TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025071029
公報種別
公開特許公報(A)
公開日
2025-05-02
出願番号
2024181896
出願日
2024-10-17
発明の名称
超音波援用研削装置
出願人
漢鼎智慧科技股分有限公司
代理人
個人
,
個人
,
個人
主分類
B24B
1/04 20060101AFI20250424BHJP(研削;研磨)
要約
【課題】従来技術の欠点を少なくとも1つ軽減することができる超音波援用研削装置を提供する。
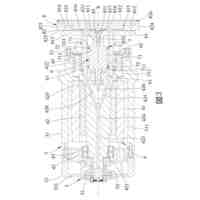
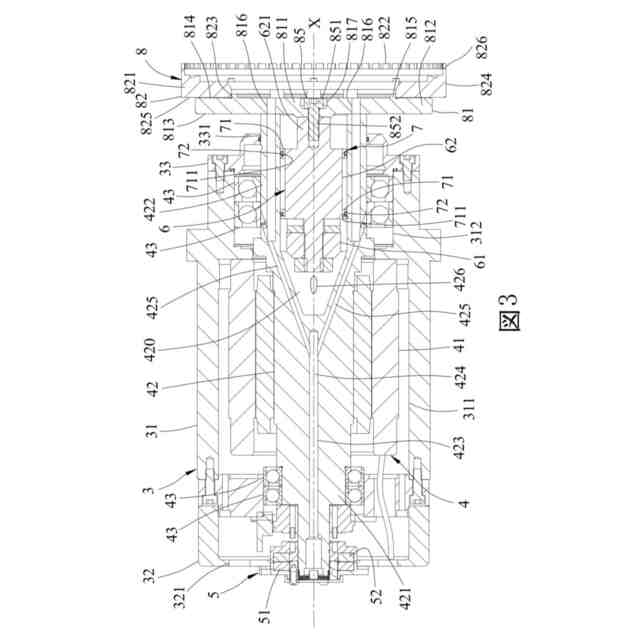
【解決手段】超音波援用研削装置は、ハウジングユニット3と、ハウジングユニット3に取り付けられ、その内に内部空間420を画成する回転可能な回転軸42を含むスピンドルユニット4と、電力供給ユニット5と、内部空間420内に取り付けられ、回転軸42と間隔をおいており、電気エネルギーを超音波である振動エネルギーに変換する振動ユニット6と、振動ユニット6を囲むようにそれぞれ回転軸42と振動ユニット6との間に設置される複数の緩衝素子72を含む振動低減ユニット7と、回転軸42及び振動ユニット6に接続する伝搬ディスク81と、伝搬ディスク81に取り付けられる研削ホイール82と、を含む研削ユニット8と、を含む。伝搬ディスク81は振動エネルギーを研削ホイール82に伝搬する。
【選択図】図3
特許請求の範囲
【請求項1】
ハウジングユニットと、前記ハウジングユニットに取り付けられるスピンドルユニットと、電気エネルギーを提供する電力供給ユニットと、前記電気エネルギーを超音波である振動エネルギーに変換する振動ユニットと、振動低減ユニットと、被加工物を研削する研削ユニットと、を含み、
前記スピンドルユニットは、モータと、前記モータにより駆動されて回転する回転軸と、を含み、前記回転軸は、軸線を取り囲むと共にその内に内部空間を画成し、
前記振動ユニットは、前記回転軸の前記内部空間内に取り付けられ、前記回転軸と間隔をおいており、前記振動ユニットは、前記軸線と平行する方向に沿って前記ハウジングユニットから突出する延伸部を有し、
