TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025080440
公報種別
公開特許公報(A)
公開日
2025-05-26
出願番号
2023193584
出願日
2023-11-14
発明の名称
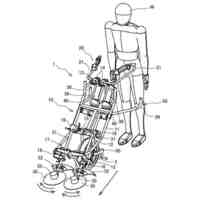
曲げ加工装置
出願人
ダイハツ工業株式会社
代理人
個人
主分類
H02K
15/04 20250101AFI20250519BHJP(電力の発電,変換,配電)
要約
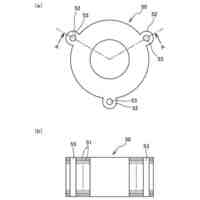
【課題】ステータコアに配置されたセグメントコイルについて、スプリングバックの発生による位置精度の低下を抑制できるように曲げ加工可能な曲げ加工装置の提供する。
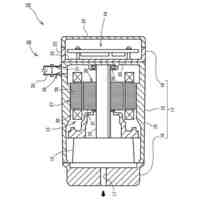
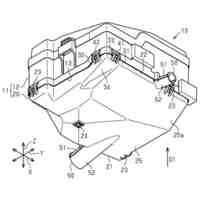
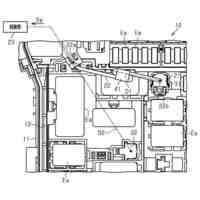
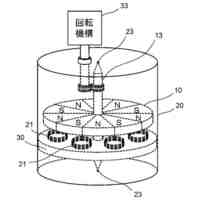
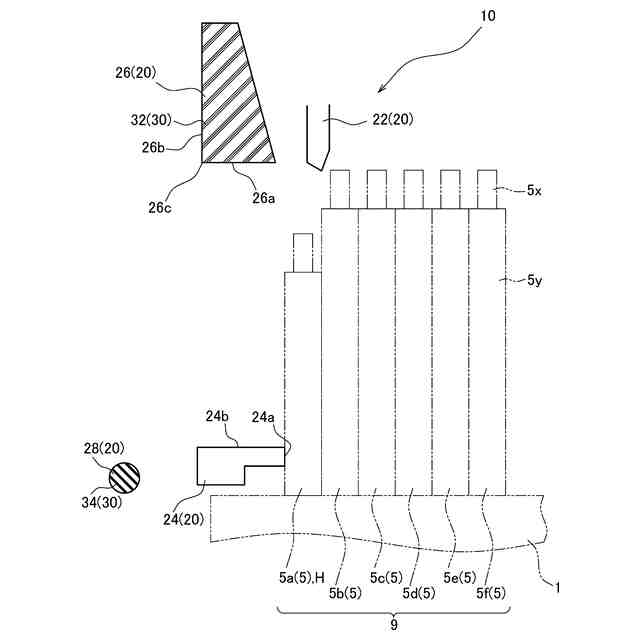
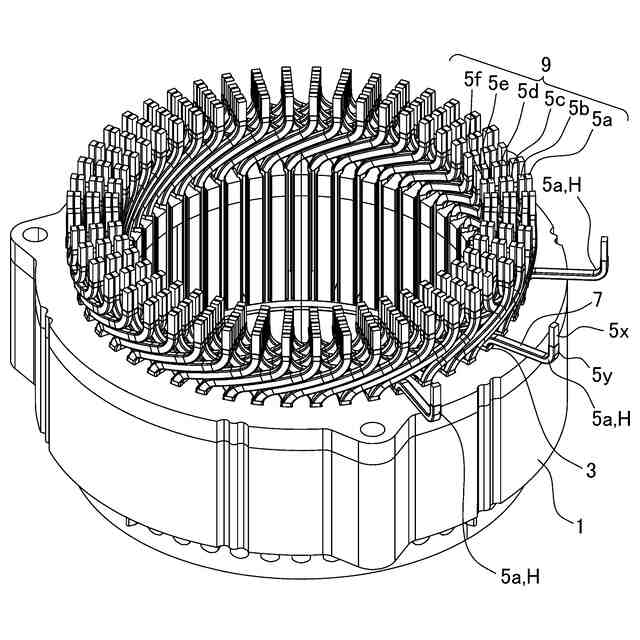
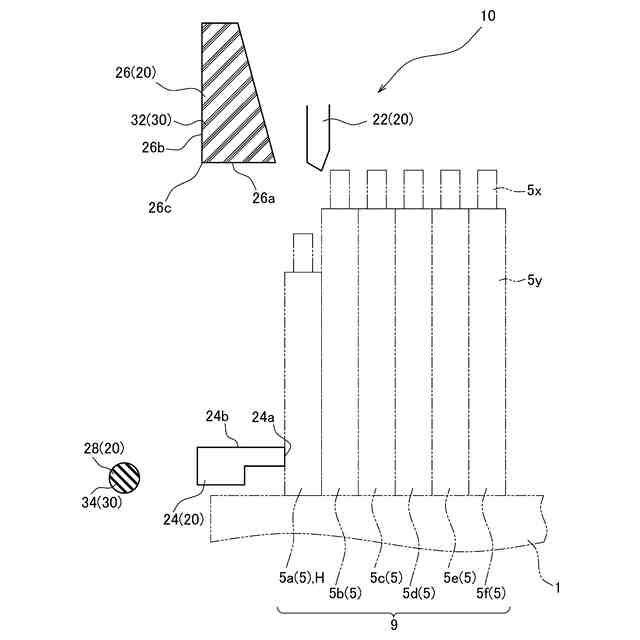
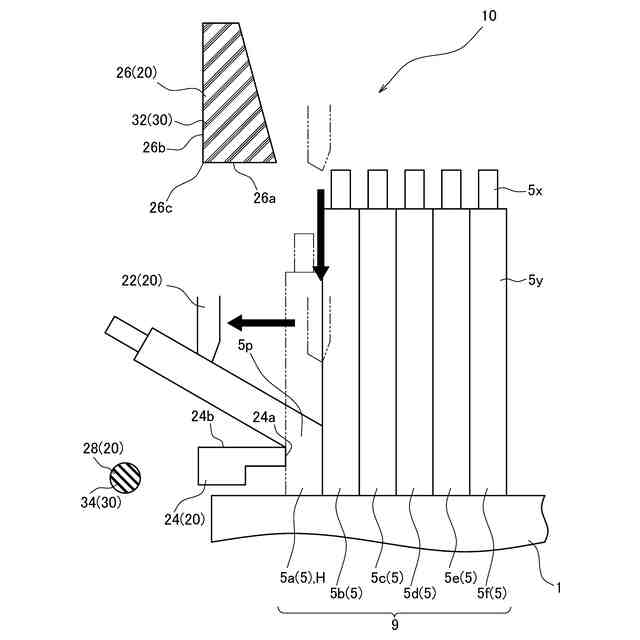
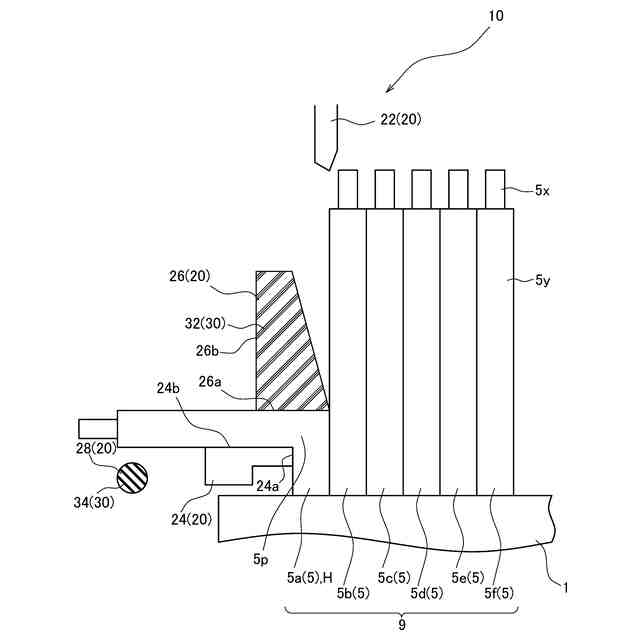
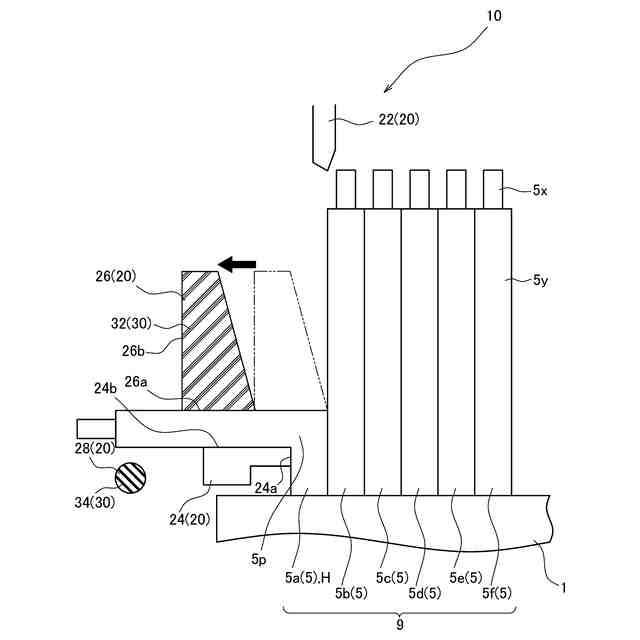
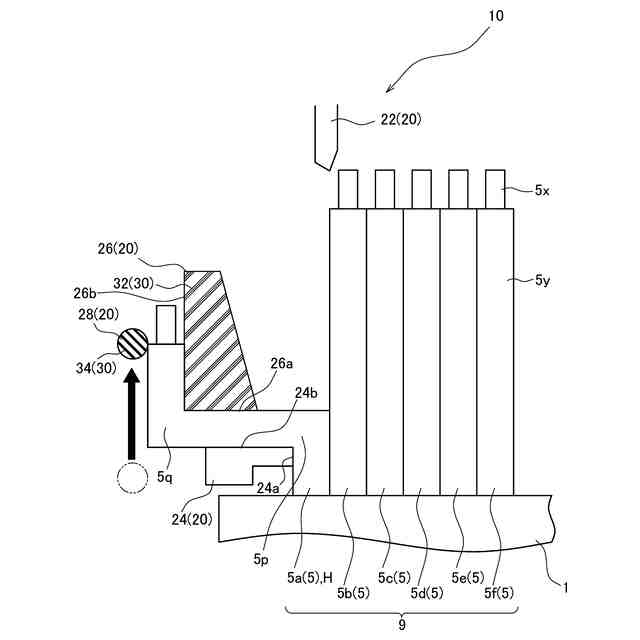
【解決手段】曲げ加工装置10は、ステータコア1に配置されたセグメントコイル5を曲げ加工するものであって、コイルエンド部7を変形させる加工部20と、加工部20を昇温させる昇温部30と、を備え、昇温部30によって昇温された加工部20をコイルエンド部7に当接させた状態においてコイルエンド部7を変形させることにより、コイルエンド部7の曲げ加工を行えるものである。
【選択図】図2
特許請求の範囲
【請求項1】
ステータコアに配置されたセグメントコイルを曲げ加工する曲げ加工装置であって、
前記コイルエンド部を変形させる加工部と、
