TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025084718
公報種別
公開特許公報(A)
公開日
2025-06-03
出願番号
2024202889
出願日
2024-11-21
発明の名称
ビレット等の長尺金属製品の溶接機
出願人
エスエムエス・グループ・ソチエタ・ペル・アツィオーニ
,
SMS GROUP S.P.A.
代理人
個人
,
個人
主分類
B23K
11/24 20060101AFI20250527BHJP(工作機械;他に分類されない金属加工)
要約
【課題】フラッシュ溶接タイプの溶接機であって、進行方向に沿って、第1長尺金属製品の終端と第2長尺金属製品の先端とを溶接する溶接機を提供する。
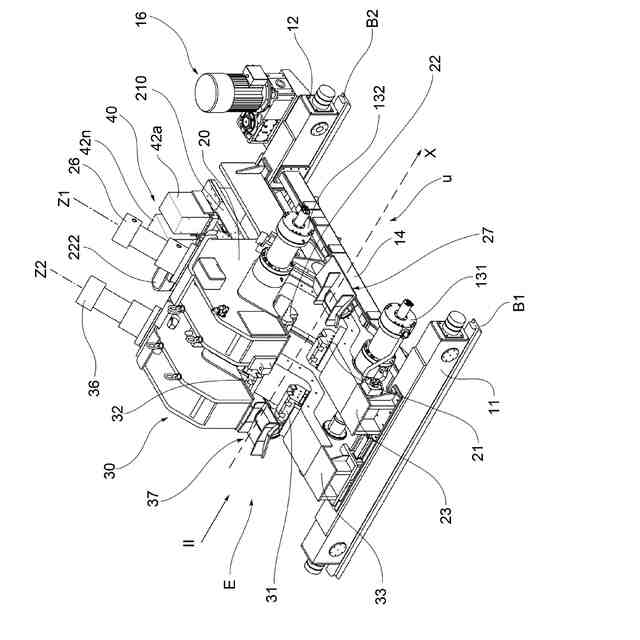
【解決手段】溶接機は、進行方向(X)に沿ってスライドする台車と、第1把持手段(21、22)を有する第1構造体(20)と、第2把持手段(31、32)を有する、台車にスライド可能に支持される第2の構造体(30)と、第1把持手段(21、22)及び第2把持手段(31、32)にそれぞれ接続された導体(210)を備え、主電圧を供給する電源グループ(40)と、を備える。電力グループ(40)は、少なくとも1つのインバータ、少なくとも1つの変圧器、少なくとも1つの整流器、制御ユニットから構成される。
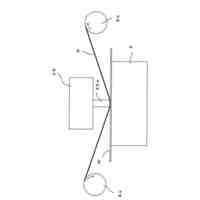
【選択図】図1
特許請求の範囲
【請求項1】
進行方向(X)に沿って移動する長尺金属製品の搬送ライン上に設置され、進行方向(X)に沿って第1長尺金属製品の終端と第2長尺金属製品の先端とを溶接するためのフラッシュ溶接タイプの溶接機(1)であって:
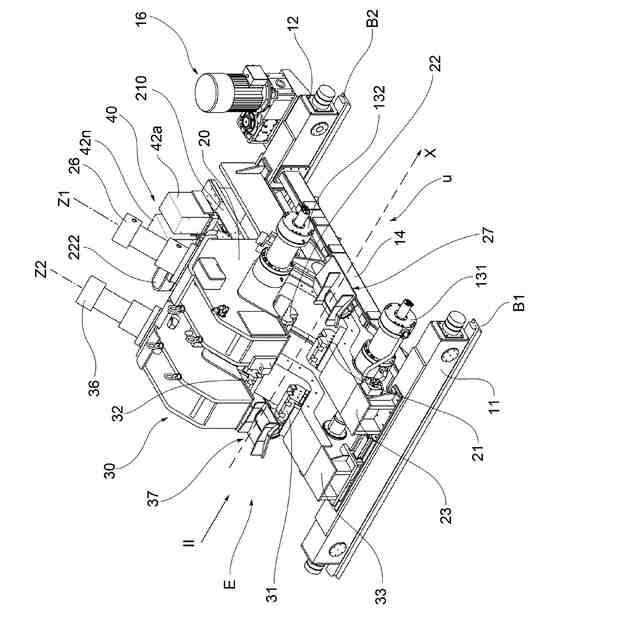
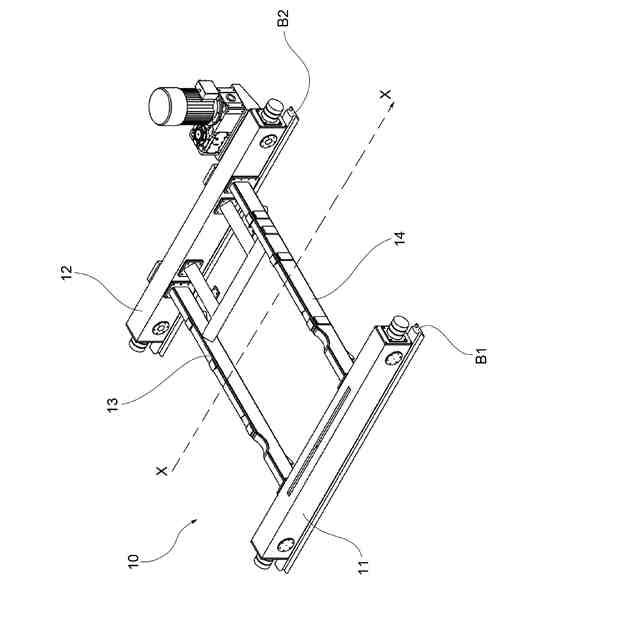
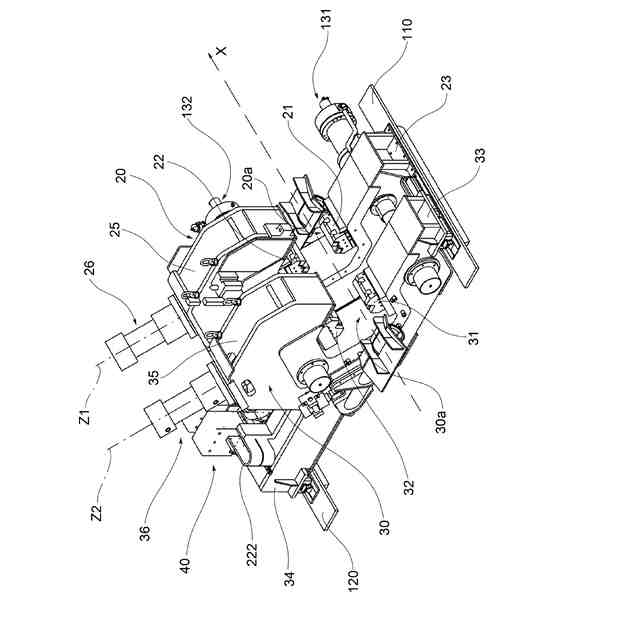
進行方向(X)に沿ってスライドする台車(10)と、
台車(10)によって支持され、その一部に搬送ラインに沿って進む長尺金属製品のための第1通路シートを特定する第1構造体(20)と、
第1通路シートで第1構造体(20)上に配置され、第1長尺金属製品の終端部又は第2長尺金属製品の先端部を把持する第1把持手段(21、22)と、
台車(10)によってスライド可能に支持された第2構造体(30)であって、第1構造体(20)及び台車(10)自体の両方と共に進行方向(X)に平行にスライドし、搬送ラインに沿って進行する長尺金属製品のための第2通路シートをその一部に特定し、第2通路シートは、進行方向(X)に沿って第1通路シートと整列している、第2構造体(30)と、
第2通路シートで第2構造体(30)上に配置され、第2長尺金属製品の先端部又は第1長尺金属製品の終端部を把持する第2把持手段(31、32)と、
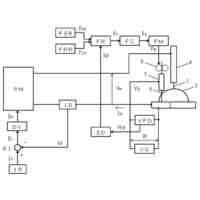
