TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025100485
公報種別
公開特許公報(A)
公開日
2025-07-03
出願番号
2024224641
出願日
2024-12-20
発明の名称
ガラス管を生産する装置、および引き抜きプロセスを介してガラス管を生産するプロセス
出願人
ショット アクチエンゲゼルシャフト
,
SCHOTT AG
代理人
アインゼル・フェリックス=ラインハルト
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
C03B
7/22 20060101AFI20250626BHJP(ガラス;鉱物またはスラグウール)
要約
【課題】ガラス管類の製造中の目に見えるスジの形成の防止を向上させる装置および方法を提供する。
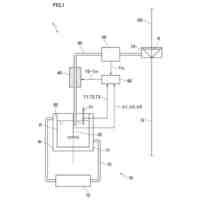
【解決手段】本開示は、ガラス管を生産する装置、および引き抜きプロセスを介してガラス管を生産するプロセスに関する。装置およびプロセスは、生産されたガラス管におけるスジの形成を回避し、ガラス管の品質を改善する。装置は、加工可能なガラス溶融物の収率を高めるように適合され特別に設計された幾何学的形状を有する引き抜きヘッドを備える。
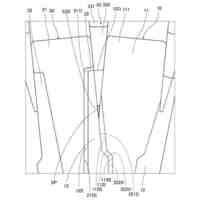
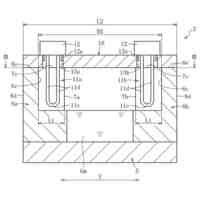
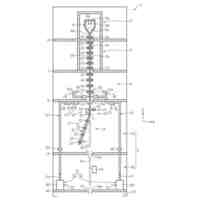
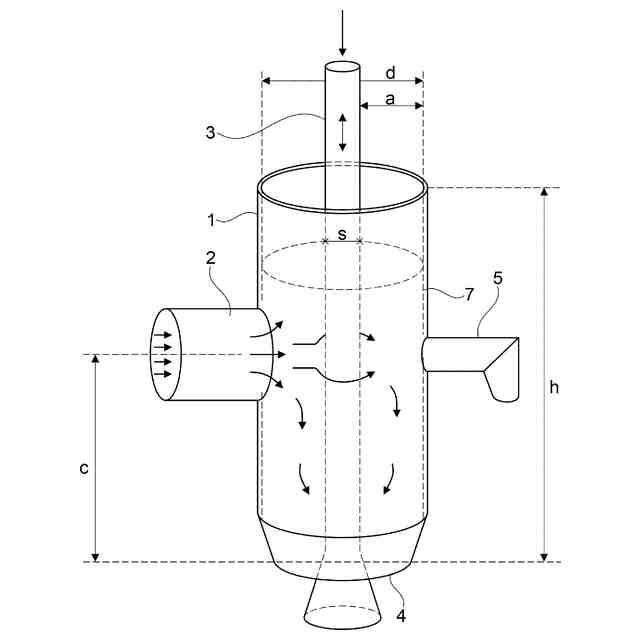
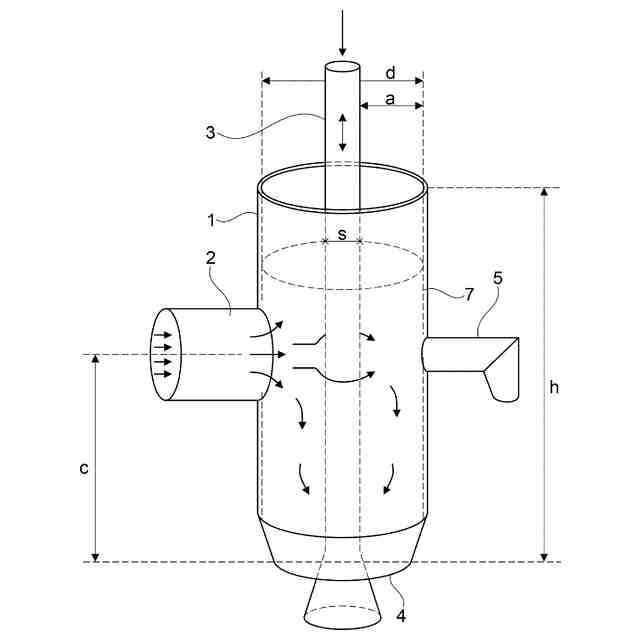
【選択図】図4
特許請求の範囲
【請求項1】
引き抜きヘッド(1)および引き抜きニードル(3)を備えるガラス管を生産する装置であって、
前記引き抜きヘッド(1)は、ガラス入口(2)およびガラス出口(4)を備え、前記引き抜きヘッド(1)は、全高hおよび内径dを有し、比h/dは、2/1~7/1であり、前記引き抜きニードル(3)と前記引き抜きヘッド(1)の内壁(7)との間の距離aは、40~300mmの範囲にある、
装置。
続きを表示(約 760 文字)
【請求項2】
前記距離aは、50~150mmの範囲にあることを特徴とする、請求項1に記載の装置。
【請求項3】
前記比h/dは、3/1~4.5/1であることを特徴とする、請求項1または2に記載の装置。
【請求項4】
前記ガラス出口(4)と前記ガラス入口(2)の中心軸との間の距離cを有し、比c/hは、0.2/1~0.8/1であることを特徴とする、請求項1から3のいずれか一項に記載の装置。
【請求項5】
前記比c/hは、0.4/1~0.6/1、あるいは0.2/1~0.4/1であることを特徴とする、請求項4に記載の装置。
【請求項6】
前記内径dは、130mm超であり、好ましくは前記内径dは、300mmであることを特徴とする、請求項1から5のいずれか一項に記載の装置。
【請求項7】
使用中にガラス溶融物に接触する前記引き抜きヘッド(1)の前記内壁(7)は、貴金属ライニングを少なくとも部分的に備えることを特徴とする、請求項1から6のいずれか一項に記載の装置。
【請求項8】
