TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025077610
公報種別
公開特許公報(A)
公開日
2025-05-19
出願番号
2023189930
出願日
2023-11-07
発明の名称
電極の製造方法
出願人
トヨタ自動車株式会社
,
株式会社豊田自動織機
代理人
弁理士法人深見特許事務所
主分類
H01M
4/139 20100101AFI20250512BHJP(基本的電気素子)
要約
【課題】プレス後のうねりを低減すること。
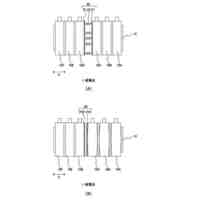
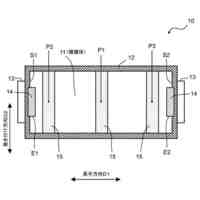
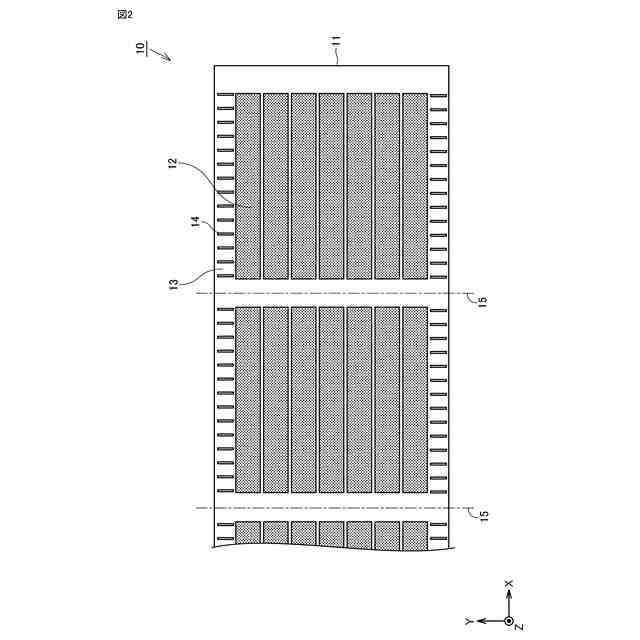
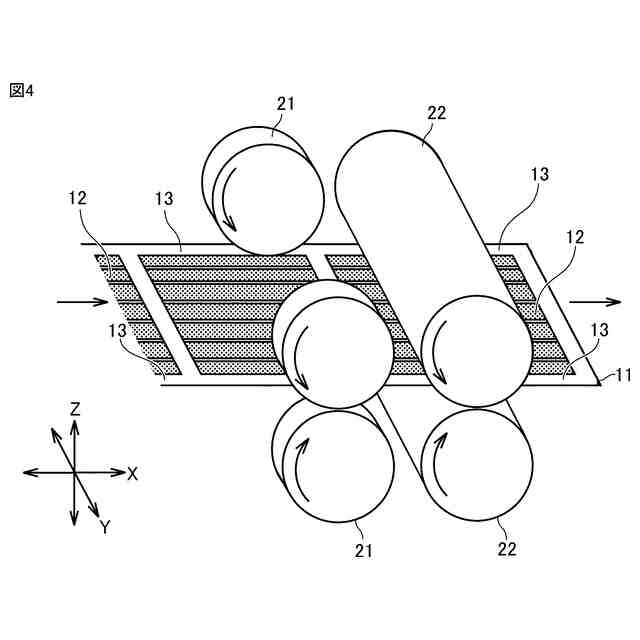
【解決手段】電極の製造方法は、次の(a)から(c)をこの順に含む。(a)基材の表面の一部に、電極材料を塗工することにより、塗工部および非塗工部を含む電極を形成する。幅方向において、非塗工部は、電極の両端に形成される。幅方向は、搬送方向と直交する。(b)非塗工部の少なくとも一部を100℃以上に加熱する。(c)電極をロールプレス機に通すことにより、電極を圧縮する。電極は、搬送方向に沿って、ロールプレス機に通される。
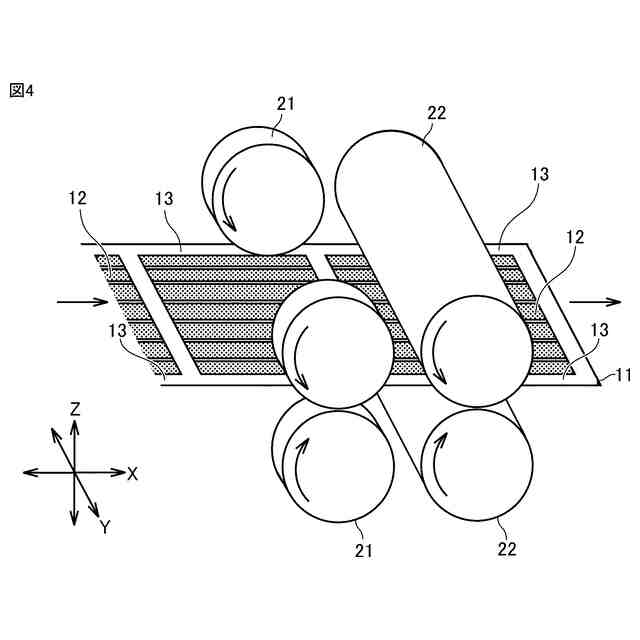
【選択図】図4
特許請求の範囲
【請求項1】
(a)基材の表面の一部に、電極材料を塗工することにより、塗工部および非塗工部を含む電極を形成すること、
(b)前記非塗工部の少なくとも一部を100℃以上に加熱すること、および、
(c)前記電極をロールプレス機に通すことにより、前記電極を圧縮すること、
をこの順に含み、
前記基材は、金属箔を含み、
平面視において、前記電極は、搬送方向および幅方向を有し、
前記幅方向は、前記搬送方向と直交しており、
前記電極は、前記搬送方向に沿って、前記ロールプレス機に通され、
前記塗工部および前記非塗工部の各々は、前記搬送方向に延びており、
前記幅方向において、前記非塗工部は、前記電極の両端に形成されており、かつ、
前記塗工部は、前記非塗工部同士の間に挟まれている、