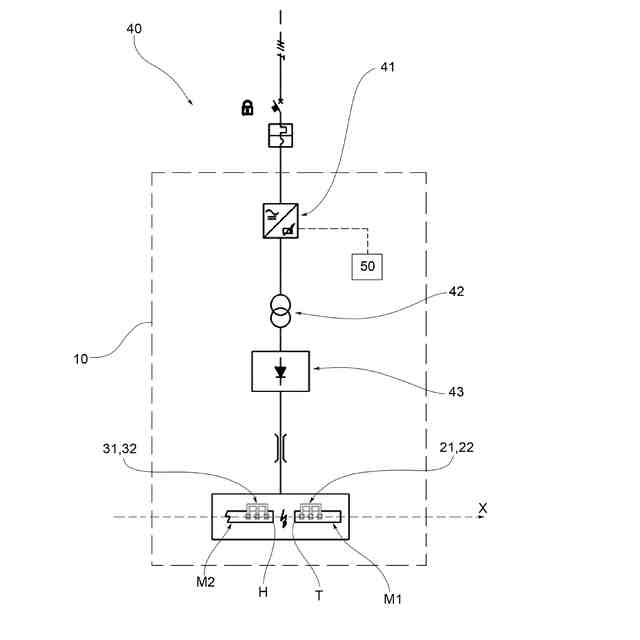
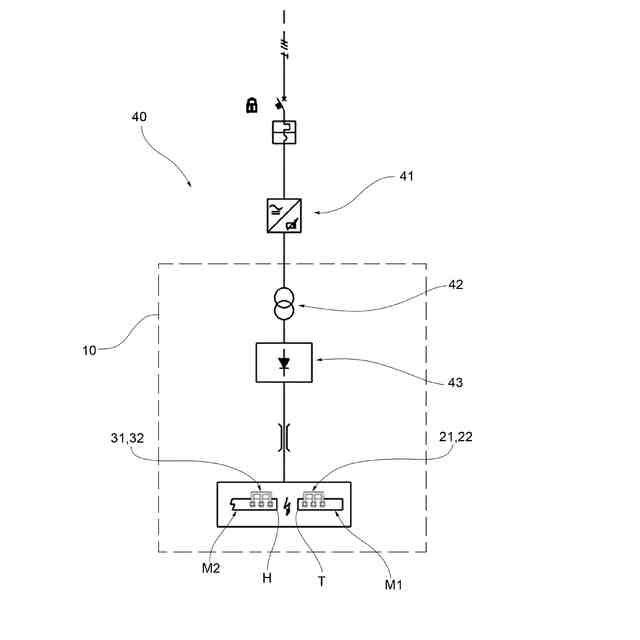
主電圧を供給する電源クループであって、終端及び先端に電流を供給する、第1把持手段(21、22)及び第2把持手段(31、32)にそれぞれ接続された導体(210;121、122)を備える電源グループ(40)と、
を備え、
電源グループ(40)は、
台車に搭載又は台車の外部に設置された少なくとも1つのインバータ(41)と、
台車に搭載され、インバータ(41)から電力が供給される少なくとも1つの変圧器(42)と、
台車に搭載され、変圧器(42)と、第1把持手段(21)及び第2把持手段(22)を介して、電気的に接続される少なくとも1つの整流器(43)と、
制御ユニット(50)と、
を有する溶接機(1)において、
インバータ(41)は、周波数が可変の単相又は多相インバータであり、制御ユニット(50)は、700Hzを超える周波数でインバータ(41)を動作させるようにプログラムされており、
少なくとも1つの変圧器は、予め特定された公称電源周波数fnで、予め定義された公称電力Pnを供給するサイズであり、
ここで、:
溶接中に生成される動作電力Pexについて、変圧器の予め設定された公称電力Pnが、動作電力Pex未満であり、公称供給周波数fnが700Hz未満である場合、少なくとも1つの変圧器(42)は、700Hzを超える周波数において、動作電力Pexと等しいか、又はそれ以上の有効電力Peを供給するようなサイズにされるか;それとも、
溶接中に生成される動作電力Pexについて、変圧器の予め定義された公称電力Pnが、動作電力Pexと少なくとも等しく、公称供給周波数fnが700Hzより大きい場合、少なくとも1つの変圧器(42)は、公称供給周波数fnより大きい周波数において、動作電力Pexより大きい有効電力Peを供給するようなサイズにされる、
ことを特徴とする溶接機(1)。
続きを表示(約 1,300 文字)
【請求項2】
制御ユニット(50)は、700~2000Hzの周波数でインバータ(41)を作動させるようにプログラムされている、請求項1に記載の溶接機(1)。
【請求項3】
制御ユニット(50)は、900~1100Hz、好ましくは約1000Hzの周波数でインバータ(41)を作動させるようにプログラムされている、請求項1に記載の溶接機(1)。
【請求項4】
電力グループ(40)は、互いに並列に接続された複数の変圧器(42a、42b、...42n)から構成され、複数の変圧器の各々は、所定の公称電源周波数fnにおいて、所定の公称電力Pna、Pnb...を供給するサイズであり、複数の変圧器の公称電力Pna、Pnb...Pnnの合計が次のいずれかである:
-所定の公称電源周波数fnが700Hz未満である場合、溶接中に生成される動作電力Pex未満である、この場合、複数の変圧器は、全体として、700Hzを超える周波数で、動作電力Pexと等しいかそれ以上の有効電力Peを供給するようなサイズである;又は
