TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025106132
公報種別
公開特許公報(A)
公開日
2025-07-11
出願番号
2025076010,2023128424
出願日
2025-05-01,2023-08-07
発明の名称
長尺SiCチューブを製造するための方法およびシステム
出願人
ツー-シックス デラウェア インコーポレイテッド
,
II-VI Delaware,Inc.
代理人
個人
,
個人
,
個人
,
個人
主分類
B28B
1/26 20060101AFI20250704BHJP(セメント,粘土,または石材の加工)
要約
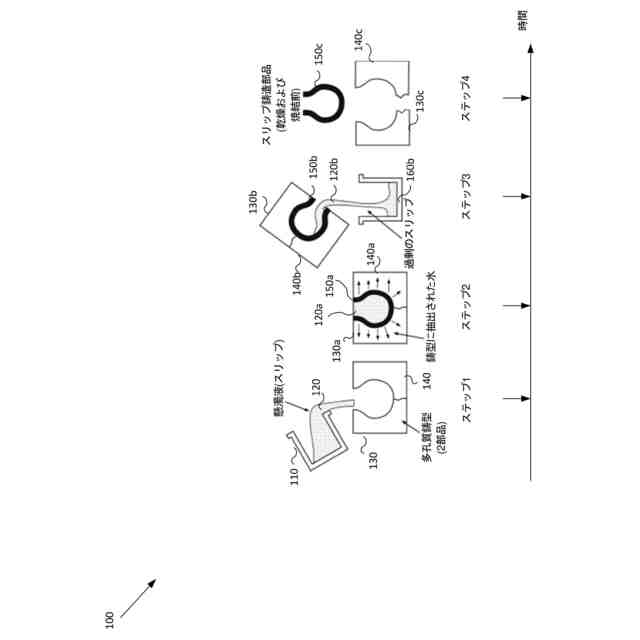
【課題】反応接合用のプリフォーム部品をキャスティングする方法であって、鋳型の内側表面およびマンドレルの表面を離型層でコーティングするステップを含む、方法を提供すること。
【解決手段】鋳型およびマンドレルから組立鋳型が形成され、鋳型キャビティにスラリーを流し込んで沈殿させることによりプリフォームケーキが形成される。離型層を熱的に除去することは、熱分解後のマンドレルの取外しおよびプリフォームケーキの取外しを助ける。
【選択図】なし
特許請求の範囲
【請求項1】
反応接合のためのプリフォーム部品をキャスティングする方法であって、
鋳型の内側表面を第1の離型層でコーティングするステップ;
マンドレルの表面を第2の離型層でコーティングするステップ;
前記コーティングされたマンドレルを前記コーティングされた鋳型に挿入して組立鋳型を形成するステップであって、前記組立鋳型が鋳型キャビティを備える、ステップ;
前記鋳型キャビティにスラリーを流し込むステップ;
前記スラリーを前記鋳型キャビティ内で沈殿させることによりプリフォームケーキを形成するステップ;
前記第2の離型層を熱的に除去するステップ;
前記組立鋳型から前記マンドレルを取り出すステップ;
前記プリフォームケーキの有機含有物を炭素含有物に熱分解するステップ;および
前記第1の離型層を熱的に除去するステップ
を含む、方法。
続きを表示(約 630 文字)
【請求項2】
前記組立鋳型内における、前記コーティングされたマンドレルと前記コーティングされた鋳型との間の空間が前記鋳型キャビティを形成している、請求項1に記載の方法。
【請求項3】
前記第2の離型層を80℃超に加熱して、前記第2の離型層を溶融または焼失により熱的に除去するステップを含む、請求項1に記載の方法。
【請求項4】
前記プリフォームケーキおよび前記第1の離型層を500℃超に加熱して、前記熱分解を達成し、前記第1の離型層を前記熱的に除去するステップを含む、請求項1に記載の方法。
【請求項5】
