TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025089938
公報種別
公開特許公報(A)
公開日
2025-06-16
出願番号
2023204919
出願日
2023-12-04
発明の名称
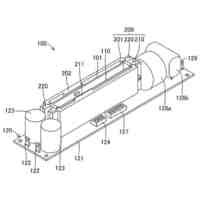
ステータ製造装置
出願人
ダイハツ工業株式会社
代理人
個人
主分類
H02K
15/0414 20250101AFI20250609BHJP(電力の発電,変換,配電)
要約
【課題】ステータコアに配置されたセグメントコイルを位置精度良く捻り加工可能であると共に、セグメントコイルに過剰な負荷を与えることなく捻り加工可能なステータ製造装置を提供すること。
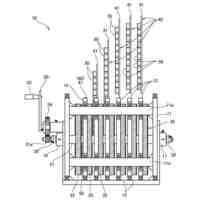
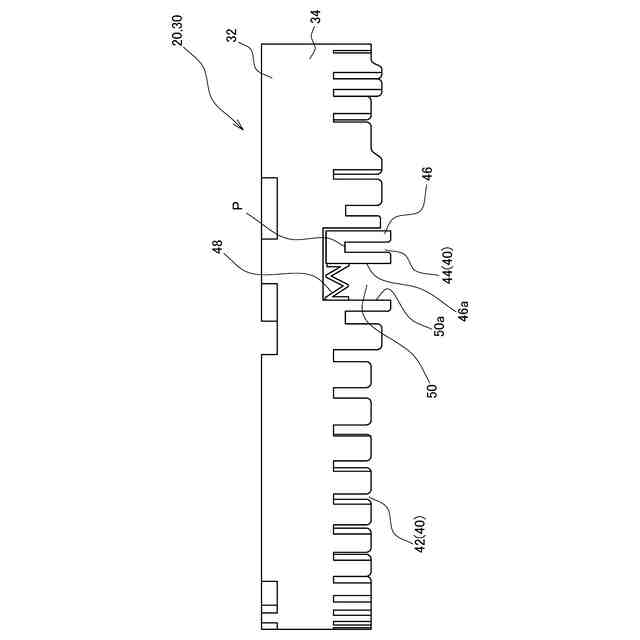
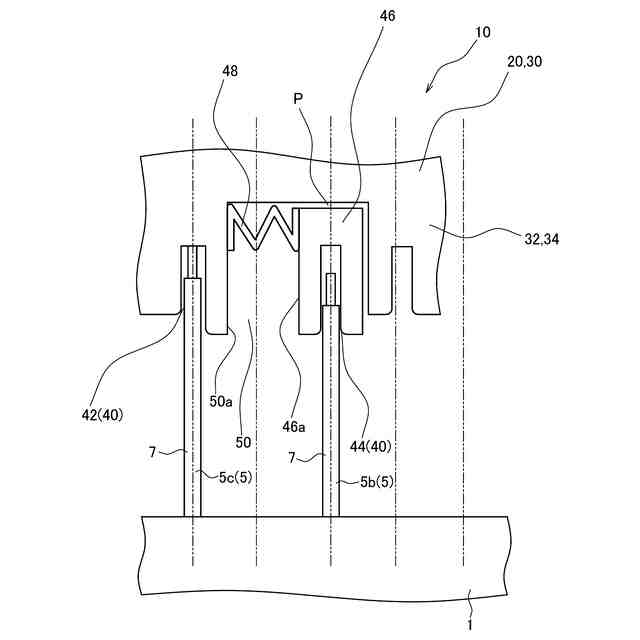
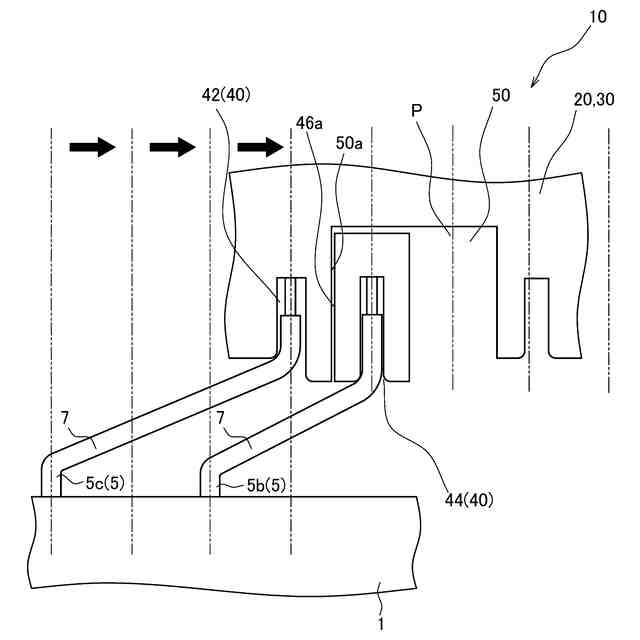
【解決手段】ステータ製造装置10は、ステータコア1に配置されたセグメントコイル5を捻り加工する加工治具20を備えたものであって、加工治具20に設けられた受部30に対してセグメントコイル5の先端部を挿入して加工治具20をステータコア1に対して所定の捻り方向に相対移動させることにより、セグメントコイル5を捻り加工できるものであり、受部30が、セグメントコイル5を挿入する挿入部40を、複数のセグメントコイル5に対応して複数備えたものであり、複数の挿入部40のうちの少なくとも一部は、捻り方向に対して逆方向に相対移動可能な可動挿入部44である。
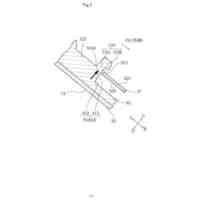
【選択図】図7
特許請求の範囲
【請求項1】
ステータコアに配置されたセグメントコイルを捻り加工する加工治具を備えたステータ製造装置であって、
前記加工治具に設けられた受部に対して前記セグメントコイルの先端部を挿入して前記加工治具を前記ステータコアに対して所定の捻り方向に相対移動させることにより、前記セグメントコイルを捻り加工できるものであり、