前記貴金属ライニングは、白金または白金合金を含むことを特徴とする、請求項7に記載の装置。
【請求項9】
前記貴金属ライニングは、電気加熱のための接続部を備えることを特徴とする、請求項7または8に記載の装置。
【請求項10】
前記引き抜きヘッド(1)は、ガラス溶融物を受け入れるための前記ガラス入口(2)に加えて、前記ガラス溶融物を排出するための前記ガラス出口(4)の形態の単一のさらなる出口開口部のみを備えることを特徴とする、請求項1から9のいずれか一項に記載の装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、ガラス管を生産する装置、および引き抜き(drawing)プロセスを介してガラス管を生産するプロセスに関する。装置は、引き抜きヘッドおよび引き抜きニードルを備え、引き抜きヘッドの幾何学的形状および寸法は、本開示によるプロセスにおいてガラス管の品質を損なうスジ(streak)が形成されないように設計される。
続きを表示(約 2,800 文字)
【0002】
背景技術
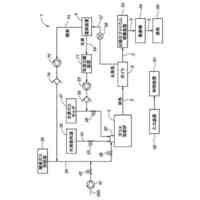
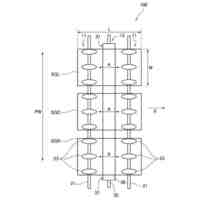
ガラス管の生産には、ベロプロセス(Vello process)が知られている。これは、粘性ガラス溶融物がリングダイを通って下方に引き抜かれる垂直引き抜きプロセスである。ガラス溶融物は、フィーダチャネルまたはダクトを介して溶融タンクから供給される。フィーダチャネルの端部には、高さおよび横方向に調整可能であり、漏斗の形状で下方に広がる、引き抜きニードルとも呼ばれる垂直コーンを介して溶融物を流出させることができるノズルを有する底部における円筒状の開口部がある。引き抜きニードルはまた、その下方端部で二重円錐の形状をとることができ、第1の上部円錐は下方向に沿って広がり、第2の下部円錐はさらに下方向に沿って先細になる。コーンは中空であり、延長管を介して送風空気に接続される。結果として、バルブ本体の周りを流れるガラス塊は、開いたままにされ、自由に懸架されてまたはガイドの助けを借りて水平方向に偏向され、かつ引き抜き機によって引き抜かれる前に、ガラス管として下方に温度制御されたシャフトに引き抜かれ得る。
【0003】
同じく一般的に使用されるダウンドロープロセスも同様であるが、形成されたガラス管が水平に偏向されず、垂直に下方に直接引き抜かれるという点が異なる。
【0004】
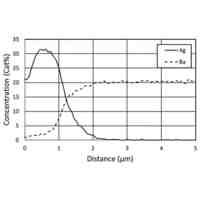
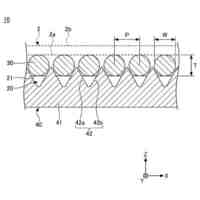
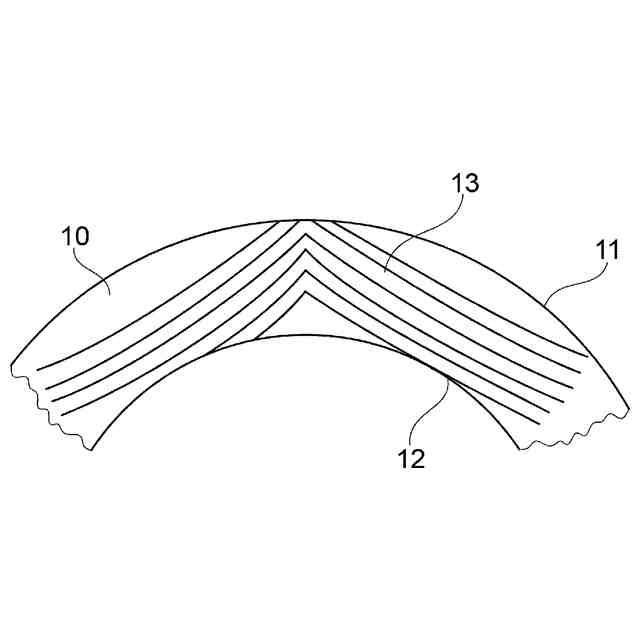
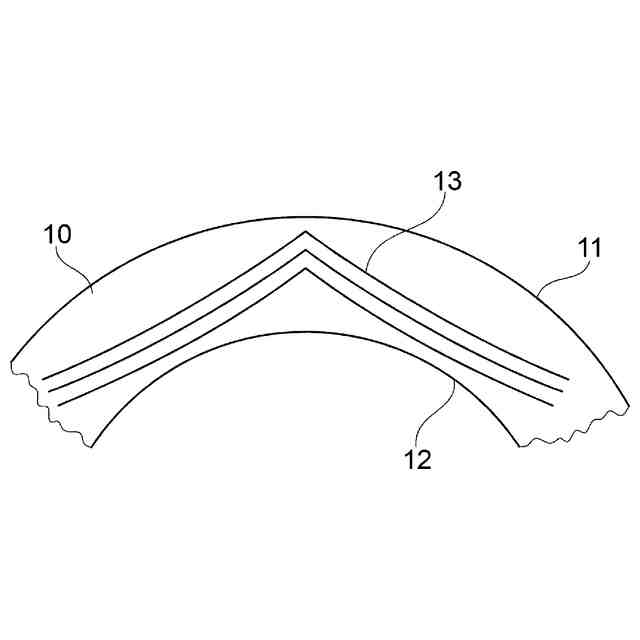
ガラス溶融物がガラス管として引き抜かれる開口部を有するフィーダチャネルの端部セクションは、しばしばフィーダヘッドまたは引き抜きヘッドと呼ばれる。上述の垂直コーン、すなわち、引き抜きニードルは、ガラス管を引き抜くことを意図している引き抜きヘッドのガラス出口を閉じるために使用することができる。引き抜きニードルは、円筒状の延長部、すなわち、ニードルシャフトによって保持され、移動される。ニードルシャフトは、上部開口端において、引き抜きヘッドから突出している。ガラス溶融物がガラス出口を介して引き抜きヘッドを出る前に、これは引き抜きニードルのシャンクの周りを流れ、ガラス溶融物にいわゆるループ状のスジ(looping streak)を形成する。ガラスに形成され得るスジは、ベースガラスとは異なるわずかに異なる屈折率を有する化学的不均質性である。特にスジがガラス表面上に位置する場合、肉眼では強く顕著なスジを見ることができる。また、ガラス管の切断断面から撮影した顕微鏡写真にスジを視認させることも可能である。
