TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025065475
公報種別
公開特許公報(A)
公開日
2025-04-17
出願番号
2025020888,2020561389
出願日
2025-02-12,2019-12-13
発明の名称
接合方法および接合体
出願人
日本発條株式会社
代理人
弁理士法人高橋・林アンドパートナーズ
主分類
B23K
20/00 20060101AFI20250410BHJP(工作機械;他に分類されない金属加工)
要約
【課題】本体部とカバーとを確実に接合しつつ、接合による品質低下を抑制することができる接合方法および接合体を提供すること。
【解決手段】
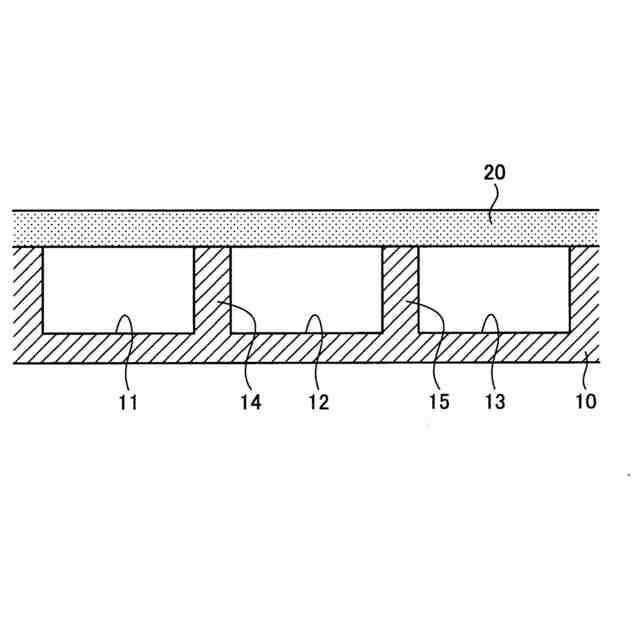
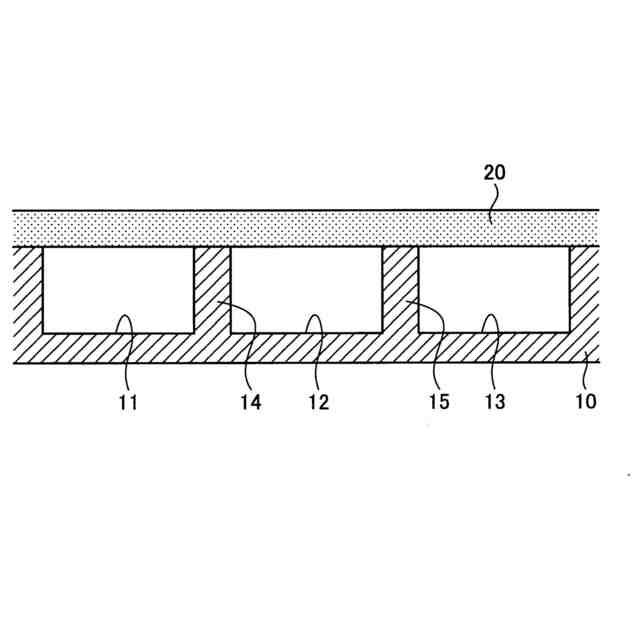
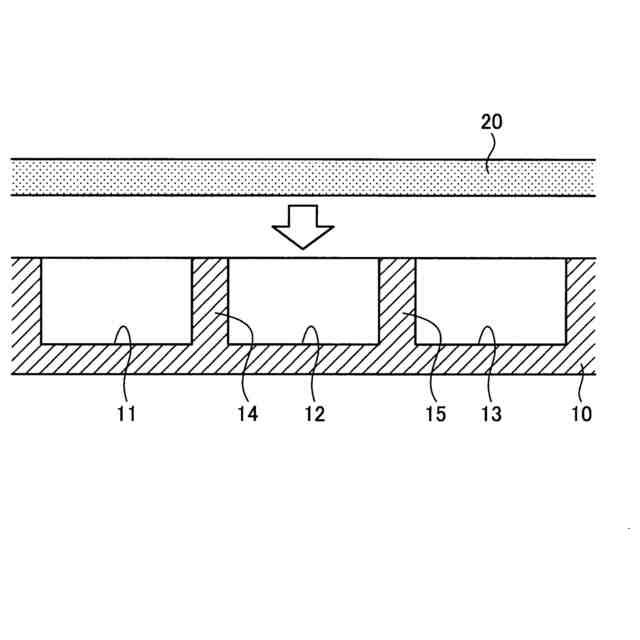
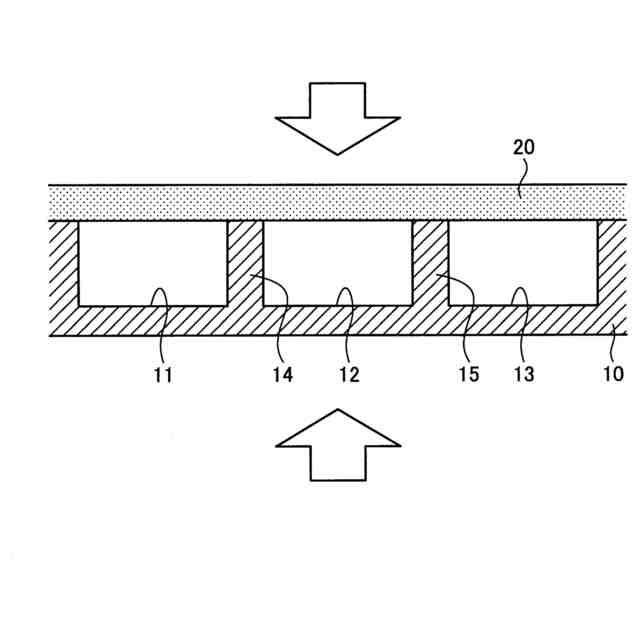
本発明にかかる接合方法は、アルミニウムまたはアルミニウム合金からなり、熱交換を促す媒体を流通させる流路が形成される本体部と、アルミニウムまたはアルミニウム合金からなり、本体部の流路を覆うカバーとを接合する接合方法であって、本体部にカバーを被せる被覆ステップと、接合温度が500℃以上640℃以下、接合面圧が0.7MPa以上の条件下で拡散接合することによって、本体部とカバーとを接合する拡散接合ステップと、を含む。
【選択図】図2
特許請求の範囲
【請求項1】
アルミニウムまたはアルミニウム合金からなり、熱交換を促す媒体を流通させる流路が形成される本体部と、アルミニウムまたはアルミニウム合金からなり、前記本体部の前記流路を覆うカバーとを接合する接合方法であって、
前記本体部に前記カバーを被せる被覆ステップと、
接合温度が500℃以上640℃以下、接合面圧が0.7MPa以上の条件下で拡散接合することによって、前記本体部と前記カバーとを接合する拡散接合ステップと、
を含むことを特徴とする接合方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、部材同士を拡散接合によって接合する接合方法および接合体に関するものである。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
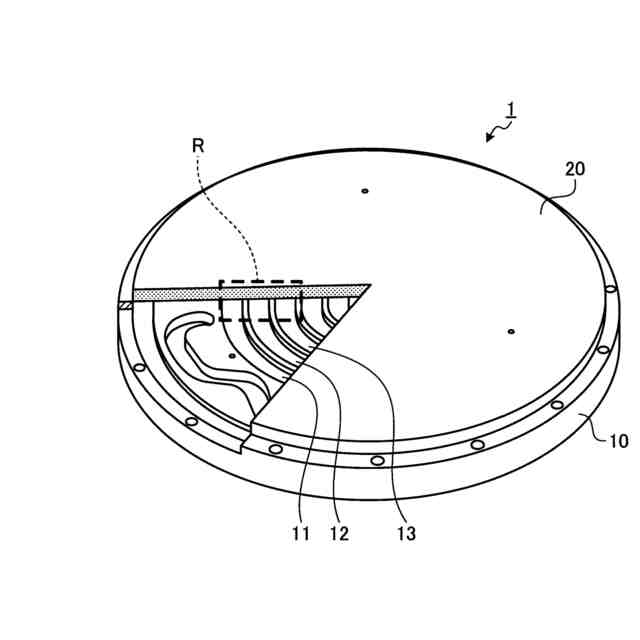
半導体製造装置に用いられる部品として、電極部、冷却板、ヒーター、シャワーヘッドなどは流路付プレートを有する。流路付きプレートは、金属やセラミックス複合体からなり、加温用、冷却用の媒体またはプロセスガスが移動する流路が形成された本体部がカバーで覆われている(例えば、特許文献1を参照)。特許文献1では、カバーと本体部とを重ね合わせた後、ろう付によって本体部とカバーとを接合している。
【先行技術文献】
【特許文献】
【0003】
