TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025092922
公報種別
公開特許公報(A)
公開日
2025-06-23
出願番号
2023208335
出願日
2023-12-11
発明の名称
セグメント曲管
出願人
株式会社クボタケミックス
代理人
個人
主分類
F16L
43/00 20060101AFI20250616BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
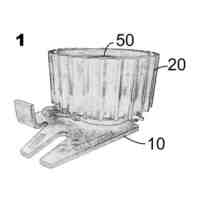
【課題】短管どうしが所定角度で正確にバット融着されたセグメント曲管を提供する。
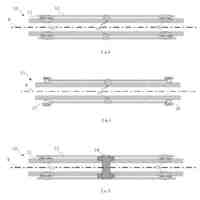
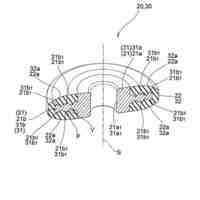
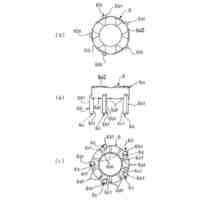
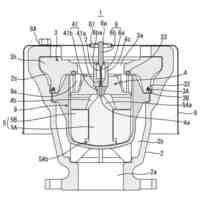
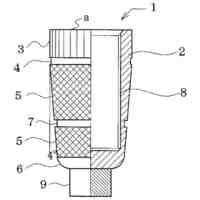
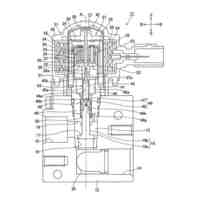
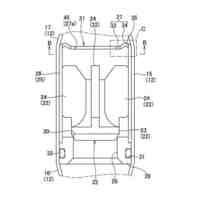
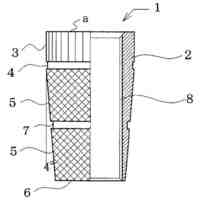
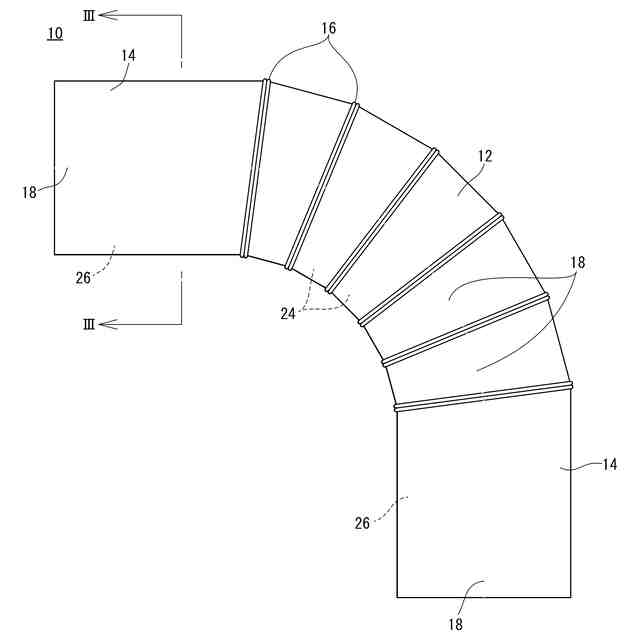
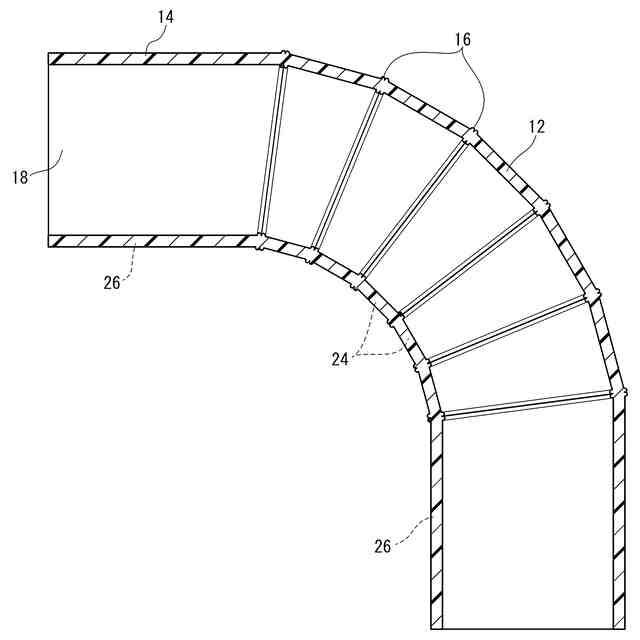
【解決手段】セグメント曲管10は、直管状の原管の外周面に管軸方向に延びる標線を記入し、標線に対して切断面が所定角度となるように原管を切断して作製した短管の端面同士を、隣り合う短管の標線の位置を合わせた状態でバット融着することで形成され、標線18が、バット融着時に形成されたビード部16を除いて、セグメント曲管の外周面に管軸方向に延びるように形成されている。
【選択図】図1
特許請求の範囲
【請求項1】
複数の短管をバット融着によって連結して形成したセグメント曲管であって、
直管状の原管の外周面に管軸方向に延びる標線を記入し、前記標線に対して切断面が所定角度となるように前記原管を切断して作製した前記短管の端面同士を、隣り合う前記短管の前記標線の位置を合わせた状態でバット融着することで形成され、