-所定の公称電源周波数fnが700Hzより大きい場合、溶接中に生成される動作電力Pexに少なくとも等しい、この場合、複数の変圧器は、全体として、公称電源周波数fnよりも大きい周波数において、動作電力Pexよりも大きい有効電力Peを供給するようなサイズである、
請求項1、2、3のいずれかに記載の溶接機(1)。
【請求項5】
動作電力Pexは、200~2000kVAの間で構成される値を有する、請求項1に記載の溶接機(1)。
【請求項6】
1つ又は複数の変圧器(42;42a、42b、...42n)の各々は、150~700kgの重量を有する、請求項1に記載の溶接機(1)。
【請求項7】
1つ又は複数の変圧器(42;42a、42b、...42n)の各々のサイズは、
- 高さhが450mm~650mm;
- 長さLが400mm~450mm;及び
- 深さpが300mm~350mm
である、請求項1に記載の溶接機(1)。
【請求項8】
電源グループ(40)は、昇圧電圧を供給するシステムを有する、先行する請求項1~7のいずれかに記載の溶接機(1)。
【請求項9】
第1構造体(20)及び第2構造体(30)のそれぞれは、進行方向(X)を横切る長手方向に延びており、長手方向の対向した位置で台車(10)に設けた支持部分(23、24;33、34)の間に接続されており、それぞれの支持部分の間には、それぞれの把持手段(21、22;31、32)のアクチュエータを収容するフレーム(25、35)が設けられている、請求項1に記載の溶接機(1)。
【請求項10】
少なくとも1つの変圧器(42)又は複数の変圧器(42a、42b、...42n)は、第1構造体(20)又は第2構造体(30)のフレーム(25、35)の上部に配置される、請求項1に記載の溶接機(1)。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、長尺金属物の溶接機に関する。
続きを表示(約 950 文字)
【0002】
本発明に係る溶接機は、フラッシュタイプであり、特に、ビレット(鋼片)、バー又はブルームのような長尺金属物の処理に適している。
【0003】
操作上、溶接機は、通常、圧延機の上流に配置され、搬送ライン、特にローラーラインに沿って、連続する2つの長尺製品の先端と終端を溶接する。
【背景技術】
【0004】
一般に、圧延工場では、鋳造装置又は貯蔵倉庫から直接送られてくる個々の金属製品は、継ぎ目なく圧延できるように溶接される。
【0005】
このような金属製品は、典型的には、例えばビレット、バー、ブルームなどの鉄系の未完成品である。
【0006】
溶接は、製品の終端を次の製品の先端と接合するために行われる。
【0007】
一般に、溶接は、フラッシュ溶接として知られる技術によって、すなわち、溶接される製品に接続された電源によって生成される放電によって行われる。
【0008】
