却水回路から前記空洞内への漏水の有無を監視する漏水監視装置であって、
前記真空タンク内の湿度を検出する真空タンク内湿度を検出する湿度検出手段と、
前記空洞内へ前記金属溶湯が射出され始めてから前記金属溶湯が前記空洞内に充填されるまでの間の後の前記真空タンクの湿度が所定値を超えているときには、前記金型内に流通する冷却水回路から前記空洞内への漏水が起きたと判定する漏水判定手段と
を有する漏水監視装置によって達成される。
【0009】
上記の構成に於いて、「真空鋳造システム」は、既に述べた如き態様にて、金型の空洞内を減圧しながら、空洞内へ金属溶湯を射出して、鋳造品を製造する、真空ダイカスト法等を用いたシステムであってよい。金型は、既に触れた如く、SKD鋼材等のこの分野で通常利用される材料にて形成され、その肉部の内部には、冷却水が流通する冷却回路が配設される。真空タンク、真空ポンプは、この分野で使用される通常のものであってよい。減圧弁は、真空タンクと金型の空洞内とを選択的に連通する通常の態様の開閉弁であってよい。「湿度検出手段」は、通常の態様の気体中の湿度を検出する任意の形式の湿度センサ又は湿度計であってよい。「漏水判定手段」は、湿度検出手段の検出した湿度が適宜設定される所定値を上回っているときには、金型の空洞内に漏水があると判定する任意の形式の判定装置であってよく、独立のシステムであってもよいが、真空鋳造システムの作動を制御する制御装置の一部として組み込まれていてよい。
【0010】
上記の構成によれば、金型の空洞内に漏水の有無の監視が、金型の空洞内の減圧時の圧力変化又は減圧後の圧力で判定されるのではなく、減圧終了後に空洞内から遮断された真空タンク内の湿度により判定される。減圧終了後の真空タンク内には、もし金型の空洞内に漏水があれば、大量の水蒸気が溜まっていると想定されるので、これにより、漏水の有無がより精度良く判定できることが期待される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ピストンの低圧鋳造金型
3か月前
株式会社 寿原テクノス
金型装置
6か月前
株式会社プロテリアル
合金粉末の製造方法
3か月前
トヨタ自動車株式会社
中子の製造方法
24日前
芝浦機械株式会社
成形機
5か月前
株式会社キャステム
鋳造品の製造方法
3か月前
個人
透かし模様付き金属板の製造方法
6か月前
トヨタ自動車株式会社
鋳バリ抑制方法
3か月前
芝浦機械株式会社
成形機
5か月前
トヨタ自動車株式会社
中子の製造方法
4日前
旭有機材株式会社
鋳型の製造方法
9日前
トヨタ自動車株式会社
ケースの製造方法
1か月前
トヨタ自動車株式会社
突き折り棒
2か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
1か月前
株式会社浅沼技研
鋳型及びその製造方法
4か月前
トヨタ自動車株式会社
鋳物砂の再生方法
25日前
株式会社日本高熱工業社
潤滑剤塗布装置
5か月前
東洋機械金属株式会社
ダイカストマシン
6か月前
株式会社プロテリアル
金属付加製造物の製造方法
4か月前
大同特殊鋼株式会社
鋼塊の製造方法
4か月前
トヨタ自動車株式会社
金型冷却構造
2か月前
株式会社豊田中央研究所
積層造形装置
1か月前
福田金属箔粉工業株式会社
Cu系粉末
1か月前
株式会社神戸製鋼所
炭素-銅含有粉末
2か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
3か月前
デザインパーツ株式会社
冷却装置及び冷却方法
5か月前
ポーライト株式会社
焼結部品の製造方法
1か月前
ポーライト株式会社
焼結部品の製造方法
6か月前
日立Astemo株式会社
成形装置
4か月前
セイコーエプソン株式会社
製造方法
3か月前
山陽特殊製鋼株式会社
取鍋
6か月前
トヨタ自動車株式会社
焼結部材及びその製造方法
3か月前
株式会社神戸製鋼所
鋼の製造方法
5か月前
artience株式会社
接合用ペースト、及び接合体
25日前
artience株式会社
接合用ペースト、及び接合体
25日前
artience株式会社
接合用ペースト、及び接合体
25日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