前記標線が、前記バット融着時に形成されたビード部を除いて、前記セグメント曲管の外周面に管軸方向に延びるように形成されている、セグメント曲管。
続きを表示(約 970 文字)
【請求項2】
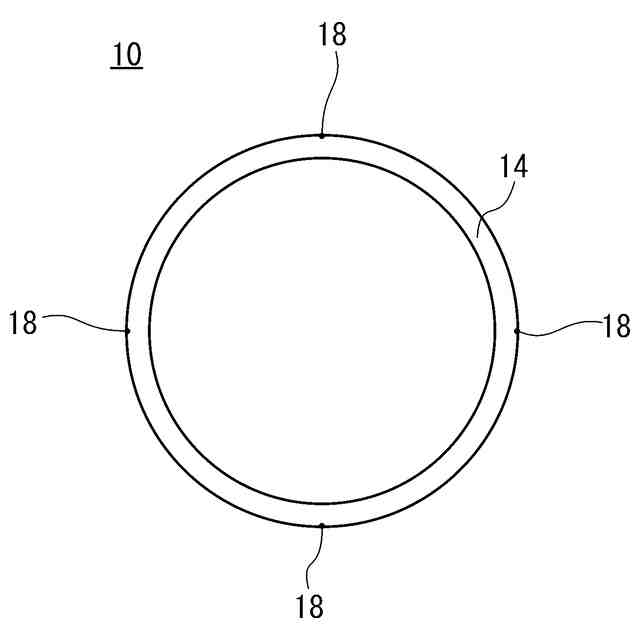
前記標線は、前記セグメント曲管の曲がり方向を水平方向としたとき、天地内外の4ヶ所に形成されている、請求項1記載のセグメント曲管。
【請求項3】
前記標線の幅は、前記セグメント曲管の外径が355mm以下のときは当該セグメント曲管の外径の3%以下の大きさに設定され、前記セグメント曲管の外径が355mmを超えるときは当該セグメント曲管の外径の2%以下の大きさに設定される、請求項1または2記載のセグメント曲管。
【請求項4】
前記標線は、前記セグメント曲管の全長に亘るように連続的または間欠的に形成されている、請求項1または2記載のセグメント曲管。
【請求項5】
前記セグメント曲管の外周面と前記標線との色差は、10以上である、請求項1または2記載のセグメント曲管。
【請求項6】
複数の短管をバット融着によって連結して形成するセグメント曲管の製造方法であって、
(a)直管状の原管の外周面に管軸方向に延びる標線を記入するステップ、
(b)前記ステップ(a)の後、前記標線に対して切断面が所定角度となるように前記原管を切断して前記短管を作製するステップ、および
(c)前記ステップ(b)の後、隣り合う前記短管の前記標線の位置を合わせた状態で、前記短管の端面同士をバット融着するステップを含む、セグメント曲管の製造方法。
【請求項7】
複数の短管をバット融着によって連結して形成したセグメント曲管の施工方法であって、
(a)直管状の原管の外周面に管軸方向に延びる標線を記入し、前記標線に対して切断面が所定角度となるように前記原管を切断して作製した前記短管の端面同士を、隣り合う前記短管の前記標線の位置を合わせた状態でバット融着することで形成され、前記標線が、前記バット融着時に形成されたビード部を除いて、前記セグメント曲管の外周面に管軸方向に延びるように形成されている2つの前記セグメント曲管を用意するステップ、および
(b)2つの前記セグメント曲管が所定の向きで接続されるように、前記標線の位置を合わせた状態で2つの前記セグメント曲管の端面同士をバット融着するステップを含む、セグメント曲管の施工方法。
発明の詳細な説明
【技術分野】
