TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025073179
公報種別
公開特許公報(A)
公開日
2025-05-13
出願番号
2023183713
出願日
2023-10-26
発明の名称
射出成形機
出願人
株式会社日本製鋼所
代理人
弁理士法人深見特許事務所
主分類
B29C
45/76 20060101AFI20250502BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】複数の電力供給手段のうちいずれかの電力供給手段が故障した場合であっても、処理効率の低下を抑制する。
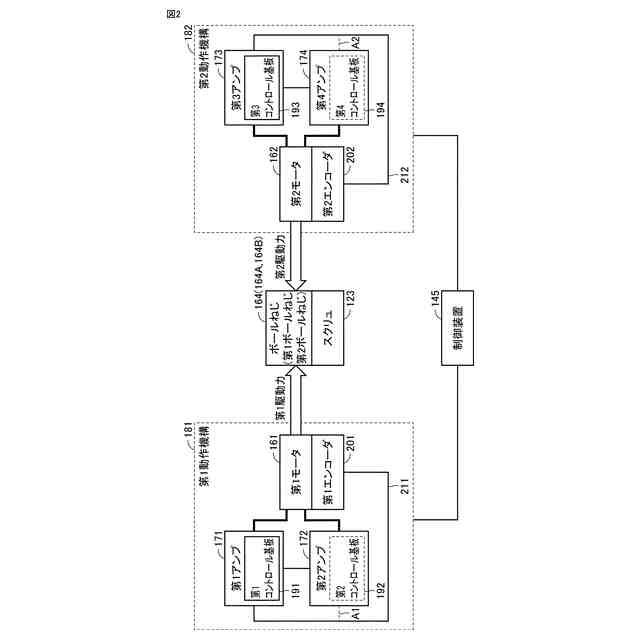
【解決手段】制御装置145は、第1アンプ171および第2アンプ172のうちいずれかのアンプが故障した場合に、故障していないアンプが第1モータ161に電力を供給することにより、所定処理を実行する。
【選択図】図2
特許請求の範囲
【請求項1】
少なくとも1つの対象機構と、
前記少なくとも1つの対象機構を駆動する少なくとも1つの駆動手段と、
前記少なくとも1つの駆動手段に電力を供給する複数の電力供給手段と、
前記少なくとも1つの駆動手段および前記複数の電力供給手段を制御する制御装置と、を備え、
前記制御装置は、前記複数の電力供給手段のうちいずれかの電力供給手段が故障した場合に、前記複数の電力供給手段のうちの故障していない電力供給手段が前記少なくとも1つの駆動手段に電力を供給することにより、所定処理を実行する、射出成形機。
続きを表示(約 2,500 文字)
【請求項2】
前記少なくとも1つの対象機構は、1つの対象機構であり、
前記少なくとも1つの駆動手段は、
前記1つの対象機構を駆動する第1モータと、
前記第1モータとともに前記1つの対象機構を駆動する第2モータとであり、
前記複数の電力供給手段は、
前記第1モータに電力を供給する第1電力供給手段と、
前記第1電力供給手段とともに前記第1モータに電力を供給する第2電力供給手段と、
前記第2モータに電力を供給する第3電力供給手段と、
前記第2電力供給手段とともに前記第2モータに電力を供給する第4電力供給手段とであり、
前記制御装置は、
前記第1電力供給手段が故障した場合に、前記第2電力供給手段が前記第1モータに電力を供給することにより前記所定処理を実行し、
前記第3電力供給手段が故障した場合に、前記第4電力供給手段が前記第2モータに電力を供給することにより前記所定処理を実行する、請求項1に記載の射出成形機。
【請求項3】
前記少なくとも1つの対象機構は、1つの対象機構であり、
前記少なくとも1つのモータは、
前記1つの対象機構を駆動する第1モータと、
