TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025088323
公報種別
公開特許公報(A)
公開日
2025-06-11
出願番号
2023202962
出願日
2023-11-30
発明の名称
延伸フィルムの巻回体の製造方法
出願人
日本ゼオン株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
B29C
55/02 20060101AFI20250604BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】ゲージバンド及び横ダンの不具合の発生が低減された延伸フィルムの巻回体を、歩留まり良く製造することのできる、延伸フィルムの巻回体の製造方法。
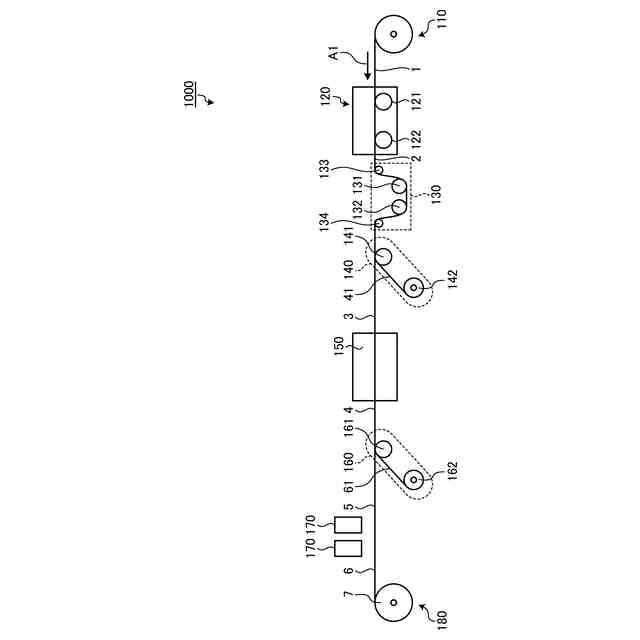
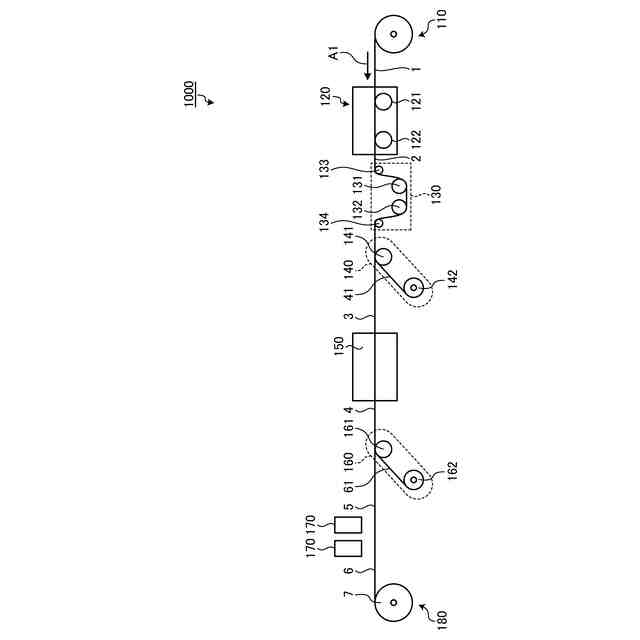
【解決手段】延伸フィルムの巻回体の製造方法であって、長尺の延伸前フィルムを供給する、供給工程と、前記長尺の延伸前フィルムを延伸して、長尺の中間フィルムを形成する、第一延伸工程と、前記長尺の中間フィルムをオシレートさせる、オシレーション工程と、オシレートしている前記長尺の中間フィルムの両端部をトリミングする、第一のトリミング工程と、前記トリミングされた長尺の中間フィルムを延伸して、長尺の延伸フィルムを形成する、第二延伸工程と、前記長尺の延伸フィルムをロール状に巻き取って、長尺の延伸フィルムの巻回体を得る、巻回工程と、を含む、延伸フィルムの巻回体の製造方法。
【選択図】図1
特許請求の範囲
【請求項1】
延伸フィルムの巻回体の製造方法であって、
長尺の延伸前フィルムを供給する、供給工程と、
前記長尺の延伸前フィルムを延伸して、長尺の中間フィルムを形成する、第一延伸工程と、
前記長尺の中間フィルムをオシレートさせる、オシレーション工程と、
オシレートしている前記長尺の中間フィルムの両端部をトリミングする、第一のトリミング工程と、
前記トリミングされた長尺の中間フィルムを延伸して、長尺の延伸フィルムを形成する、第二延伸工程と、
前記長尺の延伸フィルムをロール状に巻き取って、長尺の延伸フィルムの巻回体を得る、巻回工程と、
を含む、延伸フィルムの巻回体の製造方法。
続きを表示(約 830 文字)
【請求項2】
前記第二延伸工程の後、前記巻回工程の前に、前記長尺の延伸フィルムの両端部をトリミングする第二のトリミング工程を更に含む、請求項1に記載の製造方法。
【請求項3】
前記第二延伸工程における延伸倍率E2が前記第一延伸工程における延伸倍率E1よりも大きい、請求項1に記載の製造方法。
【請求項4】
前記第二延伸工程の後、前記巻回工程の前に、前記長尺の延伸フィルムの両端部に凹凸部を形成する工程を更に含む、請求項1に記載の製造方法。
【請求項5】
前記凹凸部の形成を、レーザー光の照射により行う、請求項4に記載の製造方法。
【請求項6】
前記供給工程で供給される前記長尺の延伸前フィルムが、溶融押出成形法で形成されたフィルムである、請求項1に記載の製造方法。
【請求項7】
前記第一のトリミング工程の後、前記第二延伸工程の前に、前記トリミングされた長尺の中間フィルムをロール状に巻き取って、予備巻回体を得る、予備巻回工程を更に含み、