【0001】
この発明は、セグメント曲管に関し、特にたとえば、複数の短管をバット融着によって連結して形成したセグメント曲管に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
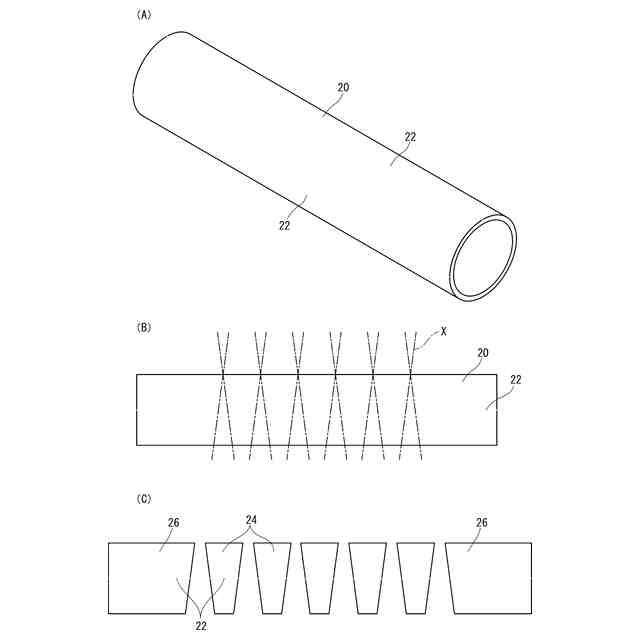
従来のセグメント曲管の一例が非特許文献1に開示される。セグメント曲管は、直管状の原管を斜め方向に切断して複数の短管を作製し、これら短管の端面どうしをバッド融着によって連結して形成することが一般的である。
【先行技術文献】
【特許文献】
【0003】
“スーパータフポリ 圧力用高密度ポリエチレンパイプ”、14頁、株式会社クボタケミックス、[令和5年12月1日検索]、インターネット<https://kubotachemix-01.actibookone.com>
【発明の概要】
【発明が解決しようとする課題】
【0004】
管の製造時には、製造メーカ、サイズおよび製造ロット等が印字されるので、セグメント曲管の原管にも、このような管表示が付されている。このため、原管を切断したり、短管どうしをバッド融着したりする際には、この管表示を目安とすると便利である。しかしながら、このような管表示は、容易に読み取れるように大きなサイズに設定されており(つまり幅が大きく)、また、原管には、管表示がない部分も存在する。このため、管表示を目安にすると加工精度が悪くなり、短管どうしを所定角度で正確にバット融着できない恐れがある。
【0005】
それゆえに、この発明の主たる目的は、新規な、セグメント曲管を提供することである。
【0006】
この発明の他の目的は、短管どうしが所定角度で正確にバット融着された、セグメント曲管を提供することである。
【0007】
この発明のさらに他の目的は、配管作業時の位置調整を容易に実行できる、セグメント曲管を提供することである。
【課題を解決するための手段】
【0008】
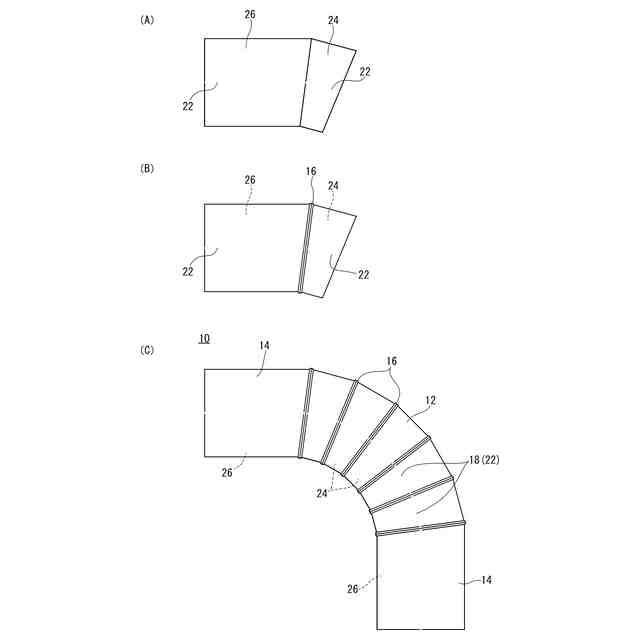
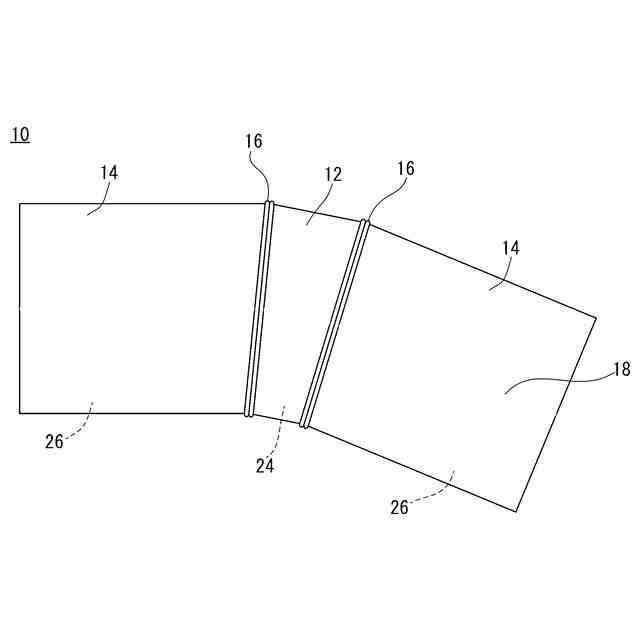
第1の発明は、複数の短管をバット融着によって連結して形成したセグメント曲管であって、直管状の原管の外周面に管軸方向に延びる標線を記入し、標線に対して切断面が所定角度となるように原管を切断して作製した短管の端面同士を、隣り合う短管の標線の位置を合わせた状態でバット融着することで形成され、標線が、バット融着時に形成されたビード部を除いて、セグメント曲管の外周面に管軸方向に延びるように形成されている、セグメント曲管である。
