TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025079260
公報種別
公開特許公報(A)
公開日
2025-05-21
出願番号
2023191846
出願日
2023-11-09
発明の名称
ロータ及びロータの製造方法
出願人
日本ゼオン株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
H02K
15/03 20250101AFI20250514BHJP(電力の発電,変換,配電)
要約
【課題】ボンド磁石の強度の高いロータ及びその製造方法を提供する。
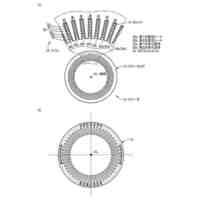
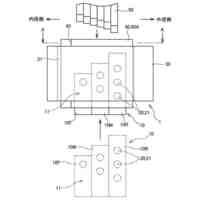
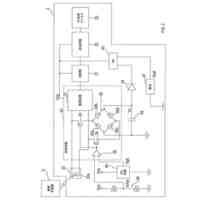
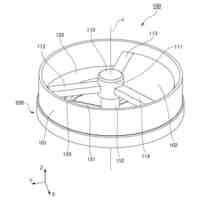
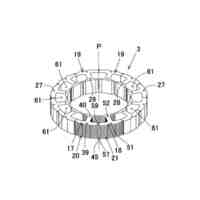
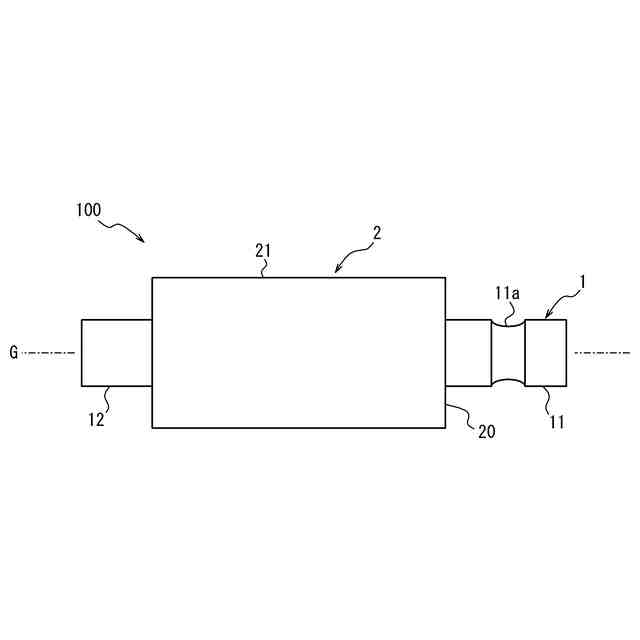
【解決手段】ロータ100は、円柱状のシャフト1と、シャフト1の外周面上に配置され、磁性粉と第一樹脂とを含む、筒状のボンド磁石層2と、を備え、ボンド磁石層2は、外周部に、第二樹脂を含む被覆層21を有する。
【選択図】図1
特許請求の範囲
【請求項1】
円柱状のシャフトと、
前記シャフトの外周面上に配置され、磁性粉と第一樹脂とを含む、筒状のボンド磁石層と、を備え、
前記ボンド磁石層は、外周部に、第二樹脂を含む被覆層を有するロータ。
続きを表示(約 780 文字)
【請求項2】
前記被覆層は、筒状に形成されており、層の厚みが100μm以上200μm以下である請求項1に記載のロータ。
【請求項3】
前記第二樹脂は前記第一樹脂である請求項1又は2に記載のロータ。
【請求項4】
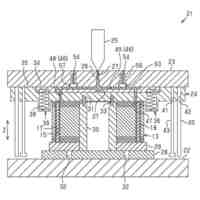
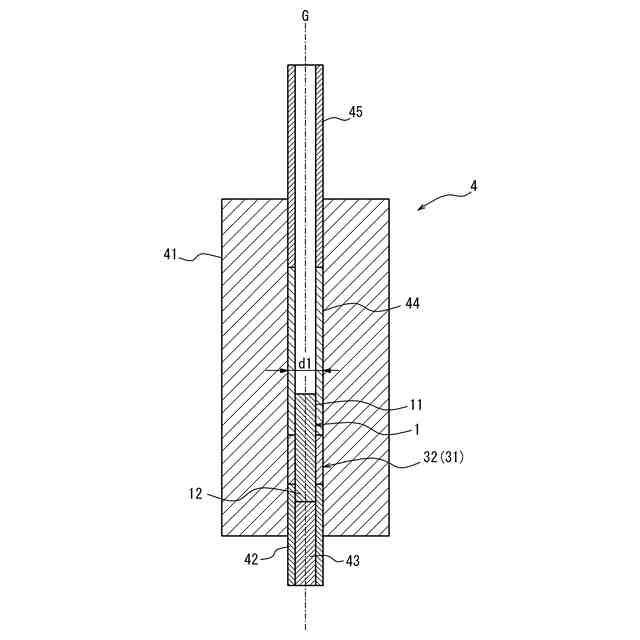
磁性粉と第一熱硬化性組成物との混合物である磁性粉混合物を用い、円柱状のシャフトの外周面上に筒状の圧縮成形層を形成する成形工程と、
前記圧縮成形層を、浸漬容器で液状の第二熱硬化性組成物に浸漬する含浸工程と、
前記浸漬容器中で前記第二熱硬化性組成物に浸漬した状態で前記圧縮成形層を加熱する硬化工程と、を含むロータの製造方法。
【請求項5】
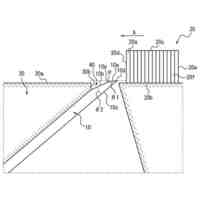
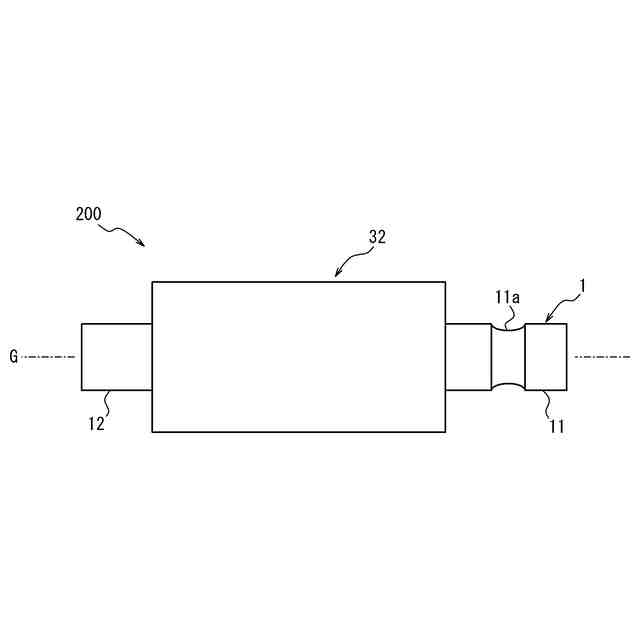
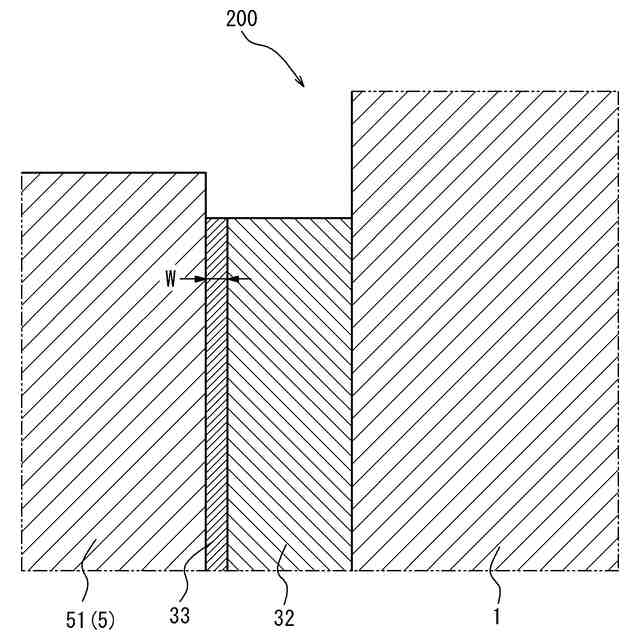
前記成形工程は、前記シャフトの直径よりも内径の大きな筒状の成形金型に前記シャフトを挿入した状態で、前記成形金型の筒内、且つ、前記シャフトの周囲に前記磁性粉混合物を充填し、前記磁性粉混合物の充填層を、前記シャフトの軸方向に沿って圧縮して行い、
