TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025079052
公報種別
公開特許公報(A)
公開日
2025-05-21
出願番号
2023191464
出願日
2023-11-09
発明の名称
電磁鋼板の成形方法
出願人
トヨタ自動車株式会社
代理人
個人
主分類
H02K
15/021 20250101AFI20250514BHJP(電力の発電,変換,配電)
要約
【課題】電磁鋼板のうねりを抑制できる電磁鋼板の成形方法を提供すること。
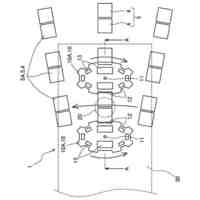
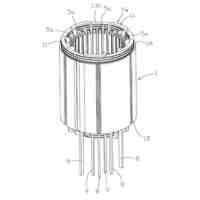
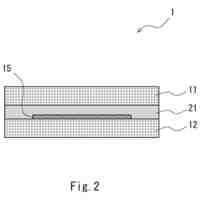
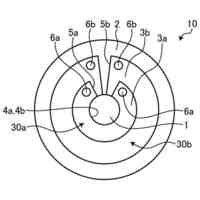
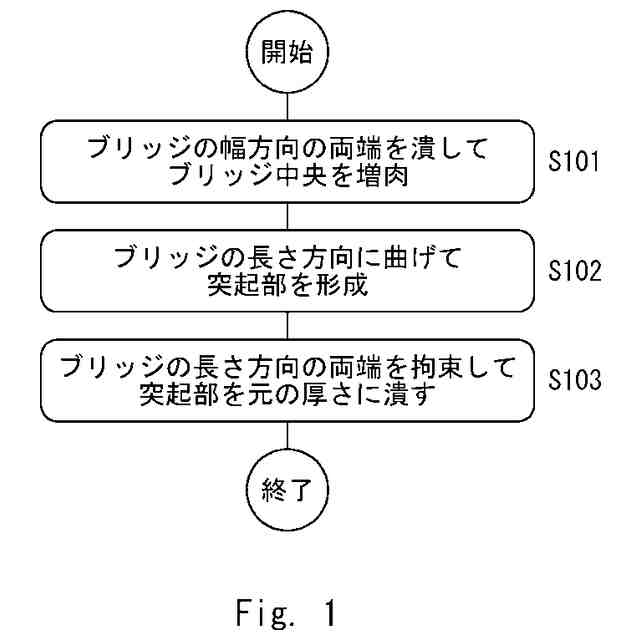
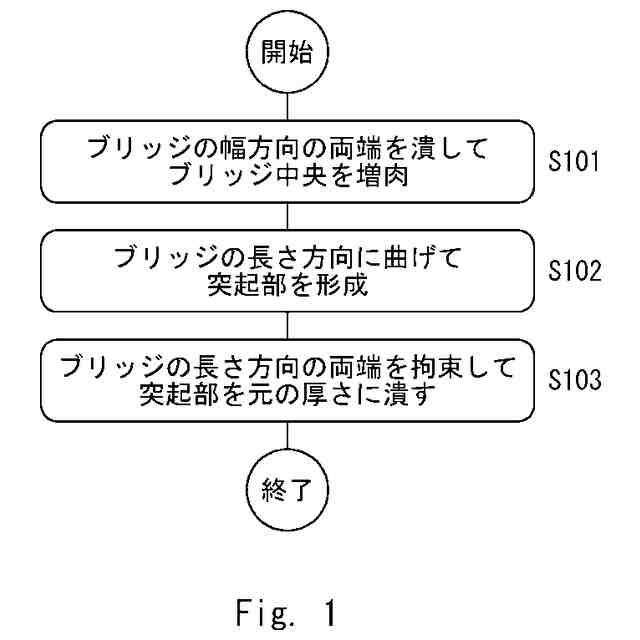
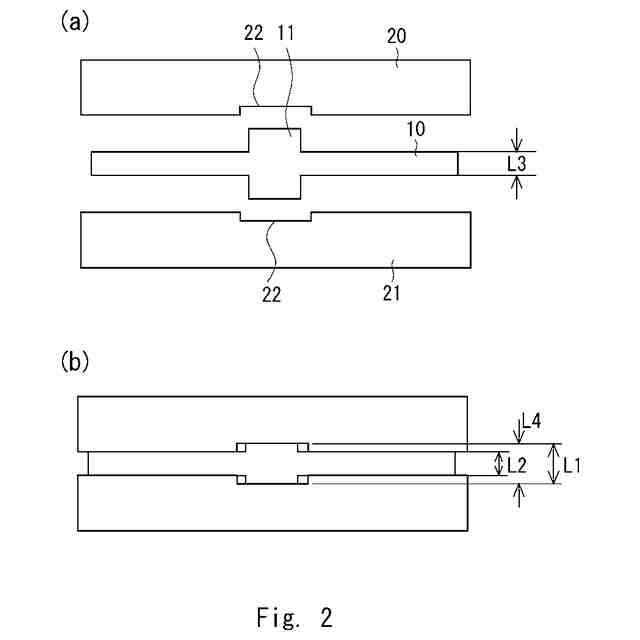
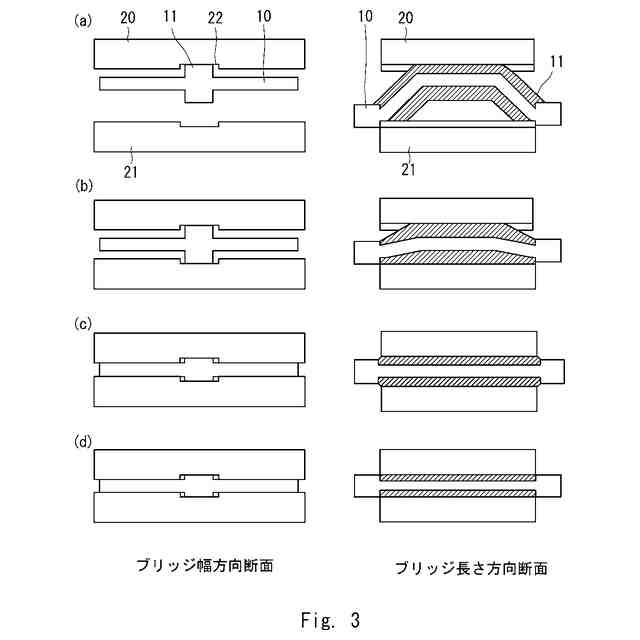
【解決手段】本開示に係る電磁鋼板の成形方法は、モータのロータコアを構成するために積層する電磁鋼板の成形方法であって、電磁鋼板10のブリッジの幅方向の両端を潰してブリッジ中央を増肉する工程と、ブリッジの長さ方向に電磁鋼板を曲げて突起部11を形成する工程と、ブリッジの長さ方向の両端を拘束して突起部を元の厚さに潰す工程と、を備え、突起部を潰す工程において使用するパンチ20とダイ21は、ブリッジの長さ方向の中央部に溝22を有し、溝の深さは、突起部が所定の仕上がり厚さL1になるときに電磁鋼板が一定以上押し込まれるように決定されるものである。
【選択図】図1
特許請求の範囲
【請求項1】
モータのロータコアを構成するために積層する電磁鋼板の成形方法であって、
電磁鋼板のブリッジの幅方向の両端を潰してブリッジ中央を増肉する工程と、
前記ブリッジの長さ方向に前記電磁鋼板を曲げて突起部を形成する工程と、
前記ブリッジの長さ方向の両端を拘束して前記突起部を元の厚さに潰す工程と、を備え、
前記突起部を潰す工程において使用するパンチとダイは、前記ブリッジの長さ方向の中央部に溝を有し、
前記溝の深さは、前記突起部が所定の仕上がり厚さL1になるときに前記電磁鋼板が一定以上押し込まれるように決定される
電磁鋼板の成形方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、電磁鋼板の成形方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