前記予備巻回工程で得られた予備巻回体から、前記トリミングされた長尺の中間フィルムを繰り出して前記第二延伸工程に供給する、請求項1に記載の製造方法。
【請求項8】
前記第一のトリミング工程における、前記長尺の中間フィルムのオシレートしている振幅が、20mm以上200mm以下である、請求項1に記載の製造方法。
【請求項9】
前記長尺の延伸フィルムの少なくとも一方の表面の表面粗さRaが、5nm以上50nm以下である、請求項1に記載の製造方法。
【請求項10】
前記長尺の延伸フィルムが、脂環式構造含有重合体を含む基材層と、シリカ粒子を含むウレタン樹脂からなる樹脂層とを含み、前記樹脂層が、前記長尺の延伸フィルムの少なくとも一方の表面側の層である、請求項1に記載の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、延伸フィルムの巻回体の製造方法に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
光学フィルム等のフィルムは、通常、製造効率の向上のため、長尺のフィルムとして製造される。このような長尺の光学フィルムは、溶融押出成形法、溶液キャスト法等の方法により連続的に製造され、さらに、必要に応じて延伸等の処理が施され、その後、ロール状に巻き取られ巻回体にされ、この巻回体の状態で保存及び運搬されるのが一般的である。
このような巻回体の製造工程において、フィルムを幅方向にオシレートさせながら幅方向両端部をトリミングし、次いで延伸工程を行った後、延伸フィルムをロール状に巻き取って巻回体とする方法が知られている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2015-123605号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
溶融押出成形法、溶液キャスト法等の方法で長尺の光学フィルムを製造した場合、得られるフィルムに連続的な厚みムラが形成されることがある。例えば、フィルムの幅方向のある位置において相対的に厚い部分が、フィルムの長手方向に連続的に形成され、フィルムの幅方向の別のある位置において相対的に薄い部分が、フィルムの長手方向に連続的に形成される、という現象が起こりうる。このような連続的な厚みムラがあるフィルムを巻回体とした場合、厚い部分が重なった状態で巻回されることにより、厚い部分に相当する位置に、ゲージバンドと呼ばれる、帯状に盛り上がった、径の太い部分が発生しうる。一方、薄い部分に相当する位置は、巻回が潰れた状態となることため、巻回体表面に、横ダンと呼ばれる、巻回体の軸方向に略平行な方向に現れるスジが発生しうる。ゲージバンド及び横ダンが存在する状態で巻回体を保存すると、フィルムの変形を招き、光学フィルムとしての品質が低下しうる。そのため、このような不具合を低減することが求められる。
【0005】