前記加工部を昇温させる昇温部と、
を備え、
前記昇温部によって昇温された前記加工部を前記コイルエンド部に当接させた状態において前記コイルエンド部を変形させることにより、前記コイルエンド部の曲げ加工を行えること、を特徴とする曲げ加工装置。
続きを表示(約 370 文字)
【請求項2】
前記昇温部は、前記加工部に設けられた加熱部により前記加工部を加熱するものであること、を特徴とする請求項1に記載の曲げ加工装置。
【請求項3】
前記加工部は、
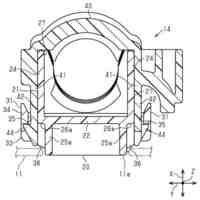
前記セグメントコイルが載置される台座部と、
前記セグメントコイルに対して当接しつつ第一の方向に移動することにより、前記セグメントコイルを前記第一の方向に変形させる第一加工部と、
前記セグメントコイルに対して当接しつつ第二の方向に移動することにより、前記セグメントコイルを前記第二の方向に変形させる第二加工部と、
を備え、
前記昇温部は、前記加工部において前記台座部を除く部分であって、少なくとも前記第一加工部、及び第二加工部を含む部分に設けられていること、を特徴とする請求項1又は2に記載の曲げ加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ステータコアに配置されたセグメントコイルを曲げ加工する曲げ加工装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来、下記特許文献1に開示されているような動力線の曲げ加工方法が提供されている。特許文献1の動力線の曲げ加工方法は、動力線に第1の曲げ起点を与えるために、動力線の外側に台座を配置し、動力線と、動力線に隣接して並置された隣接セグメントコイルとの間に第1の変形治具を挿入し、第1の曲げ起点で動力線が隣接セグメントコイルに対して直交する方向に曲がるように、第1の変形治具と台座とで動力線を挟み、第1の変形治具を隣接セグメントコイルに対して直交する方向に移動させ、その後、台座の外側に配置された第2の変形治具を隣接セグメントコイルに平行に移動させ、動力線に第2の曲げ起点を与えて、動力線を隣接セグメントコイルに平行に曲げるものとされている。
【先行技術文献】
【特許文献】
【0003】