前記受部は、前記セグメントコイルを挿入する挿入部を、複数の前記セグメントコイルに対応して複数備えたものであり、
複数の前記挿入部のうちの少なくとも一部は、前記捻り方向に対して逆方向に相対移動可能な可動挿入部であること、を特徴とするステータ製造装置。
続きを表示(約 530 文字)
【請求項2】
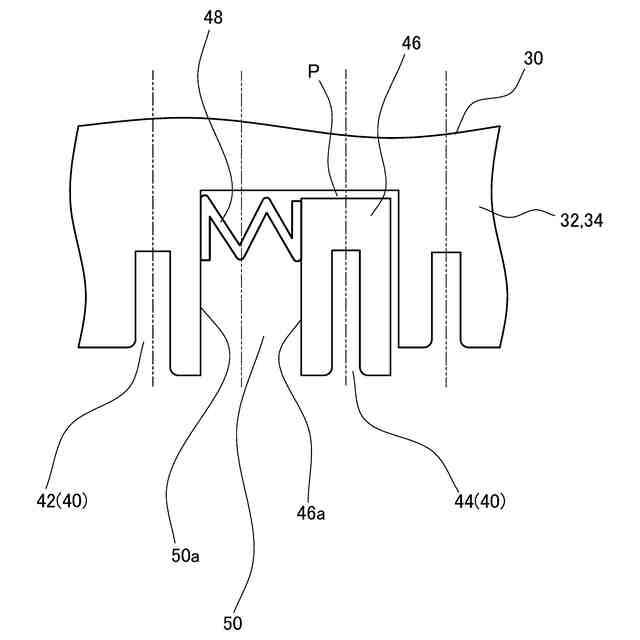
前記可動挿入部は、前記受部に設けられた切欠部の内側に配された挿入部構成体を備えており、
前記挿入部構成体に対して前記セグメントコイルを挿入できること、を特徴とする請求項1に記載のステータ製造装置。
【請求項3】
前記切欠部は、前記受部の相対移動方向における前記ステータコアに対する前記可動挿入部の可動領域をなすものであり、
前記挿入部構成体は、前記切欠部において前記捻り方向及び前記逆方向に相対移動可能であること、を特徴とする請求項2に記載のステータ製造装置。
【請求項4】
前記可動挿入部は、前記切欠部の内部における原位置から前記逆方向に移動した前記挿入部構成体を前記原位置に復帰させる復帰機構を備えていること、を特徴とする請求項2又は3に記載のステータ製造装置。
【請求項5】
前記ステータコアは、前記セグメントコイルが挿入されるスロットを前記捻り方向に複数、所定のスロット間隔ごとに備えており、
前記可動挿入部は、捻り加工前に位置する原位置を基準として、前記逆方向に所定数のスロット間隔分だけ移動可能であること、を特徴とする請求項1又は2に記載のステータ製造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ステータ製造装置に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
従来、下記特許文献1に開示されているようなステータ製造方法や、これに用いる装置が提供されている。特許文献1に係る従来技術は、平角導体を用いて形成したセグメントをステータコアが有するスロットに挿入し、セグメントの先端を捻り加工し、ステータを製造するものであり、動力線加工工程で、ステータコアのコイルエンドに突出するリード先端部のうちステータの外部と接続するための動力線となる動力線部を、ステータの外周側に曲げ、第1捻り工程で、リード先端部のうち動力線部に隣接するリード先端部を、第1捻り円環治具で保持して動力線部側の周方向に捻り、第2捻り工程で、第1捻り工程で捻り加工した接続線部と、他のリード先端部とを、第2捻り円環治具で保持して第1捻り工程とは逆方向に捻るものとされている。