より詳細には、制御された電流が、溶接しなければならない金属製品の2つの面を流れる。この電流がエネルギーを生み出し、2つの面を溶融温度にする(「フラッシング」ステップ)。2つの面が完全に溶けたところで電流を止め、2つの面を完全に接合させるまで融合する(アマルガムにする)。(「アップセット」ステップ)。
【0009】
したがって、溶接の際には、製品をしっかりと固定する必要がある。このような目的のために、溶接機は、溶接中に製品を所定の位置に保持する把持手段を備えている。通常、把持手段は溶接電流の導体としても動作する。
【0010】
一般に、このような把持手段は、典型的には、溶接される製品を直接接触するクランプから構成される。溶接が行われる際、溶接される製品の先端部と終端部を保持するクランプは、アップセット・シリンダーと呼ばれる油圧シリンダー又は電動シリンダーによって互いに接近させられる。この操作は、溶接される端部を接合し、介在物や気泡を除去し、溶融によって生じる材料の損失を補い、溶接される2つの部品間の実際の接着を可能にする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
28日前
個人
加工機
22日前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
15日前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
7日前
株式会社不二越
ドリル
1か月前
株式会社不二越
ドリル
21日前
株式会社FUJI
工作機械
1か月前
日東精工株式会社
多軸ねじ締め機
1か月前
株式会社アンド
半田付け方法
21日前
株式会社アンド
半田付け方法
21日前
株式会社ダイヘン
多層盛り溶接方法
1か月前
日進工具株式会社
エンドミル
1か月前
エフ・ピー・ツール株式会社
リーマ
1か月前
株式会社トヨコー
被膜除去方法
9日前
村田機械株式会社
レーザ加工機
8日前
村田機械株式会社
レーザ加工機
8日前
トヨタ自動車株式会社
接合方法
1か月前
ブラザー工業株式会社
工作機械
1か月前
ブラザー工業株式会社
工作機械
1か月前
株式会社プロテリアル
金属箔の溶接方法
1か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
株式会社ダイヘン
溶接装置
1か月前
株式会社不二越
管用テーパタップ
1か月前
株式会社コスメック
クランプ装置
2か月前
大肯精密株式会社
自動送り穿孔機
1か月前
株式会社不二越
超硬合金製ドリル
1か月前
オーエスジー株式会社
ドリル
2か月前
株式会社不二越
スカイビングカッタ
1か月前
日東精工株式会社
はんだこて先の製造方法
23日前
株式会社不二越
通り穴加工用タップ
1か月前
個人
管の切断装置及び管の切断方法
1か月前
株式会社FUJI
周辺装置制御用治具
22日前
株式会社アドウェルズ
超音波加工装置
1か月前
株式会社ダイヘン
非消耗電極アーク溶接方法
1か月前
春日機械工業股ふん有限公司
挟持装置
17日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