電極の製造方法。
続きを表示(約 820 文字)
【請求項2】
前記基材は、アルミニウム箔および銅箔を含み、
前記アルミニウム箔と前記銅箔とは、互いに貼り合わされており、かつ、
前記銅箔は、前記アルミニウム箔に比して小さい厚さを有する、
請求項1に記載の電極の製造方法。
【請求項3】
前記銅箔の厚さに対する、前記アルミニウム箔の厚さの比が、6から13である、
請求項2に記載の電極の製造方法。
【請求項4】
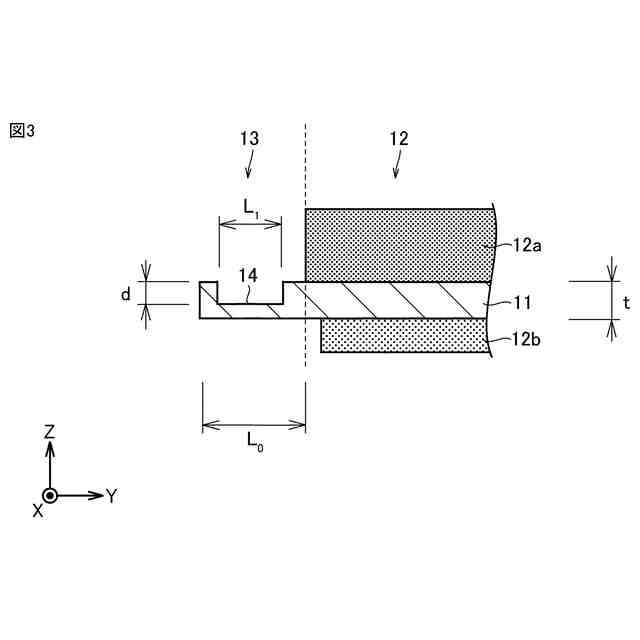
前記非塗工部に溝が形成されており、かつ、
前記溝は、前記幅方向に延びている、
請求項1から請求項3のいずれか1項に記載の電極の製造方法。
【請求項5】
(a)基材の表面の一部に、電極材料を塗工することにより、塗工部および非塗工部を含む電極を形成すること、
(b)前記非塗工部の少なくとも一部を100℃以上に加熱すること、および、
(c)前記電極をロールプレス機に通すことにより、前記電極を圧縮すること、
をこの順に含み、
前記基材は、アルミニウム箔および銅箔を含み、
前記アルミニウム箔と前記銅箔とは、互いに貼り合わされており、
前記銅箔の厚さに対する、前記アルミニウム箔の厚さの比が、6から13であり、
平面視において、前記電極は、搬送方向および幅方向を有し、
前記幅方向は、前記搬送方向と直交しており、
前記電極は、前記搬送方向に沿って、前記ロールプレス機に通され、
前記塗工部および前記非塗工部の各々は、前記搬送方向に延びており、
前記幅方向において、前記非塗工部は、前記電極の両端に形成されており、
前記塗工部は、前記非塗工部同士の間に挟まれており、
前記非塗工部に溝が形成されており、かつ、
前記溝は、前記幅方向に延びている、
電極の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、電極の製造方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
特開2021-082504号公報は、活物質層をプレスする工程を開示する。
【先行技術文献】
【特許文献】
【0003】
特開2021-082504号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