【先行技術文献】
【特許文献】
【0003】
特開2013-172575号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記特許文献1に係る従来技術では、第1捻り工程においてセグメントコイルを周方向に捻った後、第2捻り工程において第1捻り工程とは逆方向に捻る必要がある。そのため、上記従来技術のようにしてセグメントコイルを捻る場合には、セク゛メントコイルに捻り癖か゛残り、加工後におけるコイルエント゛位置のは゛らつきが生じたり、セグメントコイルの被覆に過度に負荷か゛かかってしまったりするという問題がある。また、従来技術においては、これらの問題に起因して、溶接不良や絶縁不良等が生じてしまい、品質に影響を及ほ゛してしまうという問題がある。
【0005】
そこで本発明は、ステータコアに配置されたセグメントコイルを位置精度良く捻り加工可能であると共に、セグメントコイルに過剰な負荷を与えることなく捻り加工可能なステータ製造装置の提供を目的とした。
【課題を解決するための手段】
【0006】
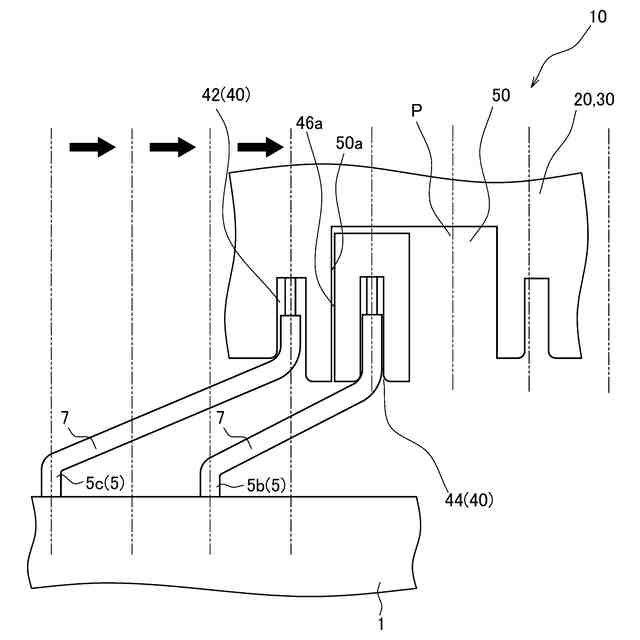
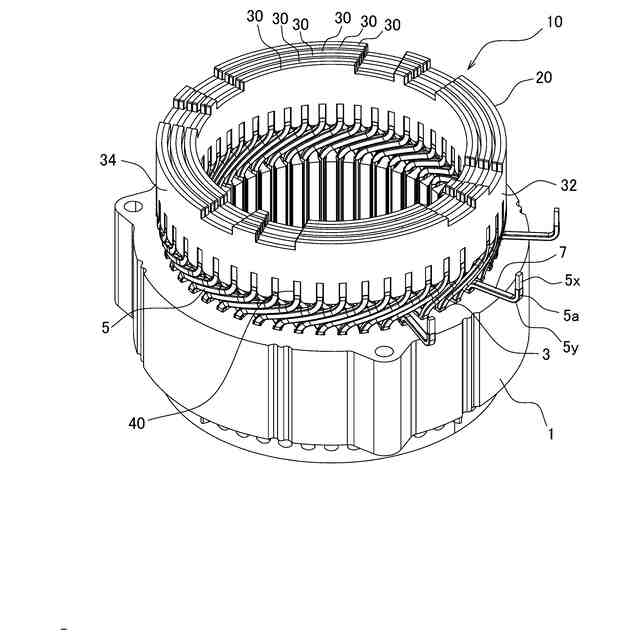
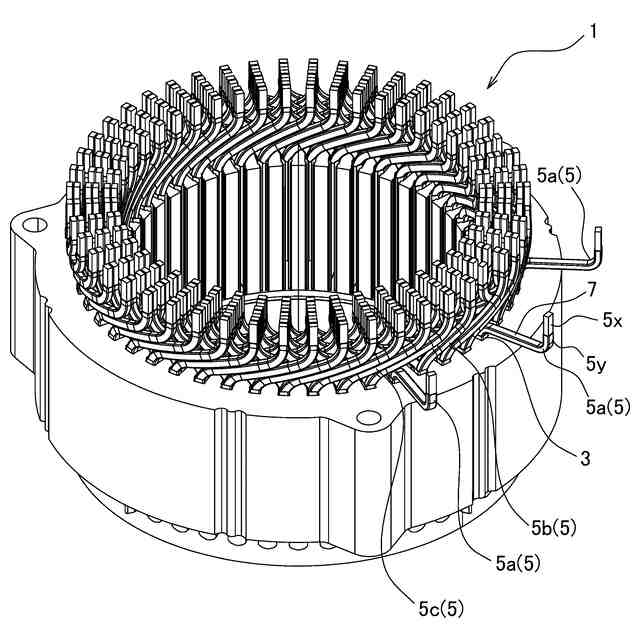
(1)本発明のステータ製造装置は、ステータコアに配置されたセグメントコイルを捻り加工する加工治具を備えたものであって、前記加工治具に設けられた受部に対して前記セグメントコイルの先端部を挿入して前記加工治具を前記ステータコアに対して所定の捻り方向に相対移動させることにより、前記セグメントコイルを捻り加工できるものであり、前記受部が、前記セグメントコイルを挿入する挿入部を、複数の前記セグメントコイルに対応して複数備えたものであり、複数の前記挿入部のうちの少なくとも一部は、前記捻り方向に対して逆方向に相対移動可能な可動挿入部であること、を特徴とするものである。