前記第1モータとともに前記1つの対象機構を駆動する第2モータとであり、
前記複数の電力供給手段は、
前記第1モータに電力を供給する第1電力供給手段と、
前記第2モータに電力を供給する第2電力供給手段とであり、
前記制御装置は、前記第1電力供給手段が故障した場合に、前記第2電力供給手段が前記第2モータに電力を供給することにより前記所定処理を実行する、請求項1に記載の射出成形機。
【請求項4】
前記少なくとも1つの対象機構は、1つの対象機構であり、
前記少なくとも1つのモータは、前記1つの対象機構を駆動する第1モータであり、
前記複数の電力供給手段は、
前記第1モータに電力を供給する第1電力供給手段と、
前記第1電力供給手段とともに前記第1モータに電力を供給する第2電力供給手段とであり、
前記制御装置は、前記第1電力供給手段が故障した場合に、前記第2電力供給手段が前記モータに電力を供給することにより前記所定処理を実行する、請求項1に記載の射出成形機。
【請求項5】
前記少なくとも1つの対象機構は、第1対象機構と第2対象機構とであり、
前記少なくとも1つの駆動手段は、
前記第1対象機構を駆動する第1モータと、
前記第2対象機構を駆動する第2モータとであり、
前記複数の電力供給手段は、
前記第1モータに電力を供給する第1電力供給手段と、
前記第1電力供給手段とともに前記第1モータに電力を供給する第2電力供給手段と、
前記第2モータに電力を供給する第3電力供給手段と、
前記第2電力供給手段とともに前記第2モータに電力を供給する第4電力供給手段とであり、
前記制御装置は、
前記第1電力供給手段が故障した場合に、前記第2電力供給手段が前記第1モータに電力を供給することにより前記所定処理を実行し、
前記第3電力供給手段が故障した場合に、前記第4電力供給手段が前記第2モータに電力を供給することにより前記所定処理を実行する、請求項1に記載の射出成形機。
【請求項6】
前記制御装置は、前記第1電力供給手段が故障した場合に、前記制御装置に前記所定処理を実行させるための前記射出成形機の修理の手法をユーザに通知する、請求項2~請求項5のいずれか1項に記載の射出成形機。
【請求項7】
前記射出成形機は、前記第1モータの回転位置を検出するセンサをさらに有し、
前記第1電力供給手段には、前記センサにより検出された回転位置を取得するための配線が接続されており、
前記第1電力供給手段は、前記第1モータの回転位置に基づいて、前記第1モータをフィードバック制御するコントロール基板を有し、
前記制御装置は、前記第1電力供給手段が故障した場合に、前記配線の接続先を前記第1電力供給手段から前記第2電力供給手段に切換えることをユーザに通知する、請求項2、請求項4、および請求項5のいずれか1項に記載の射出成形機。