一方、フィルムの延伸を高倍率で行う場合、フィルムの破断などの不具合の発生を低減するために、延伸を二段階で行う場合がある。例えば、延伸前フィルムを縦一軸延伸し、次いで横一軸延伸する場合がある。このように延伸を二段階で行う場合、一段階目の延伸においてフィルムが蛇行するなどして、得られたフィルムの両端部が変形する場合がある。そのため、二段階目の延伸において、例えばフィルムの両端部を把持できないなどの不具合が起こり得る。二段階目の延伸における不具合の発生を低減するため、通常、一段階目の延伸の後に、フィルムの両端部をトリミングする工程を行う。しかし、巻回体の製造工程において、トリミング回数が多いほど、フィルムの歩留まりが低くなる。
【0006】
したがって、ゲージバンド及び横ダンの不具合の発生が低減された延伸フィルムの巻回体を、歩留まり良く製造することのできる、延伸フィルムの巻回体の製造方法が求められる。
【課題を解決するための手段】
【0007】
本発明者は、前記課題を解決するべく、鋭意検討した結果、本発明を完成させた。
すなわち、本発明は、以下を提供する。
【0008】
<1> 延伸フィルムの巻回体の製造方法であって、
長尺の延伸前フィルムを供給する、供給工程と、
前記長尺の延伸前フィルムを延伸して、長尺の中間フィルムを形成する、第一延伸工程と、
前記長尺の中間フィルムをオシレートさせる、オシレーション工程と、
オシレートしている前記長尺の中間フィルムの両端部をトリミングする、第一のトリミング工程と、
前記トリミングされた長尺の中間フィルムを延伸して、長尺の延伸フィルムを形成する、第二延伸工程と、
前記長尺の延伸フィルムをロール状に巻き取って、長尺の延伸フィルムの巻回体を得る、巻回工程と、
を含む、延伸フィルムの巻回体の製造方法。
<2> 前記第二延伸工程の後、前記巻回工程の前に、前記長尺の延伸フィルムの両端部をトリミングする第二のトリミング工程を更に含む、<1>に記載の製造方法。
<3> 前記第二延伸工程における延伸倍率E2が前記第一延伸工程における延伸倍率E1よりも大きい、<1>又は<2>に記載の製造方法。
<4> 前記第二延伸工程の後、前記巻回工程の前に、前記長尺の延伸フィルムの両端部に凹凸部を形成する工程を更に含む、<1>~<3>のいずれか一項に記載の製造方法。
<5> 前記凹凸部の形成を、レーザー光の照射により行う、<4>に記載の製造方法。
<6> 前記供給工程で供給される前記長尺の延伸前フィルムが、溶融押出成形法で形成されたフィルムである、<1>~<5>のいずれか一項に記載の製造方法。
<7> 前記第一のトリミング工程の後、前記第二延伸工程の前に、前記トリミングされた長尺の中間フィルムをロール状に巻き取って、予備巻回体を得る、予備巻回工程を更に含み、
前記予備巻回工程で得られた予備巻回体から、前記トリミングされた長尺の中間フィルムを繰り出して前記第二延伸工程に供給する、<1>~<6>のいずれか一項に記載の製造方法。
<8> 前記第一のトリミング工程における、前記長尺の中間フィルムのオシレートしている振幅が、20mm以上200mm以下である、<1>~<7>のいずれか一項に記載の製造方法。
<9> 前記長尺の延伸フィルムの少なくとも一方の表面の表面粗さRaが、5nm以上50nm以下である、<1>~<8>のいずれか一項に記載の製造方法。
<10> 前記長尺の延伸フィルムが、脂環式構造含有重合体を含む基材層と、シリカ粒子を含むウレタン樹脂からなる樹脂層とを含み、前記樹脂層が、前記長尺の延伸フィルムの少なくとも一方の表面側の層である、<1>~<9>のいずれか一項に記載の製造方法。
【発明の効果】
【0009】