前記振動低減ユニットは、前記振動ユニットを囲むようにそれぞれ前記回転軸と前記振動ユニットとの間に設置されて前記振動ユニットを位置決めすると共に前記振動エネルギーの伝搬を抑制する複数の緩衝素子を含み、
前記研削ユニットは、前記回転軸及び前記延伸部に接続し且つ前記ハウジングユニットの外側に設置される伝搬ディスクと、取り外し可能に前記伝搬ディスクに取り付けられる研削ホイールと、を含み、前記伝搬ディスクは、前記振動エネルギーを前記振動ユニットから前記研削ホイールに伝搬する、
超音波援用研削装置。
続きを表示(約 1,800 文字)
【請求項2】
前記回転軸は、外界に連通し、前記軸線と平行する方向に延伸する通路をさらに画成し、前記伝搬ディスクは、外界および前記通路に連通する出口を有し、
前記通路が外界から流体を導入して前記回転軸を通過させるように構成され、前記出口が前記通路から入る前記流体を外界に排出するように構成されることによって、前記流体により、前記被加工物を冷却または潤滑することができる、
請求項1に記載の超音波援用研削装置。
【請求項3】
前記回転軸は、外界および前記内部空間に連通し、前記軸線と平行する方向に延伸し、電線を通すように構成された配線用貫通孔を有する、
請求項2に記載の超音波援用研削装置。
【請求項4】
前記振動低減ユニットは、前記軸線と平行する方向において互いに間隔をおいて配置されていてそれぞれ前記振動ユニットを囲むと共に前記緩衝素子にそれぞれ対応する複数の環状素子をさらに含み、前記緩衝素子のそれぞれは、対応の前記環状素子と前記回転軸とに間に設置される、
請求項1に記載の超音波援用研削装置。
【請求項5】
前記研削ユニットは、中心接続部材をさらに含み、前記伝搬ディスクは、その真ん中に位置する中心部と、前記中心部を囲む遠心部と、を有し、前記中心部は、凹部を有し、前記中心接続部材は、前記軸線と平行する方向に沿って前記凹部を通って延伸し、前記中心部に当接して前記振動ユニットに接続する、
請求項1に記載の超音波援用研削装置。
【請求項6】
前記研削ユニットは、複数の第1の接続部材と、前記伝搬ディスクと前記回転軸との間に位置する複数の第1の凸部と、をさらに含み、前記伝搬ディスクは、その片側に位置する第1のディスク面をさらに有し、前記第1の接続部材は、前記軸線を囲んで等角度間隔で配置され、それぞれ前記軸線と平行する方向に沿って前記伝搬ディスクを通って延伸し、前記伝搬ディスクに当接して前記回転軸に接続し、前記第1の凸部は、前記回転軸および前記伝搬ディスクの前記第1のディスク面に接触する、