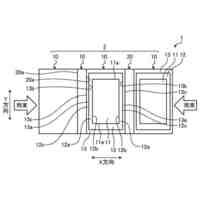
基材の表面に、塗工部(活物質層)および非塗工部(ブランク)が形成されることにより、電極が形成される。通常、エネルギー密度を高めるため、ロールプレス機により、電極が圧縮される。
【0005】
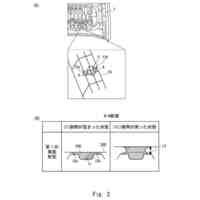
ロールプレス機において、塗工部は、ロールに直接接触する。塗工部においては、圧縮力が基材に伝わることにより、基材に伸びが生じ得る。非塗工部は、塗工部に比して薄い。非塗工部においては、圧縮力が基材に伝わり難いと考えられる。塗工部の変形(伸び)により生じる引張応力により、非塗工部の基材にも、多少の伸びが生じる可能性はある。しかし、塗工部と非塗工部との間には、伸びの差が残留することになる。伸びの差により、塗工部にうねりが生じる可能性がある。うねりは、電極のハンドリングを困難にさせ得る。電極がうねりを有することにより、電池の組立(例えば電極の積層作業等)に支障をきたす可能性がある。
【0006】
本開示の目的は、プレス後のうねりを低減することである。
【課題を解決するための手段】
【0007】
1.本開示の一局面は、次の構成を備える。
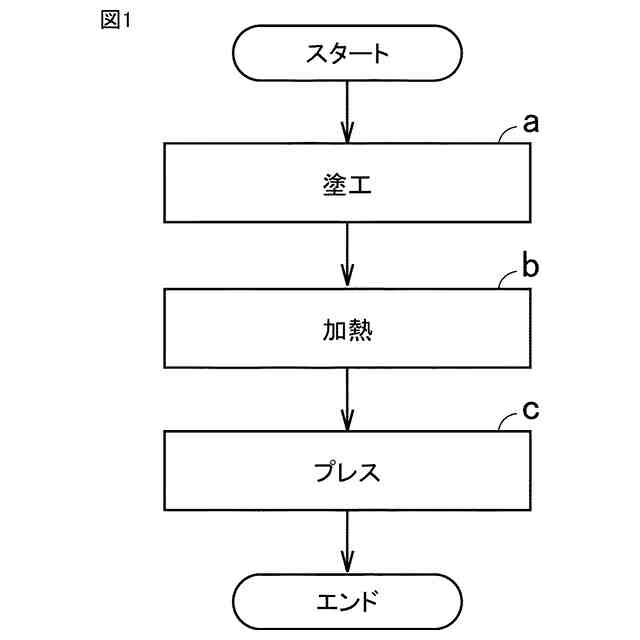
電極の製造方法は、下記(a)から(c)をこの順に含む。
(a)基材の表面の一部に、電極材料を塗工することにより、塗工部および非塗工部を含む電極を形成する。
(b)非塗工部の少なくとも一部を100℃以上に加熱する。
(c)電極をロールプレス機に通すことにより、電極を圧縮する。
基材は、金属箔を含む。平面視において、電極は、搬送方向および幅方向を有する。幅方向は、搬送方向と直交している。電極は、搬送方向に沿って、ロールプレス機に通される。塗工部および非塗工部の各々は、搬送方向に延びている。幅方向において、非塗工部は、電極の両端に形成されている。塗工部は、非塗工部同士の間に挟まれている。
【0008】
プレス前に、非塗工部が加熱されることにより、非塗工部において、局所的に基材の強度が低減され得る。塗工部に比して、非塗工部の強度が低いことにより、塗工部と非塗工部との間における伸びの差が小さくなることが期待される。すなわち、うねりの低減が期待される。
【0009】
