TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025083912
公報種別
公開特許公報(A)
公開日
2025-06-02
出願番号
2023197576
出願日
2023-11-21
発明の名称
レーザ加工モニタリング装置
出願人
パナソニックIPマネジメント株式会社
代理人
個人
,
個人
主分類
B23K
26/00 20140101AFI20250526BHJP(工作機械;他に分類されない金属加工)
要約
【課題】 レーザ加工中のレーザ加工部の温度分布を高精度に取得することができるレーザ加工モニタリング装置を提供する。
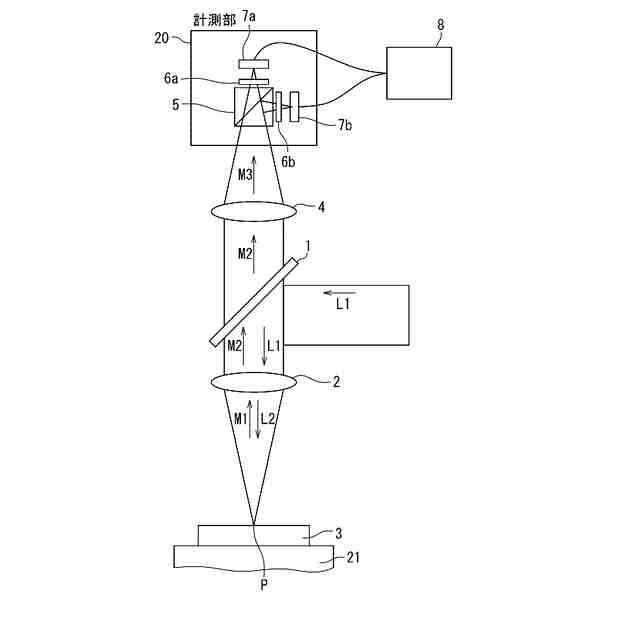
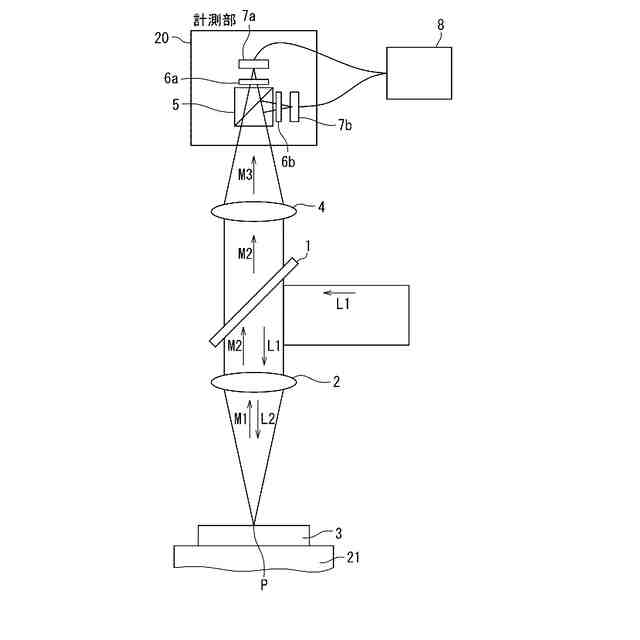
【解決手段】 レーザ加工部より放出される異なる2つの波長の光を検出し、その比率から温度を測定する装置であって、少なくとも2点以上の測定点p5;p6のそれぞれより放射された光M41,M42をそれぞれ検出する2つのセンサsa5,sb5;sa6,sb6を1つのセットとして有する光センサ部h5;h6を少なくとも2つ備え、少なくとも2つの光センサ部は、レーザ照射位置p2に近い位置から放射された光を検出する光センサ部ほど短い波長の光を検出するセンサ感度を有する。
【選択図】 図1A
特許請求の範囲
【請求項1】
レーザ加工部より放出される異なる2つの波長の光を検出し、その比率から温度を測定する装置であって、
少なくとも2点以上の測定点のそれぞれより放射された光をそれぞれ検出する2つのセンサを1つのセットとして有する光センサ部を少なくとも2つ備え、
前記少なくとも2つの光センサ部は、レーザ照射位置に近い位置から放射された光を検出する光センサ部ほど短い波長の光を検出するセンサ感度を有する、
レーザ加工モニタリング装置。
続きを表示(約 490 文字)
【請求項2】
レーザ加工部より放出される異なる2つの波長の光を検出し、その比率から温度を測定する装置であって、
少なくとも2点以上の測定点のそれぞれより放射された光をそれぞれ検出する2つのセンサを1つのセットとして有する光センサ部を少なくとも2つ備え、
前記少なくとも2つの光センサ部は、レーザ照射位置に近い位置から放射された光を検出する光センサ部ほど測定の減衰率が高い減衰機構を含んで、前記減衰機構で減衰した光を前記センサで検出する、レーザ加工モニタリング装置。
【請求項3】
前記2つの波長が350nmから8μmの範囲である
請求項1又は2に記載のレーザ加工モニタリング装置。
【請求項4】
前記2つの波長が350nmから2000nmの範囲である
請求項1又は2に記載のレーザ加工モニタリング装置。
【請求項5】
前記減衰機構は、減衰フィルタ、あるいはハーフミラー若しくはダイクロイックミラーのミラー類の組み合わせで構成されている
請求項2に記載のレーザ加工モニタリング装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、レーザ加工中のレーザ加工部の温度分布を高精度に取得してレーザ加工状態を監視できるレーザ加工モニタリング装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
レーザ加工技術は、被加工物にレーザ光を照射し被加工物を溶融、気化させ、他の被加工物と溶接させること、又は、被加工物の一部を溶融、蒸発させることで形状を変化させる技術である。レーザ加工技術は、一般的に、家電機器、精密機器、もしくは自動車部品といった多岐にわたる分野で普及している。レーザ加工において、レーザ光が照射された領域から発せられる熱輻射光を検出することで、加工領域における温度を測定するレーザ加工装置が知られている。
【先行技術文献】
【特許文献】
【0003】
特開2021-181947号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1によるレーザ加工装置では、図8に示すように、第1光検出部34と第2光検出部35と第1温度検出部36を備えており、第1光検出部34と第2光検出35は、光抽出部33によって分岐された異なる波長の熱輻射光を検出するものであり、また第1温度検出部36は筐体31の温度変化による測定温度誤差を補正するものである。
【0005】