本発明によれば、ゲージバンド及び横ダンの不具合の発生が低減された延伸フィルムの巻回体を、歩留まり良く製造することのできる、延伸フィルムの巻回体の製造方法を提供できる。
【図面の簡単な説明】
【0010】
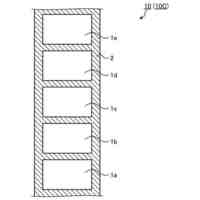
図1は、本実施形態に係る巻回体の製造方法を行いうる製造装置の一例を示す模式図である。
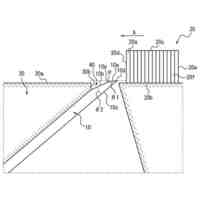
図2は、オシレーション工程の一例を説明する説明図である。
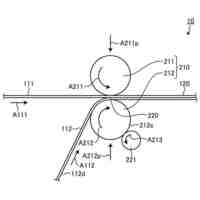
図3は、図1に示すオシレーション装置及び第一のトリミング装置を拡大して示す上面図である。
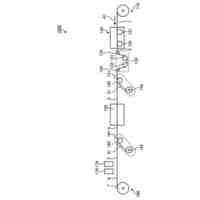
図4は、予備巻回工程を含む巻回体の製造方法を行いうる製造装置の一例を示す模式図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本ゼオン株式会社
額縁及びその製造方法
9日前
日本ゼオン株式会社
カーボンナノチューブ分散液
4日前
日本ゼオン株式会社
カーボンナノチューブ分散液
4日前
日本ゼオン株式会社
ロータ及びロータの製造方法
25日前
日本ゼオン株式会社
積層体フィルムロールの製造方法
4日前
日本ゼオン株式会社
延伸フィルムの巻回体の製造方法
4日前
日本ゼオン株式会社
積層体及びその製造方法、並びに測定用容器
6日前
日本ゼオン株式会社
カーボンナノチューブ分散液およびその製造方法
4日前
日本ゼオン株式会社
薄膜、振動センサ、振動計測装置、及び振動計測システム
1か月前
日本ゼオン株式会社
熱伝導シート
3日前
日本ゼオン株式会社
多官能化合物及びその製造方法、重合性組成物、並びに硬化物
26日前
日本ゼオン株式会社
熱伝導シート及びその製造方法
1か月前
日本ゼオン株式会社
自己吸着性積層体およびその製造方法
16日前
日本ゼオン株式会社
非水系二次電池電極用スラリー組成物およびその製造方法、非水系二次電池用電極、ならびに非水系二次電池
1か月前
東レ株式会社
吹出しノズル
6か月前
シーメット株式会社
光造形装置
5か月前
CKD株式会社
型用台車
5か月前
東レ株式会社
プリプレグテープ
8か月前
グンゼ株式会社
ピン
6か月前
個人
射出ミキシングノズル
8か月前
株式会社日本製鋼所
押出機
8か月前
東レ株式会社
フィルムの製造方法
2か月前
株式会社カワタ
計量混合装置
23日前
個人
樹脂可塑化方法及び装置
4か月前
株式会社FTS
ロッド
4か月前
日機装株式会社
加圧システム
1か月前
株式会社漆原
シートの成形方法
20日前
株式会社FTS
成形装置
5か月前
東レ株式会社
樹脂フィルムの製造方法
23日前
トヨタ自動車株式会社
射出装置
3か月前
東レ株式会社
一体化成形品の製造方法
10か月前
株式会社リコー
シート剥離装置
10か月前
帝人株式会社
成形体の製造方法
11か月前
株式会社シロハチ
真空チャンバ
7か月前
三菱自動車工業株式会社
予熱装置
8か月前
TOWA株式会社
成形型清掃用のブラシ
8か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