鋳型の前記内側表面をコーティングするステップが、複数の鋳型部品の内側表面をコーティングするステップを含み、前記複数の鋳型部品が前記鋳型を形成する、請求項1に記載の方法。
【請求項6】
複数のクラムシェル鋳型から前記鋳型を形成するステップを含む、請求項1に記載の方法。
【請求項7】
前記複数の鋳型部品がクラムシェル鋳型である、請求項5に記載の方法。
【請求項8】
前記第1の離型層がアクリル層である、請求項1に記載の方法。
【請求項9】
前記アクリル層を吹き付けるステップを含む、請求項8に記載の方法。
【請求項10】
前記第2の離型層がシートワックス層である、請求項1に記載の方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
[0001]本開示は、一般に、長尺SiCチューブを製造するための方法およびシステムに関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
[0002]本開示の態様は、長尺SiCチューブを製造するための方法およびシステムに関する。長尺SiCチューブを製造するための従来の解決策には、さまざまな問題が存在する場合がある。この点に関して、長尺SiCチューブを製造するための従来のシステムおよび方法は、コストが高く、面倒であり、および/または非効率的である場合がある。
【0003】
[0003]従来のシステムおよび方法の限界および欠点は、そのような手法と、図面を参照して本開示の残りの部分に記載される本方法およびシステムの、いくつかの態様との比較を通じて、当業者には明らかになるであろう。
【発明の概要】
【課題を解決するための手段】
【0004】
[0005]図面のうちの少なくとも1つに関連して示され、および/または説明され、特許請求の範囲においてより完全に記載されるのは、長尺SiCチューブを製造するための方法およびシステムである。
【0005】
[0006]本開示におけるこれらのおよび他の利点、態様、および新規な特徴、ならびにその図示された実施形態の詳細は、以下の説明および図面から、より完全に理解されるであろう。
【0006】
[0007]本開示のさまざまな特徴および利点は、添付の図面と併せて解釈される以下の詳細な説明を参照することによって、より容易に理解され得る。図面において、同じ参照符号は、同じ構造要素を示す。
【図面の簡単な説明】
【0007】
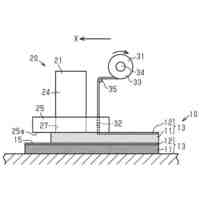
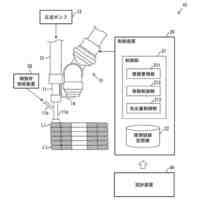
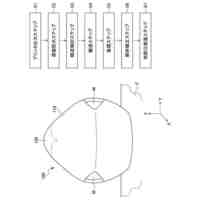
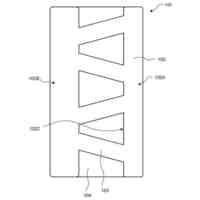
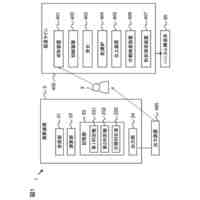