請求項5に記載の超音波援用研削装置。
【請求項7】
前記研削ユニットは、複数の第2の接続部材をさらに含み、前記伝搬ディスクは、前記第1のディスク面と反対するそのもう片側に位置する第2のディスク面と、前記軸線を囲んで前記第2のディスク面に形成される環状リブと、をさらに有し、前記環状リブは、前記研削ホイールに当接し、前記第2の接続部材は、前記軸線を囲んで等角度間隔で配置され、前記軸線と平行する方向に沿って、前記伝搬ディスクを通って延伸し、前記伝搬ディスクに当接して前記研削ホイールに接続する、
請求項6に記載の超音波援用研削装置。
【請求項8】
前記研削ユニットは、前記伝搬ディスクと前記研削ホイールとの間に位置する複数の第2の凸部をさらに含み、前記第2の凸部は、前記伝搬ディスクの前記第2のディスク面および前記研削ホイールに接触し、前記振動エネルギーを前記研削ホイールに伝搬し、前記伝搬ディスクの前記第2の凸部に隣接する部分の振幅は、前記伝搬ディスクの前記第1の凸部に隣接する部分の振幅より大きい、
請求項7に記載の超音波援用研削装置。
【請求項9】
前記第2の接続部材のそれぞれは、前記軸線と直交する方向において、前記軸線と所定の間隔をおいており、前記所定の間隔は、60mmから80mmの範囲にあり、あるいは、90mmから110mmの範囲にあり、
前記振動エネルギーが前記振動ユニットから前記伝搬ディスクを介して前記研削ホイールに伝搬される間に、前記伝搬ディスクは、高周波数の共振モードで振動し、前記共振モードは、同心円状の共振モードである、
請求項7に記載の超音波援用研削装置。
【請求項10】
前記研削ユニットは、前記振動ユニットを囲むと共に前記伝搬ディスクと前記回転軸との間に位置する接続部品と、複数の第1の接続部材と、をさらに含み、前記第1の接続部材は、前記軸線を囲むように配置され、それぞれ前記軸線と平行する方向に沿って、前記接続部品を通って延伸し、前記接続部品に当接して前記回転軸に接続する、
請求項5に記載の超音波援用研削装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、研削装置に関し、特に、超音波援用研削装置に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