特許文献1には、ロータコアを形成する電磁鋼板のブリッジにブリッジ押下部を形成し、ブリッジの長手方向の延長線上にブリッジ押下部の窪みと逆方向に突出する突起部を形成するロータコアの構造が開示されている。これにより、ブリッジに押圧加工による硬化処理を行う際に電磁鋼板の径方向に延びようとする力を当該突起部が変形することによって吸収し、電磁鋼板の反りを抑制できる。
【先行技術文献】
【特許文献】
【0003】
特開2017-085776号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に開示されるロータコアの構造において、突起部は、ブリッジを増肉加工し、ブリッジの一方の面を押圧することにより得られる。一方で、当該突起部の屈曲に由来する剛性の低下が発生する場合がある。
【0005】
この解決策として、硬化処理を行った後に、突起部を潰して平面状に加工する方法が挙げられる。これにより、成形後の製品の板厚や曲げ形状を、元の状態に戻せるため、剛性の低下を抑制することが期待される。
【0006】
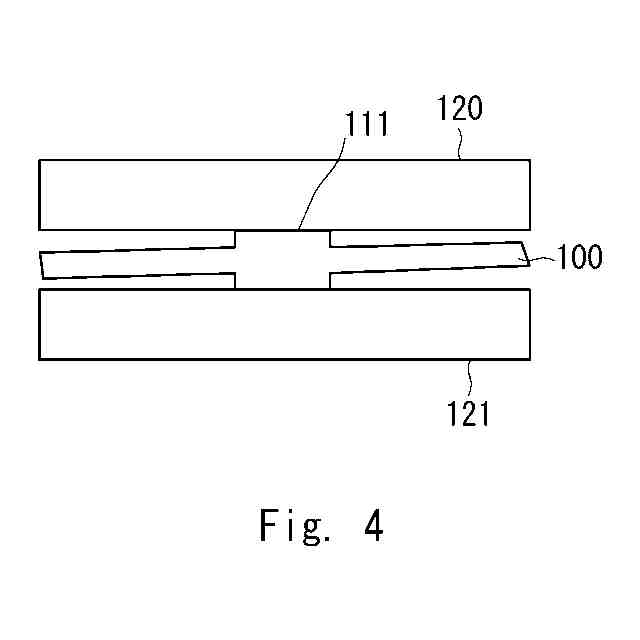
しかしながら、突起部を潰す工程に使用するパンチと突起部周辺の薄肉部との間には隙間があるため、成形後の製品の板厚や曲げ形状を十分に元の状態に戻すことは困難であり、成形後の製品には微小なうねりが残存する。このようなうねりが成形後の製品に残存すると、ロータコア形成のための積層の際に、互いに干渉して隙間ができるなどの強度の低下を招く場合がある。
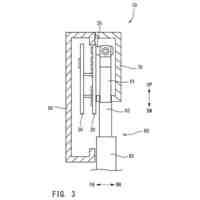
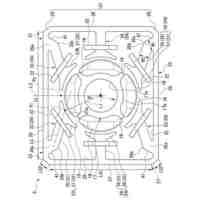
【0007】
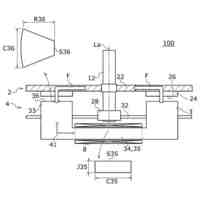
当該加工例について、図4を用いて説明する。パンチ120及びダイ121を用いて突起部111を有する電磁鋼板100をプレス加工する際に、突起部111の周辺は、突起部111によってパンチ120及びダイ121と接さないため、電磁鋼板100の平面状加工が十分になされていないことが分かる。
【0008】
本開示は、このような課題を解決するためになされたものであり、電磁鋼板のうねりを抑制できる電磁鋼板の成形方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本開示に係る電磁鋼板の成形方法は、モータのロータコアを構成するために積層する電磁鋼板の成形方法であって、電磁鋼板のブリッジの幅方向の両端を潰してブリッジ中央