【0005】
独国特許出願公開第102008009811号明細書は、ベロまたはダウンドロープロセスを使用してガラス管の製造における温度を制御および監視するための方法を開示している。この方法では、ガラス溶融物がガラス管ニードルセルに導入され、ノズルリングを通して計量引き抜きニードル上に計量供給され、計量引き抜きニードルはその円錐形ガラス管形成体と共に加熱される。接続されたガラス管状形成体を有する計量引き抜きニードルの壁は導電性材料からなり、加熱は導電性壁材料内の電流の流れによって行われる。独国特許出願公開第102008009811号明細書はまた、ベロまたはダウンドロープロセスを使用してガラス管の製造における温度を制御および監視するための関連デバイスを開示している。方法とデバイスの両方は、ガラス管上にスジの形態で現れる失透を防止することを可能にする。
【0006】
米国特許出願公開第2017/0320766号明細書は、ガラス管類の生産中のサイディング損失(siding loss)を低減する熱寸法安定性が向上したベルアセンブリ装置と、ガラス管類生産中のベルアセンブリ装置にわたる熱変動に起因するガラス送出タンクの送出オリフィス内のベルの望ましくない動きが低減されるように熱寸法安定性が向上したベルアセンブリ装置を組み込んだガラス管類形成装置とを開示している。
【0007】
米国特許出願公開第2017/0341966号明細書は、ガラス管類製造のための加熱装置および方法を開示している。加熱装置は、溶融ガラスを受け入れるように構成されたボウルと、ボウルに熱的に結合された複数の加熱要素とを含み、ボウルは、溶融ガラスを保持するように構成されたタブ部分と、タブ部分の下に延びるボウルウェルと、ボウルウェルの遠位端にあるオリフィスとを含む。複数の加熱要素は、ボウル高さに沿った第1の垂直位置に配置された第1の加熱要素と、ボウル高さに沿った第2の垂直位置に配置された第2の加熱要素とを含み、第1の垂直位置は、第2の垂直位置から垂直方向に離間している。加熱装置は、溶融ガラスがタブ部分からボウルウェルを通ってオリフィスから流出するときに溶融ガラスを加熱するために使用される。加熱装置は、オリフィスを出る溶融ガラスの熱的均質性を維持するように構成され、これにより、ガラス管製造プロセスにおける管寸法の変動および不安定性が緩和される。
【0008】
ガラスのスジの傾向は、ガラス溶融物がニードルシャフトの周りを流れる結果として特定の配向を受け、したがってループ状のスジとして目に見える。従来技術では、ループ状のスジは、静止領域でニードルシャフトを通過した後にガラス溶融部分を再接合することによって引き抜きヘッド内に形成され、成形部品に対するそれらの位置に対して相対的に静止した位置で製造されたガラス管にスジとして現れると仮定されている。ガラス管が、引き抜きヘッドから流出するときにその位置を追跡することができるようにマーキングされている場合、スジは、ヘッドを出るときのガラス入口流の側とは反対のガラス管表面の側に見られる。引き抜かれたガラス管の表面上に形成されるスジは、ガラス溶融物の影響を受けた部分を引き抜くために横方向に位置決めされたヘッドオーバーフロー部(head overflow)を使用することによって防止され得ると以前は推測されていた。しかしながら、この手法は、ガラス管表面上のスジの形成を十分に回避するには不十分であった。