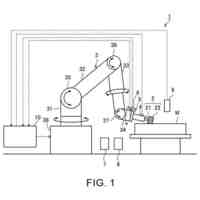
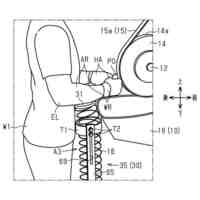
図1は、特許文献1により開示される従来の研削装置1を示す。従来の研削装置1は、ガラス板2を研削するように構成される研削ホイール11と、研削ホイール11に接続し、研削ホイール11を駆動して回転させるスピンドル12と、を含む。スピンドル12は、超音波を研削ホイール11に伝搬することができる。これによって、研削ホイール11によるガラス板2の加工過程において、超音波の振動により研削効率が向上し、加工ダメージが低減される。
【0003】
しかしながら、超音波がスピンドル12を介して研削ホイール11に伝搬される必要があるため、従来技術には、騒音や振動が発生するという技術的問題を有する。また、スピンドル12に直接的に伝搬される振動は、スピンドル12およびその関連部品を損傷し、ひいてはガラス板2の面精度低下の原因となる。
【先行技術文献】
【特許文献】
【0004】
韓国公開特許第10-2012-0114700号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
したがって、本発明の目的は、安定性を向上させ、騒音と振動を低減し、加工効率と加工品質を効果的に向上させる超音波援用研削装置を提供することにある。
【課題を解決するための手段】
【0006】
超音波援用研削装置は、ハウジングユニットと、ハウジングユニットに取り付けられるスピンドルユニットと、電気エネルギーを提供する電力供給ユニットと、電気エネルギーを超音波である振動エネルギーに変換する振動ユニットと、振動低減ユニットと、被加工物を研削する研削ユニットと、を含む。スピンドルユニットは、モータと、モータにより駆動されて回転する回転軸と、を含む。回転軸は、軸線を取り囲むと共にその内に内部空間を画成する。振動ユニットは、回転軸の内部空間内に取り付けられ、回転軸と間隔をおいている。振動ユニットは、軸線と平行する方向に沿ってハウジングユニットから突出する延伸部を有する。振動低減ユニットは、振動ユニットを囲むようにそれぞれ回転軸と振動ユニットとの間に設置されて振動ユニットを位置決めすると共に振動エネルギーの伝搬を抑制する複数の緩衝素子を含む。研削ユニットは、回転軸及び延伸部に接続し且つハウジングユニットの外側に設置される伝搬ディスクと、取り外し可能に伝搬ディスクに取り付けられる研削ホイールと、を含む。伝搬ディスクは、振動エネルギーを振動ユニットから研削ホイールに伝搬する。