を増肉する工程と、前記ブリッジの長さ方向に前記電磁鋼板を曲げて突起部を形成する工程と、前記ブリッジの長さ方向の両端を拘束して前記突起部を元の厚さに潰す工程と、を備え、前記突起部を潰す工程において使用するパンチとダイは、前記ブリッジの長さ方向の中央部に溝を有し、前記溝の深さは、前記突起部が所定の仕上がり厚さL1になるときに前記電磁鋼板が一定以上押し込まれるように決定されるものである。このようにすることで、電磁鋼板のうねりを抑制できる電磁鋼板の成形方法を提供することができる。
【発明の効果】
【0010】
本開示により、電磁鋼板のうねりを抑制できる電磁鋼板の成形方法を提供することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
恒久電源開発の装置
13日前
キヤノン株式会社
電源装置
6日前
株式会社竹中工務店
避雷設備
6日前
ダイハツ工業株式会社
溶接装置
13日前
サンデン株式会社
モータ制御装置
13日前
愛知電機株式会社
ステータおよびモータ
13日前
愛知電機株式会社
ステータおよびモータ
13日前
愛知電機株式会社
ステータおよびモータ
13日前
AGC株式会社
太陽電池モジュール
6日前
株式会社エスイー
上載物の支持装置
6日前
因幡電機産業株式会社
充電システム
13日前
三菱電機株式会社
回転子および電動機
6日前
住友金属鉱山株式会社
遮熱装置
今日
ダイハツ工業株式会社
絶縁紙成型装置
9日前
住友重機械工業株式会社
回転電機
9日前
株式会社IJTT
オイル冷却装置
13日前
株式会社ゲットクリーンエナジー
発電機
6日前
多摩川精機株式会社
逆起電圧可変モータ
8日前
スズキ株式会社
車両用モータ構造
13日前
株式会社ジェイテクト
モータ装置
2日前
日産自動車株式会社
光電変換装置
6日前
トヨタ自動車株式会社
積層鋼板の製造方法
8日前
トヨタ自動車株式会社
充電システム
2日前
トヨタ自動車株式会社
積層鋼板の製造方法
13日前
ヤマハ発動機株式会社
電力変換装置
8日前
ヤマハ発動機株式会社
電力変換装置
8日前
コーセル株式会社
電源装置及びその制御方法
6日前
トヨタ自動車株式会社
電源装置
13日前
住友重機械工業株式会社
アクチュエータ
1日前
株式会社アイシン
車両用駆動装置
13日前
キヤノン株式会社
モータ制御装置
13日前
株式会社デンソー
コンデンサ装置
1日前
株式会社ミツバ
ブラシレスモータ
13日前
株式会社豊田自動織機
燃料電池用ポンプ
1日前
ダイハツ工業株式会社
充電制御システム
2日前
株式会社ミツバ
ブラシレスモータ
13日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