[0008]例示的なスリップキャスティングプロセスを示す図である。
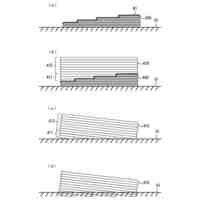
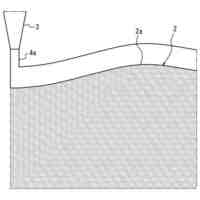
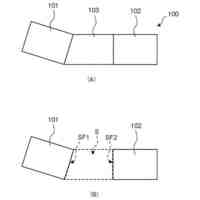
[0009]炭化ケイ素部品を得るための反応接合プロセスを示す図である。
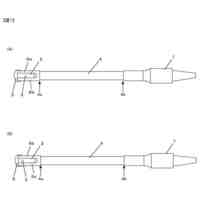
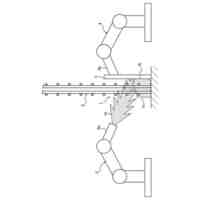
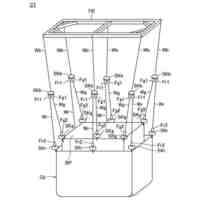
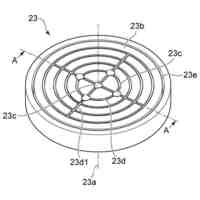
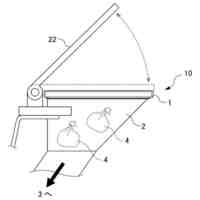
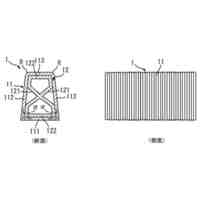
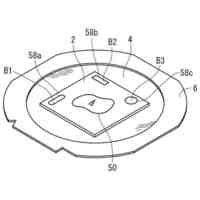
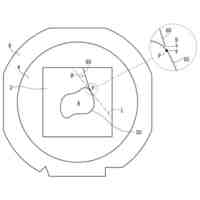
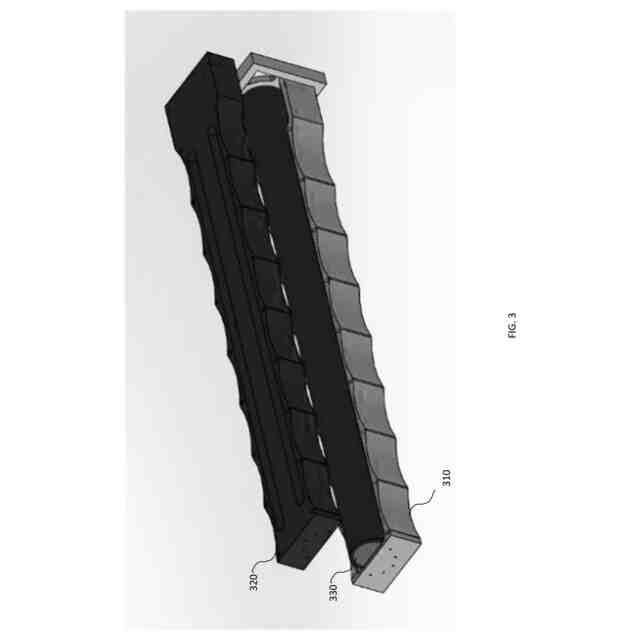
[0010]2つのクラムシェル鋳型とマンドレルとを備える例示的な鋳型アセンブリを示す図である。
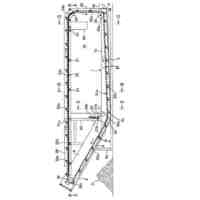
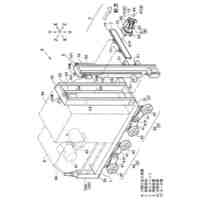
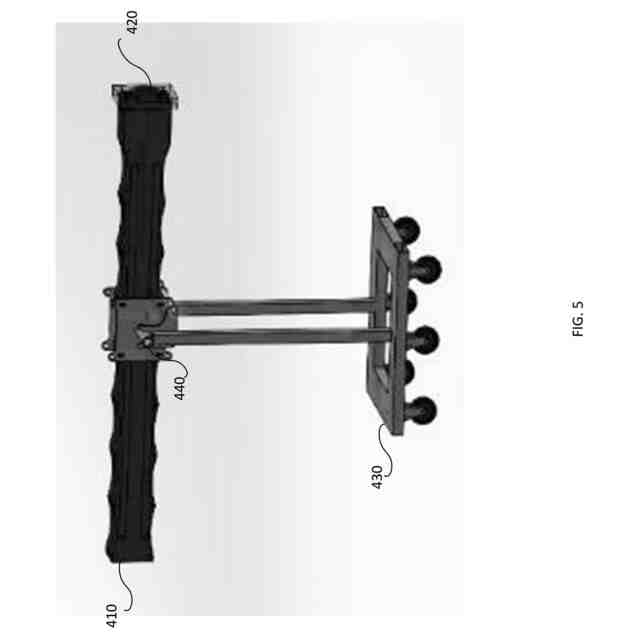
[0011]可動式リグに取り付けられ、垂直状態に保持された、組立鋳型を示す図である。
[0012]可動式リグに取り付けられ、水平状態に保持された、組立鋳型を示す図である。
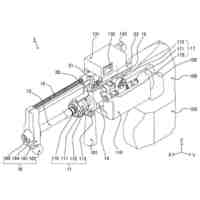
[0013]水平状態にある鋳型からのマンドレルの取り出しを示す図である。
【発明を実施するための形態】
【0008】
[0015]以下の議論は、長尺SiCチューブを製造するための方法およびシステムのさまざまな実施例を提供する。このような実施例は非限定的なものであり、添付の特許請求の範囲は開示された特定の実施例に限定されるべきではない。以下の議論において、「実施例」および「例えば」という用語は非限定的である。
【0009】
[0016]図面は、構成の一般的な様式を示すものであり、本開示を不必要に不明瞭にすることを避けるために、周知の特徴および技術の説明および詳細は省略される場合がある。
加えて、図面の要素は必ずしも縮尺通りに描かれていない。例えば、図面中における一部の要素の寸法は、本開示において論じられる実施例の理解を向上させるために、他の要素に対して誇張されている場合がある。異なる図面中の同じ参照符号は、同じ要素を示す。