【0009】
第1の発明によれば、製造時に記入される標線を有するので、バット融着時の短管どうしの位置調整を容易かつ正確に実行でき、短管どうしが所定角度で正確にバット融着されたセグメント曲管を提供できる。また、製造時に記入した標線が製品完成時にも残るので、配管作業時の位置調整を容易かつ正確に実行できるセグメント曲管を提供できる。
【0010】
第2の発明は、第1の発明に従属し、標線は、セグメント曲管の曲がり方向を水平方向としたとき、天地内外の4ヶ所に形成されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ホース保持具
2か月前
個人
トーションバー
2か月前
個人
固着具と成形品部材
5か月前
個人
回転式配管用支持具
4か月前
株式会社不二工機
電磁弁
1か月前
個人
ボルトナットセット
3か月前
株式会社オンダ製作所
継手
4か月前
カヤバ株式会社
ダンパ
1日前
個人
ベルトテンショナ
3か月前
株式会社ミクニ
弁装置
4か月前
株式会社三協丸筒
枠体
2か月前
株式会社ミクニ
弁装置
4か月前
カヤバ株式会社
ダンパ
1日前
カヤバ株式会社
緩衝器
3か月前
株式会社フジキン
ボールバルブ
15日前
個人
固着具と固着具の固定方法
1か月前
カヤバ株式会社
緩衝装置
4か月前
協和工業株式会社
空気弁
4か月前
個人
固着具と固着具の固定方法
1か月前
日東電工株式会社
断熱材
2か月前
株式会社ノーリツ
分配弁
1か月前
個人
固着具と固着具の固定方法
4か月前
株式会社ノーリツ
分配弁
1か月前
株式会社ノーリツ
分配弁
1か月前
個人
角型菅の連結構造及び工法
4か月前
株式会社不二工機
電動弁
2か月前
株式会社ナジコ
自在継手
4か月前
株式会社不二工機
逆止弁
5か月前
日東精工株式会社
樹脂被覆ねじ
3か月前
個人
固着具と固着具の固定方法
1か月前
個人
固着具と固着具の固定方法
2か月前
株式会社能重製作所
固定具
4か月前
AWJ株式会社
配管支持具
3か月前
太陽工業株式会社
金属板結合方法
2か月前
日東精工株式会社
弾性鍔付きねじ
1か月前
日東精工株式会社
座金組込みねじ
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