特開2016-131425号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ここで、引出線を動力線と溶接する際には、成形後の位置精度が求められる。そのため、特許文献1に係る方法のようにして動力線を曲げ加工する場合には、第1の変形治具によって動力線が水平となるように折り曲げ、さらにローラからなる第2の変形治具により垂直となるように成形することが求められる。しかしながら、特許文献1に記載の動力線の曲げ加工方法のような方法で動力線を曲げ加工した場合には、曲げ加工を行った後にスプリングバックが発生してしまい、動力線の曲げ角度の位置精度が低下してしまうといった問題がある。
【0005】
そこで本発明は、ステータコアに配置されたセグメントコイルについて、スプリングバックの発生による位置精度の低下を抑制できるように曲げ加工可能な曲げ加工装置の提供を目的とした。
【課題を解決するための手段】
【0006】
(1)本発明の曲げ加工装置は、ステータコアに配置されたセグメントコイルを曲げ加工するものであって、前記コイルエンド部を変形させる加工部と、前記加工部を昇温させる昇温部と、を備え、前記昇温部によって昇温された前記加工部を前記コイルエンド部に当接させた状態において前記コイルエンド部を変形させることにより、前記コイルエンド部の曲げ加工を行えるものである。
【0007】
本発明の曲げ加工装置は、昇温部によって昇温された加工部をコイルエンド部に当接させた状態においてコイルエンド部を変形させることで、セグメントコイルを昇温させた状態において変形させることができる。これにより、本発明の曲げ加工装置は、セグメントコイルの降伏応力を低減させ、成形後のスプリングバック量を最小限に抑制できる。従って、本発明によれば、スプリングバックの発生による位置精度の低下を抑制できるようにセグメントコイルを曲げ加工可能な曲げ加工装置を提供できる。
【0008】
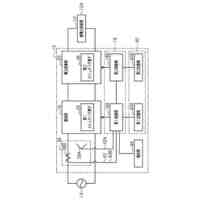
(2)本発明の曲げ加工装置において、前記昇温部は、前記加工部に設けられた加熱部により前記加工部を加熱するものであると良い。
【0009】
本発明の曲げ加工装置は、上記(2)のように構成とすることにより、加工部を確実に昇温させることができる。従って、本発明の曲げ加工装置は、上記(2)のような構成とすることにより、スプリングバックの発生による位置精度の低下をより一層抑制できるようにセグメントコイルを曲げ加工可能なものとすることができる。
【0010】