【0010】
[0017]「または」という用語は、「または」によって結合されたリスト内における項目のうちの、任意の1つまたは複数を意味する。一例として、「xまたはy」は、3要素のセット{(x)、(y)、(x,y)}のうちの任意の要素を意味する。別の例として、「x、y、またはz」は、7要素のセット{(x)、(y)、(z)、(x、y)、(x、z)、(y、z)、(x、y、z)}のうちの任意の要素を意味する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
杭切断装置
12か月前
峰岸株式会社
ドリルビット
8か月前
株式会社丸高工業
湿式穿孔工具
7か月前
株式会社大林組
形成方法
9か月前
ジャパンライフ株式会社
段差形成治具
11か月前
株式会社大林組
積層材成型方法
1か月前
株式会社コンセック
ワイヤーソー装置
10か月前
株式会社大林組
形成方法及び形成装置
7か月前
株式会社大林組
構造体の製造方法
4か月前
個人
石膏板の製造方法
1か月前
株式会社大林組
構造体の製造方法
4か月前
株式会社シブヤ
穿孔装置
2か月前
株式会社エアテックジャパン
粗面加工工具
11か月前
モリ技巧株式会社
コンクリートスラリー処理装置
10か月前
セレンディクス株式会社
構造物の製造方法
29日前
セレンディクス株式会社
建築物の製造方法
1か月前
第一セラモ株式会社
セッター及び焼結体の製造方法
11か月前
株式会社奥村組
積層コンクリート集合体の養生方法
5か月前
株式会社マキタ
作業機
9か月前
芝浦メカトロニクス株式会社
基板分離装置
5か月前
シンクス株式会社
室内ボード面の穴開け加工装置
11か月前
株式会社Polyuse
造形物の製造方法
8か月前
株式会社Polyuse
構造物の製造方法
8か月前
戸田建設株式会社
打設現場におけるスランプの調整方法
4か月前
本多産業株式会社
コンクリート離型剤
2か月前
株式会社エンプラス
流体取扱装置
10か月前
鹿島建設株式会社
フレッシュコンクリートの製造方法
5か月前
株式会社熊谷組
骨材管理システムおよび骨材管理方法
1か月前
カヤバ株式会社
ミキサドラム制御装置
9か月前
株式会社大林組
構造物形成方法及び構造物形成システム
4か月前
カヤバ株式会社
ミキサドラムの制御装置
6か月前
鹿島建設株式会社
境界ブロックの製作方法および境界ブロック
3か月前
株式会社ディスコ
板状物の加工方法
11か月前
株式会社ディスコ
板状物の加工方法
11か月前
日本碍子株式会社
分類方法
11か月前
三井金属鉱業株式会社
構造体製造装置及び構造体製造方法
10か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