2.上記「1」に記載の電極の製造方法は、例えば、次の構成を備えていてもよい。
基材は、アルミニウム箔および銅箔を含む。アルミニウム箔と銅箔とは、互いに貼り合わされている。銅箔は、アルミニウム箔に比して小さい厚さを有する。
【0010】
金属箔は、例えば、クラッド材であってもよい。アルミニウム(Al)は、100℃以上の加熱に対して、強度の低下が大きい傾向がある。クラッド材においてAl箔の割合が大きいことにより、うねりの低減が期待される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
端末
1日前
トヨタ自動車株式会社
車両
1日前
トヨタ自動車株式会社
方法
2日前
トヨタ自動車株式会社
車両
12日前
トヨタ自動車株式会社
モータ
6日前
トヨタ自動車株式会社
組電池
今日
トヨタ自動車株式会社
組電池
1日前
トヨタ自動車株式会社
モータ
9日前
トヨタ自動車株式会社
モータ
9日前
トヨタ自動車株式会社
電動車
1日前
トヨタ自動車株式会社
パネル
8日前
トヨタ自動車株式会社
モータ
8日前
トヨタ自動車株式会社
予測方法
14日前
トヨタ自動車株式会社
制御装置
6日前
トヨタ自動車株式会社
エンジン
13日前
トヨタ自動車株式会社
製造装置
13日前
トヨタ自動車株式会社
蓄電装置
1日前
トヨタ自動車株式会社
剥離装置
13日前
トヨタ自動車株式会社
二次電池
1日前
トヨタ自動車株式会社
冷却装置
今日
トヨタ自動車株式会社
内燃機関
12日前
トヨタ自動車株式会社
電源装置
8日前
トヨタ自動車株式会社
燃料電池
2日前
トヨタ自動車株式会社
二次電池
12日前
トヨタ自動車株式会社
防曇装置
5日前
トヨタ自動車株式会社
蓄電セル
9日前
トヨタ自動車株式会社
水系電池
5日前
トヨタ自動車株式会社
駆動装置
5日前
トヨタ自動車株式会社
回転電機
9日前
トヨタ自動車株式会社
ドローン
13日前
トヨタ自動車株式会社
内燃機関
9日前
トヨタ自動車株式会社
電動車両
12日前
トヨタ自動車株式会社
内燃機関
5日前
トヨタ自動車株式会社
制御装置
6日前
トヨタ自動車株式会社
情報機器
8日前
トヨタ自動車株式会社
二次電池
14日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