【請求項8】
前記射出成形機は、前記第1モータの回転位置を検出するセンサをさらに有し、
前記第1電力供給手段は、前記第1モータの回転位置に基づいて、前記第1モータをフィードバック制御する第1フィードバック基板を有し、
前記第2電力供給手段は、前記第1モータの回転位置に基づいて、前記第1モータをフィードバック制御する第2フィードバック基板を有し、
前記第1電力供給手段が故障していない場合には、前記第1フィードバック基板が前記第1モータをフィードバック制御し、
前記制御装置は、前記第1電力供給手段が故障した場合には、前記第2フィードバック基板が、前記第1モータの回転位置に基づいて、前記第1モータをフィードバック制御するように前記第2電力供給手段を制御する、請求項2、請求項4、および請求項5のいずれか1項に記載の射出成形機。
【請求項9】
前記射出成形機は、さらに、
樹脂を収容するシリンダと、
前記シリンダ内に配置されているスクリュとを備え、
前記対象機構は、前記スクリュである、請求項1に記載の射出成形機。
【請求項10】
前記射出成形機は、前記シリンダ内に残存している残存樹脂を除去するためのパージ処理を、前記スクリュを動作することにより実行し、
前記所定処理は、前記パージ処理を前記射出成形機に実行させる処理を含む、請求項9に記載の射出成形機。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、射出成形機に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
たとえば、特開2021-74917号公報(特許文献1)には、射出成形機が開示されている。この射出成形機は、シリンダと、スクリュと、ボールねじと、モータと、アンプとを備える。スクリュは、シリンダ内部に配置され、該シリンダに収容されている樹脂を射出する。ボールねじは、スクリュに連結されており、該スクリュを駆動する。モータは、ボールねじに駆動力を供給する。アンプは、モータに電力を供給する。
【先行技術文献】
【特許文献】
【0003】
特開2021-74917号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
以下では、アンプは、電力供給手段の一例として説明される。上述の射出成形機において、複数の電力供給手段がモータに電力を供給する構成が考えられる。このような構成において、複数の電力供給手段のうちいずれかの電力供給手段が故障する場合がある。従来の射出成形機では、このような場合には全ての処理を停止する必要があり、処理効率が低下するという問題が生じ得る。
【0005】