【0007】
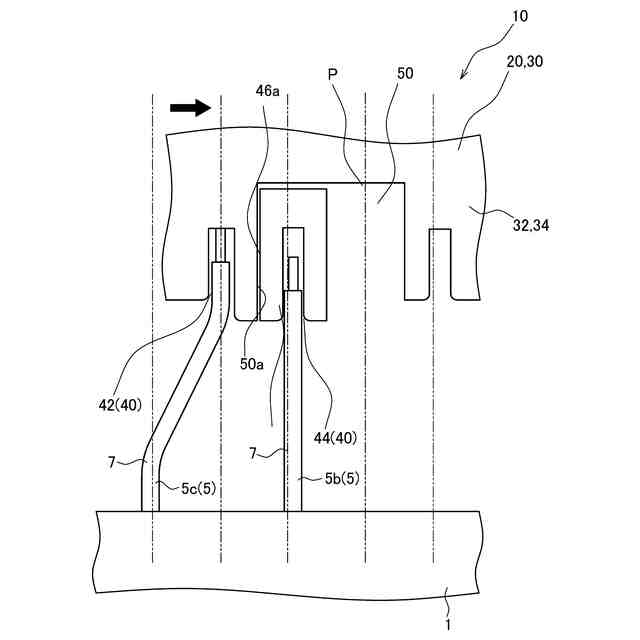
本発明のステータ製造装置は、加工治具に設けられた受部が、セグメントコイルを挿入する挿入部を複数有すると共に、複数の挿入部のうち少なくとも一部について、捻り方向に対して逆方向に移動可能な可動挿入部としたものとされている。これにより、本発明のステータ製造装置は、挿入部に対してセグメントコイルを挿入した状態において加工治具をステータコアに対して所定の捻り方向に相対移動させる際に、可動挿入部に挿入されたセグメントコイルについては、可動挿入部が逆方向に相対移動可能な範囲において捻り方向に捻り加工されるのを遅延させることができる。そのため、本発明のステータ製造装置は、セグメントコイルを一旦捻り方向に捻った後、逆方向に捻り戻すことなく、所望の捻り量だけ捻り報告に捻ることができる。従って、本発明のステータ製造装置は、ステータコアに配置されたセグメントコイルを位置精度良く捻り加工可能であると共に、セグメントコイルに過剰な負荷を与えることなく捻り加工を施すことが可能である。
【0008】
また、本発明のステータ製造装置は、従来技術のようにセグメントコイルを一旦捻り方向に捻った後、逆方向に捻り戻すような加工を行う必要がなくなることにより、セグメントコイルのコイルエンドを加工治具の受部において確実に受け入れることが可能となる。これにより、本発明のステータ製造装置は、従来技術のものに比べて捻り加工の加工精度を高めることができる。また、従来技術のようにセグメントコイルを一旦捻り方向に捻った後、逆方向に捻り戻す加工を行う場合には、コイルエンドを確実に保持するためにセグメントコイルの長さを長く確保する必要がある。しかしながら、本発明のステータ製造装置は、前述のような捻り戻す加工が不要であるため、従来技術のようにして加工する場合に比べて、セグメントコイルの長さを短くすることができる。
【0009】
(2)本発明のステータ製造装置は、前記可動挿入部が、前記受部に設けられた切欠部の内側に配された挿入部構成体を備えており、前記挿入部構成体に対して前記セグメントコイルを挿入できるものであると良い。
【0010】