前記含浸工程は、前記成形金型の内径よりも内径が大きな前記浸漬容器に前記シャフトごと前記圧縮成形層を挿入し、前記圧縮成形層と前記浸漬容器との間に前記熱硬化性組成物を満たして行う、請求項4に記載のロータの製造方法。
【請求項6】
前記浸漬容器の内径は、前記成形金型の内径よりも、200μm以上400μm以下大きい、請求項5に記載のロータの製造方法。
【請求項7】
前記成形工程における成形圧力は、1t/cm
2
以上5t/cm
2
以下である請求項4から6の何れか一項に記載のロータの製造方法。
【請求項8】
前記第二熱硬化性組成物は、前記第一熱硬化性組成物である請求項4から6の何れか一項に記載のロータの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、ロータ及びロータの製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
磁石には、古くから使用されている鋳造磁石、磁性粉を焼結して製造した焼結磁石、磁性粉を樹脂のバインダーを用いて成形したボンド磁石などがある。このうちボンド磁石は、鋳造磁石や焼結磁石よりも磁気特性は劣るが、寸法精度が高く、形状の自由度が高い。このようなボンド磁石は、一例として、電動モータ用の磁石、具体的には、電動モータのロータ用の磁石として使用される。ボンド磁石を電動モータのロータ用の磁石として用いる場合、ボンド磁石には、磁気特性とともに、ロータの高速回転に耐えうる強度が求められる。
【0003】
特許文献1には、ロータの製造方法一例として、シャフト一体型ボンド磁石の製造方法が開示されている。このシャフト一体型ボンド磁石は、円柱状のシャフトの周面に円筒状のボンド磁石が一体的に設けられている。シャフト一体型ボンド磁石は、磁粉の粒径を二山分布とした磁粉と樹脂からなる混合物とシャフトとを圧縮成形することにより、ボンド磁石となる成形体をシャフトと一体化して形成される。シャフトと一体化した成形体には、粘度が100~600mPa・sの含浸用樹脂を含浸させる。含浸用樹脂は、成形体に含浸させた後に硬化させる。成形体への含浸用樹脂の含浸は、減圧した後、加圧雰囲気で行う。このシャフト一体型ボンド磁石では、シャフトと一体化した成形体に樹脂を含浸させることで、ボンド磁石の強度とボンド磁石とシャフトとの結合強度を高めることができるとされている。
【0004】
特許文献2には、ボンド磁石の製造方法及びボンド磁石が開示されている。このボンド磁石の製造方法は、平均粒径が10μm以下の磁性粉末を磁気配向させながら圧縮し、第1成形体を得る第1圧縮工程と、第1成形体と粘度が200mPa・s以下である熱硬化性樹脂とを接触させた後に圧縮し、第2成形体を得る第2圧縮工程と、第2成形体を熱処理する熱処理工程を含む。このボンド磁石の製造方法により製造されたボンド磁石は、磁性粉末の充填率及び配向率が高くなることより、磁気特性が向上したボンド磁石を得ることができるとされている。
【先行技術文献】
【特許文献】
【0005】
特開2020-202369号公報