【0009】
既知の引き抜きヘッドを有する引き抜きガラス管は、いわゆるヘッドオーバーフロー部を使用してガラス溶融物中のループ状のスジの形成を抑制し、したがって製造されたガラス管の表面上のスジの形成を防止または少なくとも緩和する。これにより、ヘッドオーバーフロー部を介して引き抜かれたガラス溶融物は製品製造に利用できなくなり、全体的な収率が低下し、生産コストが増加する。
【0010】
本開示の目的は、ガラス管類の製造中の目に見えるスジの形成の防止を向上させる装置および方法を提供することである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本電気硝子株式会社
ガラス材
2か月前
個人
ガラス製品の製造方法
29日前
株式会社フジクラ
シール装置
2か月前
日本電気硝子株式会社
ガラスの製造方法
1か月前
日本電気硝子株式会社
ガラス繊維用組成物
2か月前
日本電気硝子株式会社
ガラス繊維用組成物
1か月前
日本板硝子株式会社
自動車用窓ガラス
3か月前
株式会社オハラ
光学ガラス
2か月前
日東電工株式会社
ガラス樹脂複合体
3か月前
AGC株式会社
ガラス板の製造方法
2か月前
信越化学工業株式会社
ガラス母材の延伸方法
17日前
日本電気硝子株式会社
フィーダー
2か月前
AGC株式会社
ガラスペースト
2か月前
信越化学工業株式会社
光ファイバ母材の製造方法
8日前
AGC株式会社
複層ガラス、及び複層ガラスの製造方法
3か月前
AGC株式会社
複層ガラス、及び複層ガラスの製造方法
3か月前
株式会社オハラ
光学ガラスおよび光学素子
1か月前
白金科技股分有限公司
微小球およびその調製方法
15日前
日本板硝子株式会社
車両用合わせガラス体
18日前
東洋ガラス株式会社
ガラス製造装置
2か月前
AGC株式会社
洗浄部材の位置決め方法
1か月前
AGC株式会社
ガラス及びその製造方法
18日前
日本板硝子株式会社
車両用調光合わせガラス
15日前
AGC株式会社
成形装置、及び成形方法
17日前
日本電気硝子株式会社
ガラス物品の製造方法
3か月前
信越化学工業株式会社
光ファイバ用多孔質母材の搬送装置
1か月前
日本電気硝子株式会社
ガラス粉末、封着材料及び封着材料ペースト
3か月前
住友電気工業株式会社
光ファイバの製造方法
2か月前
株式会社オハラ
結晶相を含むガラス
2か月前
株式会社オハラ
結晶相を含むガラス
2か月前
AGC株式会社
膜付き基材及びその製造方法
4か月前
日本板硝子株式会社
機能性膜付きガラス基材
3か月前
AGC株式会社
ガラス板及びディスプレイ装置
1か月前
AGC株式会社
ガラス板及びディスプレイ装置
1か月前
日本電気硝子株式会社
ガラス繊維の製造装置、及びガラス繊維の製造方法
3か月前
日本電気硝子株式会社
ガラス板の製造方法及び製造装置
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