そのため、レーザ溶接のようにレーザ加工領域の温度分布が大きく、温度分布を把握することによって加工状態の検知を図る場合であっても、熱輻射光強度の分布を測定することはできず、加工領域の平均的な温度を検出するにとどまり、温度分布を測定できなかった。
【0006】
また、熱輻射光強度分布が大きい場合、熱輻射光強度の強い領域に合わせて計測部の感度を設定すると、熱輻射光強度の弱い領域の検出光強度が低下し、熱輻射光強度の強い領域の温度が支配的な数値が検出されてしまい、温度分布を精度良く測定できない。一方、熱輻射光強度が弱い領域に合わせて計測部の感度を設定すると、熱輻射光強度の強い領域は測定値自体が飽和し、温度分布が測定できないという問題が生じる。
【0007】
従って、本発明の目的は、前記問題を解決することにあって、レーザ加工中のレーザ加工部の温度分布を高精度に取得することができるレーザ加工モニタリング装置を提供することである。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明の1つの態様にかかるレーザ加工モニタリング装置は、レーザ加工部より放出される異なる2つの波長の光を検出し、その比率から温度を測定する装置であって、
少なくとも2点以上の測定点のそれぞれより放射された光をそれぞれ検出する2つのセンサを1つのセットとして有する光センサ部を少なくとも2つ備え、
前記少なくとも2つの光センサ部は、レーザ照射位置に近い位置から放射された光を検出する光センサ部ほど短い波長の光を検出するセンサ感度を有する。
【0009】
上記課題を解決するために、本発明の別の態様にかかるレーザ加工モニタリング装置は、レーザ加工部より放出される異なる2つの波長の光を検出し、その比率から温度を測定する装置であって、
少なくとも2点以上の測定点のそれぞれより放射された光をそれぞれ検出する2つのセンサを1つのセットとして有する光センサ部を少なくとも2つ備え、
前記少なくとも2つの光センサ部は、レーザ照射位置に近い位置から放射された光を検出する光センサ部ほど測定の減衰率が高い減衰機構を含んで、前記減衰機構で減衰した光を前記センサで検出する。
【0010】
本構成によって、溶融部全体の温度分布を計測することが可能となる。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
28日前
個人
加工機
22日前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
15日前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
7日前
株式会社不二越
ドリル
21日前
株式会社不二越
ドリル
1か月前
日東精工株式会社
多軸ねじ締め機
1か月前
株式会社FUJI
工作機械
1か月前
株式会社アンド
半田付け方法
21日前
株式会社アンド
半田付け方法
21日前
株式会社ダイヘン
多層盛り溶接方法
1か月前
エフ・ピー・ツール株式会社
リーマ
1か月前
日進工具株式会社
エンドミル
1か月前
ブラザー工業株式会社
工作機械
1か月前
村田機械株式会社
レーザ加工機
8日前
株式会社トヨコー
被膜除去方法
9日前
トヨタ自動車株式会社
接合方法
1か月前
村田機械株式会社
レーザ加工機
8日前
ブラザー工業株式会社
工作機械
1か月前
株式会社不二越
管用テーパタップ
1か月前
株式会社不二越
超硬合金製ドリル
1か月前
株式会社プロテリアル
金属箔の溶接方法
1か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
株式会社ダイヘン
溶接装置
1か月前
大肯精密株式会社
自動送り穿孔機
1か月前
株式会社不二越
通り穴加工用タップ
1か月前
個人
管の切断装置及び管の切断方法
1か月前
日東精工株式会社
はんだこて先の製造方法
23日前
株式会社不二越
スカイビングカッタ
1か月前
株式会社ダイヘン
溶接システム
21日前
トヨタ自動車株式会社
グラフ生成方法
1か月前
株式会社FUJI
周辺装置制御用治具
22日前
株式会社アドウェルズ
超音波加工装置
1か月前
春日機械工業股ふん有限公司
挟持装置
17日前
株式会社ダイヘン
非消耗電極アーク溶接方法
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