本発明のステータ製造装置は、上記(2)のような構成とすることにより、受部に設けられた切欠部の内側に配された挿入部構成体に対してセグメントコイルを挿入することにより、受部の捻り方向への移動から独立して、挿入部構成体に挿入されたセグメントコイルを保持することができる。これにより、本発明のステータ製造装置は、可動挿入部について、捻り方向に対して逆方向に相対移動可能なものとすることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
充電制御システム
1日前
ニデック株式会社
モータ
15日前
個人
発電装置
9日前
個人
電流制御形AC-DC電源
8日前
株式会社ナユタ
電源装置
1日前
個人
ステッピングモータ実習装置
22日前
キヤノン株式会社
電源装置
9日前
スズキ株式会社
移動システム
1日前
トヨタ自動車株式会社
駆動装置
11日前
サンデン株式会社
電力変換装置
16日前
カヤバ株式会社
モータ制御装置
4日前
トヨタ自動車株式会社
充電方法
29日前
カヤバ株式会社
モータ制御装置
4日前
サンデン株式会社
電力変換装置
16日前
株式会社ダイヘン
給電装置
2日前
個人
回転力発生装置
7日前
ダイハツ工業株式会社
グロメット
今日
新電元工業株式会社
充電装置
29日前
トヨタ自動車株式会社
電池システム
14日前
ダイハツ工業株式会社
充電システム
10日前
日産自動車株式会社
回転電機
11日前
ミツミ電機株式会社
電源回路
10日前
富士電機株式会社
電力変換装置
4日前
株式会社デンソー
携帯機
今日
シャープ株式会社
冷蔵庫
16日前
ミネベアミツミ株式会社
回転機器
22日前
個人
延線補助具
7日前
トヨタ自動車株式会社
電力管理システム
14日前
株式会社アイシン
駆動装置
今日
ミネベアミツミ株式会社
回転機器
22日前
ミネベアミツミ株式会社
回転機器
22日前
ミネベアミツミ株式会社
回転機器
22日前
株式会社豊田自動織機
電動圧縮機
14日前
株式会社日立製作所
回転電機
22日前
株式会社デンソー
電源装置
17日前
本田技研工業株式会社
回転電機
9日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