この発明はこのような課題を解決するためになされたものであって、その目的は、少なくとも1つの駆動手段に電力を供給する複数の電力供給手段を備える射出成形機において、複数の電力供給手段のうちいずれかの電力供給手段が故障した場合であっても、処理効率の低下を抑制することである。
【課題を解決するための手段】
【0006】
本開示による射出成形機は、複数の電力供給手段のうちいずれかの電力供給手段が故障した場合に、複数の電力供給手段のうちの故障していない電力供給手段が少なくとも1つの駆動手段に電力を供給することにより、所定処理を実行する。
【発明の効果】
【0007】
本開示によれば、複数の電力供給手段のうちいずれかの電力供給手段が故障した場合であっても、処理効率の低下を抑制することができる。
【図面の簡単な説明】
【0008】
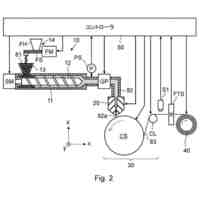
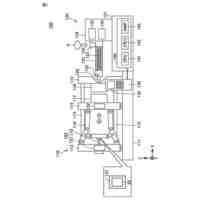
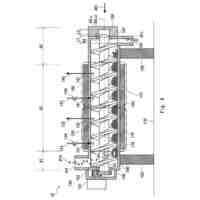
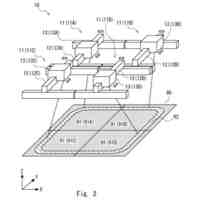
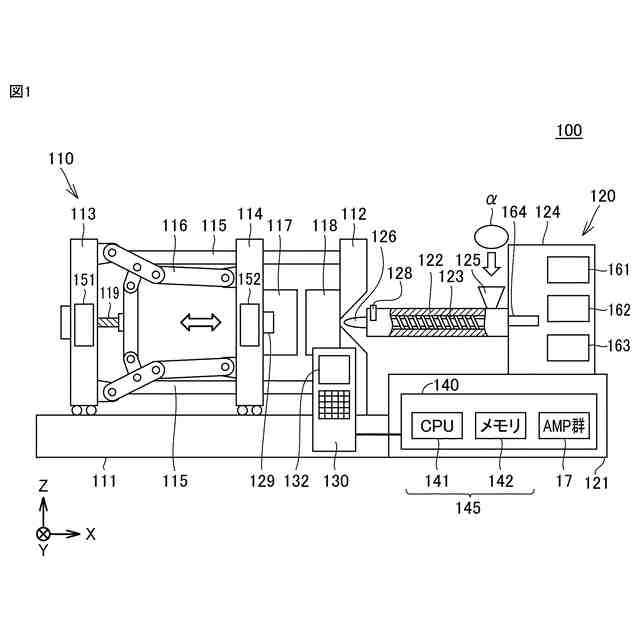
射出成形機の構成を説明するための図である。
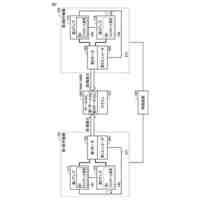
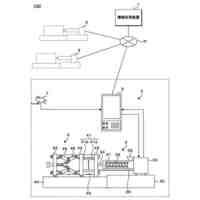
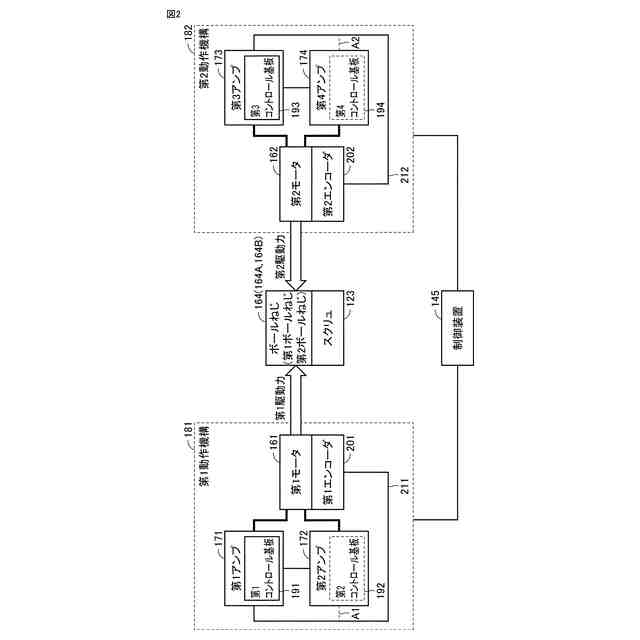
第1動作機構および第2動作機構などを説明するための図である。
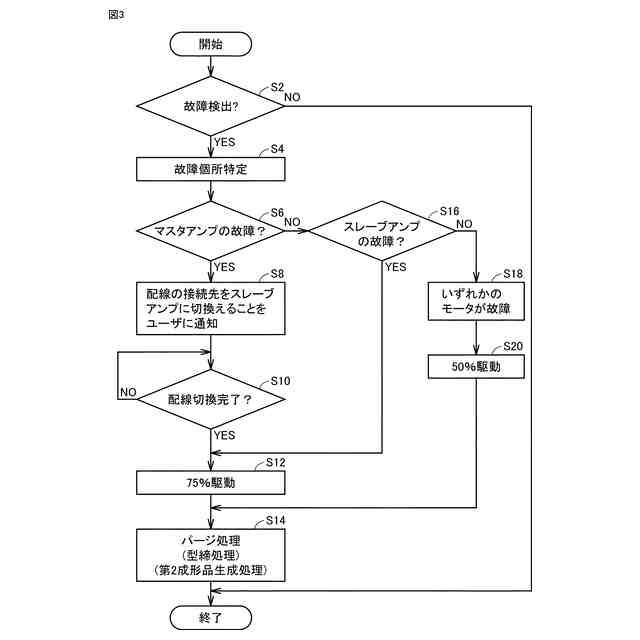
制御装置の処理の流れを示すフローチャートである。
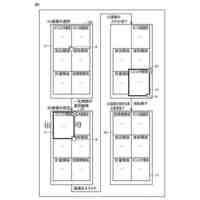
第1動作機構および第2動作機構の他の故障パターンを説明するための図である。
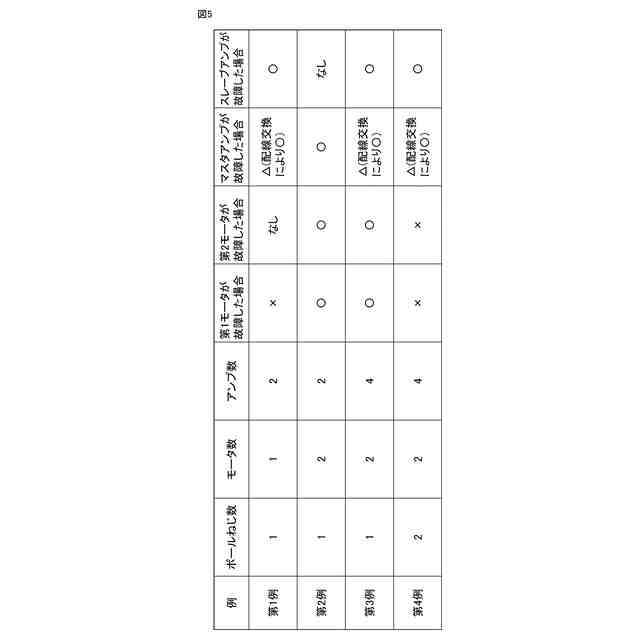
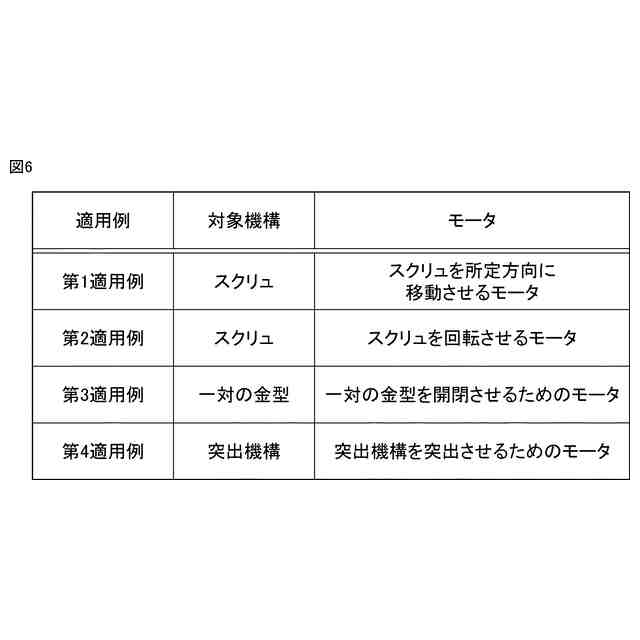
本実施の形態の複数の例を説明するための図である。
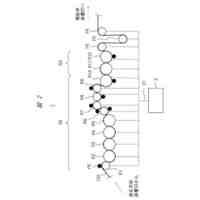
他の対象機構を説明するための図である。
別の実施の形態の第1動作機構および第2動作機構などを説明するための図である。
別の実施の形態の制御装置の処理の流れを示すフローチャートである。
【発明を実施するための形態】
【0009】
以下、本発明の実施形態について、図面を参照しながら詳細に説明する。なお、図中の同一または相当部分には同一符号を付してその説明は繰り返さない。
【0010】
<第1実施形態>
[射出成形機の構成]