特開2020-109840号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上述のごとく、ボンド磁石を電動モータのロータ(回転子)用の磁石として用いる場合、ボンド磁石には、磁気特性とともに、ロータの高速回転に耐えうる強度が求められる。しかし、特許文献1に開示されたシャフト一体型ボンド磁石の製造方法では、ロータのボンド磁石について、十分なボンド磁石の強度が得られない場合があった。たとえば、磁気特性の向上に適した含浸用樹脂を使用したい場合に、当該含浸用樹脂を十分含浸させることができない場合や、一旦含浸させたとしても、硬化させるまで含浸させた状態を保持できない場合があった。そのため、ボンド磁石の強度の高いロータ及びその製造方法の提供が望まれる。
【0007】
本開示は、かかる実状に鑑みて為されたものであって、その目的は、ボンド磁石の強度の高いロータ及びその製造方法を提供することにある。
【課題を解決するための手段】
【0008】
上記目的を達成するための、本開示に係るボンド磁石の製造方法及びボンド磁石は以下のとおりである。
【0009】
[1] 本開示に係るロータは、
円柱状のシャフトと、
前記シャフトの外周面上に配置され、磁性粉と第一樹脂とを含む、筒状のボンド磁石層と、を備え、
前記ボンド磁石層は、外周部に、第二樹脂を含む被覆層を有する。
【0010】
上記ロータは、そのボンド磁石であるボンド磁石層の強度が高いものとなる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本ゼオン株式会社
熱伝導シート
4日前
個人
発電システム
1か月前
マグネデザイン株式会社
ロータ
25日前
株式会社豊田自動織機
モータ冷却装置
25日前
トヨタ自動車株式会社
予測方法
19日前
株式会社ダイヘン
充電装置
27日前
株式会社セイワ
車両用配線カバー
10日前
日産自動車株式会社
発電機
1か月前
住友電装株式会社
電気接続箱
1か月前
住友電装株式会社
電気接続箱
20日前
住友電装株式会社
電気接続箱
20日前
ダイハツ工業株式会社
曲げ加工装置
21日前
住友電装株式会社
電気接続箱
1か月前
トヨタ自動車株式会社
電池制御装置
14日前
トヨタ自動車株式会社
ステータ
1か月前
富士電機株式会社
リニアモータ
10日前
株式会社ダイヘン
電圧調整装置
27日前
株式会社豊田自動織機
回転電機
6日前
ダイハツ工業株式会社
コイル組付け装置
7日前
ダイハツ工業株式会社
ステータ製造装置
今日
株式会社豊田自動織機
電動圧縮機
6日前
ナブテスコ株式会社
駆動装置
14日前
株式会社エフ・シー・シー
太陽光発電装置
10日前
トヨタ自動車株式会社
駆動ユニット
17日前
北海道電力株式会社
延線金車
5日前
トヨタ自動車株式会社
電磁鋼板の成形方法
26日前
株式会社力電
配線スペース低減型の切替盤
24日前
株式会社デンソー
携帯機
25日前
トヨタ紡織株式会社
ロータの製造方法
5日前
株式会社豊田自動織機
回転電機
6日前
矢崎総業株式会社
電線保護構造
27日前
トヨタ紡織株式会社
電機子の製造装置
28日前
神崎産業株式会社
漏電検出装置
11日前
株式会社明電舎
ドローン
27日前
株式会社アイシン
電力変換装置
19日前
愛知電機株式会社
固定子コア、固定子および電動機
28日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