【発明の効果】
【0007】
振動ユニットを支持する緩衝素子により、回転軸への振動エネルギーの伝搬を抑制し、振動ユニットおよび回転軸の中心線が一致するように維持され、振動ユニットおよび回転軸の安定性を向上させ、騒音および振動を低減し、加工効率および加工品質を効率的に向上させる。
【0008】
本発明の他の特徴及び利点は、添付の図面を参照する以下の実施形態の詳細な説明において明白になる。
【図面の簡単な説明】
【0009】
特許文献1により開示される従来の研削装置を示す正面図である。
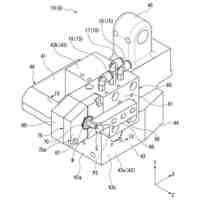
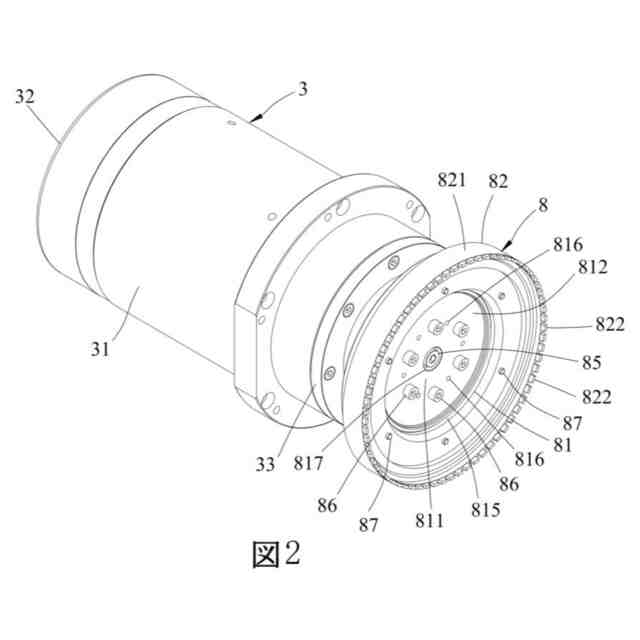
本発明の第1の実施形態に係る超音波援用研削装置を示す斜視図である。
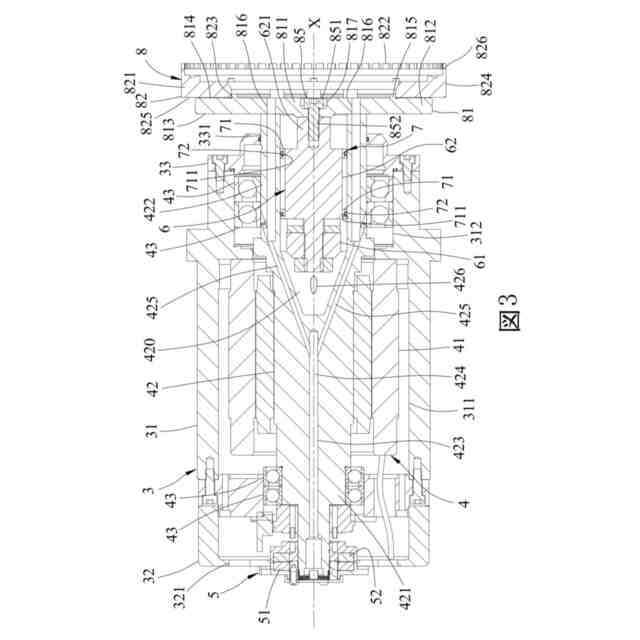
第1の実施形態の超音波援用研削装置の断面図である。
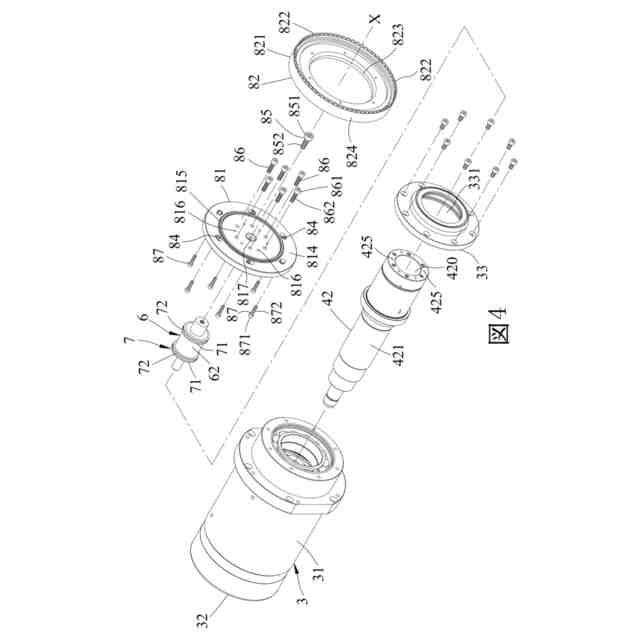
第1の実施形態の超音波援用研削装置の分解図である。
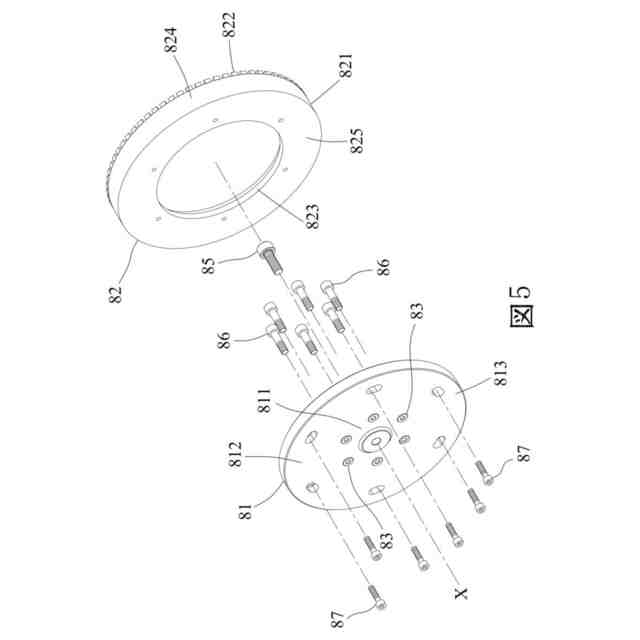
第1の実施形態の超音波援用研削装置の研削ユニットを示す部分分解図である。
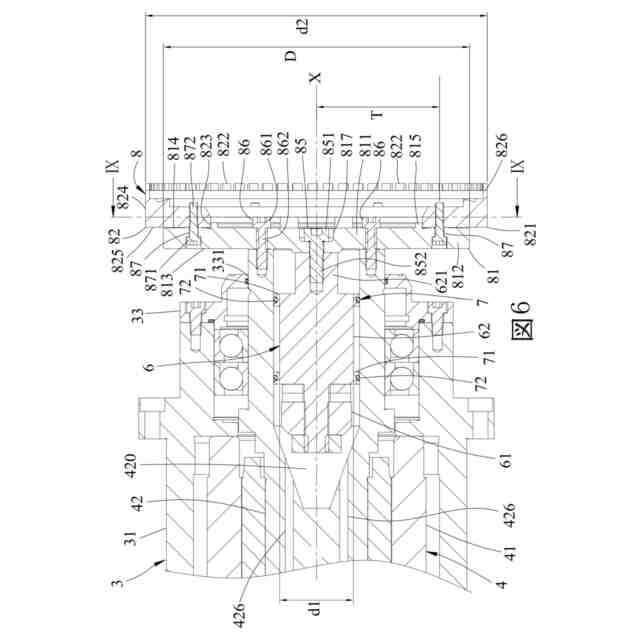
第1の実施形態の超音波援用研削装置の部分拡大断面図である。
研削ユニットの第1の接続素子を示す部分拡大断面図である。
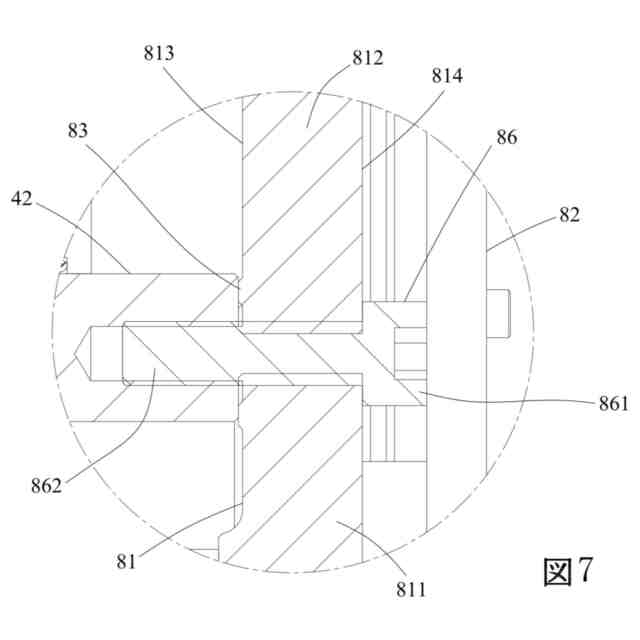
研削ユニットの第2の接続素子を示す部分拡大断面図である。
図6の線IX-IXに沿った断面図である。
研削ユニットの凹部の影響を示す周波数特性グラフである。
研削ユニットの伝搬ディスクのエネルギー分配を示すエネルギー勾配を模擬した図である。
伝搬ディスクの研削ホイールに接続する部分の振幅が伝搬ディスクの回転軸に接続する部分の振幅より大きいことを示す、図11に類似するエネルギー勾配を模擬した図である。
本発明の第2の実施形態に係る超音波援用研削装置を示す断面図である。
第2の実施形態の他の実施例に係る超音波援用研削装置を示す断面図である。