図1は、射出成形機100の構成を説明するための図である。なお、説明の便宜上、図1において射出成形機100が配置される床面をXY平面とし、該床面に垂直な方向をZ軸方向とする。Z軸の正方向を上面側または上方、負方向を下面側または下方と称する場合がある。なお、射出成形機100は、横型の射出成形機として示されているが、横型に限られず、竪型の射出成形機であってもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社日本製鋼所
射出成形機
1日前
株式会社日本製鋼所
射出成形機
20日前
株式会社日本製鋼所
産業システム、産業機械
13日前
株式会社日本製鋼所
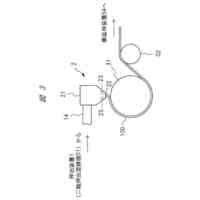
樹脂シートの延伸方法および延伸装置
14日前
株式会社日本製鋼所
樹脂フィルム製造装置及びその制御方法
1日前
株式会社日本製鋼所
射出成形機、および射出成形機の異常検出方法
22日前
株式会社日本製鋼所
液晶ポリマー製シートの成形方法及び成形システム
14日前
株式会社日本製鋼所
情報処理方法、コンピュータプログラム及び情報処理装置
20日前
株式会社日本製鋼所
反応方法
28日前
株式会社日本製鋼所
加工方法
1か月前
株式会社日本製鋼所
射出成形機およびそれを含む射出成形機システム、ならびに、射出成形機の制御装置および制御方法
20日前
株式会社日本製鋼所
寿命推定方法、寿命推定装置及びコンピュータプログラム
1か月前
東レ株式会社
溶融紡糸設備
10か月前
東レ株式会社
吹出しノズル
5か月前
シーメット株式会社
光造形装置
4か月前
東レ株式会社
プリプレグテープ
7か月前
CKD株式会社
型用台車
4か月前
個人
射出ミキシングノズル
7か月前
グンゼ株式会社
ピン
5か月前
株式会社日本製鋼所
押出機
7か月前
東レ株式会社
フィルムの製造方法
1か月前
日機装株式会社
加圧システム
21日前
株式会社FTS
ロッド
3か月前
個人
樹脂可塑化方法及び装置
3か月前
株式会社リコー
シート剥離装置
9か月前
株式会社FTS
成形装置
4か月前
東レ株式会社
一体化成形品の製造方法
9か月前
株式会社シロハチ
真空チャンバ
6か月前
トヨタ自動車株式会社
射出装置
2か月前
帝人株式会社
成形体の製造方法
10か月前
三菱自動車工業株式会社
予熱装置
7か月前
東レ株式会社
炭素繊維シートの製造方法
27日前
株式会社日本製鋼所
押出成形装置
8か月前
株式会社不二越
射出成形機
1か月前
株式会社日本製鋼所
押出成形装置
8か月前
株式会社FTS
セパレータ
3か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