なお、加工部に設けられた加熱部について、第一加熱部、第二加熱部のいずれか一方又は双方を誘導加熱装置によって構成した場合には、昇温部を他のヒータ等によって構成する場合と比べて、加工部を迅速に昇温させつつ、加熱ムラを最小限に抑制できる。これにより、本発明の曲げ加工装置は、セグメントコイルにおいて加工部が当接する箇所をムラなく適切な温度まで昇温させた状態において、セグメントコイルを変形させることができる。従って、本発明の曲げ加工装置は、第一加熱部、第二加熱部のいずれか一方又は双方を誘導加熱装置によって構成することにより、スプリングバックの発生による位置精度の低下をより一層確実に抑制できるようにセグメントコイルを曲げ加工可能なものとすることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ダイハツ工業株式会社
草刈り機
1日前
個人
発電機
1か月前
個人
発電機
1か月前
ニデック株式会社
モータ
29日前
個人
発電システム
16日前
マグネデザイン株式会社
ロータ
9日前
西芝電機株式会社
回転電機
19日前
株式会社豊田自動織機
モータ冷却装置
9日前
トヨタ自動車株式会社
予測方法
3日前
株式会社ダイヘン
充電装置
11日前
日産自動車株式会社
発電機
15日前
富士電機株式会社
半導体装置
1か月前
ダイハツ工業株式会社
曲げ加工装置
5日前
マツダ株式会社
電力変換装置
16日前
住友電装株式会社
電気接続箱
16日前
住友電装株式会社
電気接続箱
4日前
住友電装株式会社
電気接続箱
4日前
住友電装株式会社
電気接続箱
16日前
株式会社シマノ
電力供給装置
1か月前
トヨタ自動車株式会社
充電システム
18日前
ミネベアミツミ株式会社
モータ
18日前
新光電子株式会社
発振器
18日前
株式会社ミツバ
回転電機
16日前
ダイハツ工業株式会社
モータ製造装置
22日前
株式会社ダイヘン
電圧調整装置
11日前
株式会社ダイヘン
電圧調整装置
29日前
トヨタ自動車株式会社
ステータ
16日前
株式会社アイドゥス企画
負荷追従電動モータ
23日前
トヨタ自動車株式会社
蓄電池制御装置
1か月前
トヨタ紡織株式会社
磁石挿入装置
29日前
株式会社ゲットクリーンエナジー
発電機
1か月前
ミネベアミツミ株式会社
発電装置
18日前
ミネベアミツミ株式会社
発電装置
18日前
株式会社アイシン
回転電機用ステータ製造方法
24日前
株式会社アイシン
回転電機用ステータ製造方法
24日前
株式会社デンソー
電気機器
18日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