【発明を実施するための形態】
【0010】
本発明をより詳細に説明する前に、適切と考えられる場合において、参照符号または参照符号の末端部は、同様の特性を有し得る対応のまたは類似の要素を示すために各図面間で繰り返し用いられることに留意されたい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
漢鼎智慧科技股分有限公司
超音波援用研削装置
1か月前
個人
研磨体
9日前
個人
バレル研磨用メディア材
2か月前
株式会社サンポー
ブラスト装置
1か月前
株式会社村田製作所
切削装置
4日前
株式会社リブラ
ブラスト加工装置
2か月前
不二空機株式会社
可搬型動力工具
4日前
大同特殊鋼株式会社
疵研削順序決定方法
1か月前
シンクス株式会社
ボード切断装置
23日前
株式会社精工技研
研磨装置および研磨方法
2か月前
キヤノン電子株式会社
加工工具、及び、加工装置
2か月前
株式会社ディスコ
砥石
2日前
トヨタ自動車株式会社
バリ取り装置
2か月前
株式会社ディスコ
加工方法、及び、切削装置
2か月前
NTN株式会社
加工装置
3か月前
株式会社ディスコ
加工方法
17日前
嘉澤端子工業股分有限公司
グラインダー
23日前
株式会社東京精密
ワーク加工装置
1か月前
中村留精密工業株式会社
レンズ保持装置
18日前
JFEスチール株式会社
鋼帯のブラシ研削方法
1か月前
日本特殊研砥株式会社
超弾性砥石
2か月前
株式会社東京精密
ワーク加工装置
1か月前
株式会社荏原製作所
研磨装置
1か月前
セイコーインスツル株式会社
研削盤
17日前
株式会社プロテリアル
焼結磁石の製造方法
2か月前
トヨタ紡織株式会社
プレス金型の研磨方法
1か月前
株式会社マキタ
サンダ
3か月前
株式会社不二越
スルーフィード式の加工装置
15日前
富士紡ホールディングス株式会社
研磨パッド
2か月前
株式会社IHI
加工方法
28日前
株式会社シロハチ
回転機械およびこれを用いた装置
1か月前
富士紡ホールディングス株式会社
研磨パッド
2か月前
富士紡ホールディングス株式会社
研磨パッド
2か月前
株式会社ディスコ
加工方法
2か月前
株式会社ディスコ
研削装置
3か月前
株式会社カクダイ岐阜工場
研磨機用腕支持装置
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