特表2009-535801号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1の接合方法では、ろう付時にろうが流路に流れ込んで、流路の表面が荒れたり、ろうが滞留した部分における流量のばらつき、流量のばらつきによる温度変化が生じたり、ろう材成分による不純物汚染が発生したりする等の品質低下が懸念されている。
【0005】
本発明は、上記に鑑みてなされたものであって、本体部とカバーとを確実に接合しつつ、接合による品質低下を抑制することができる接合方法および接合体を提供することを目的とする。
【課題を解決するための手段】
【0006】
上述した課題を解決し、目的を達成するために、本発明にかかる接合方法は、アルミニウムまたはアルミニウム合金からなり、熱交換を促す媒体を流通させる流路が形成される本体部と、アルミニウムまたはアルミニウム合金からなり、前記本体部の前記流路を覆うカバーとを接合する接合方法であって、前記本体部に前記カバーを被せる被覆ステップと、接合温度が500℃以上640℃以下、接合面圧が0.7MPa以上の条件下で拡散接合することによって、前記本体部と前記カバーとを接合する拡散接合ステップと、を含むことを特徴とする。
【0007】
また、本発明にかかる接合方法は、上記の発明において、前記本体部の接合面および前記カバーの接合面の平面度が、それぞれ0.2以下であることを特徴とする。
【0008】
また、本発明にかかる接合方法は、上記の発明において、前記本体部の接合面および前記カバーの接合面の面粗度が、各々0より大きくRa0.4以下であることを特徴とする。
【0009】
また、本発明にかかる接合体は、アルミニウムまたはアルミニウム合金からなり、熱交換を促す媒体を流通させる流路が形成される本体部と、アルミニウムまたはアルミニウム合金からなり、前記本体部の前記流路を覆うカバーと、を備え、前記本体部と前記カバーとが、拡散接合されてなることを特徴とする。
【0010】
また、本発明にかかる接合体は、上記の発明において、前記本体部および前記カバーが、6061番のアルミニウム合金からなり、引張り強さが125MPa以上であることを特徴とする。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本発條株式会社
ヘッドレストグロメット及び車両用シート
4日前
日本発條株式会社
駐車装置
1日前
個人
タップ
23日前
個人
加工機
17日前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
10日前
株式会社不二越
ドリル
16日前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
2日前
株式会社不二越
ドリル
1か月前
日東精工株式会社
ねじ締め装置
2か月前
日東精工株式会社
多軸ねじ締め機
1か月前
有限会社 ナプラ
金属粒子
2か月前
株式会社FUJI
工作機械
1か月前
日進工具株式会社
エンドミル
1か月前
株式会社ダイヘン
多層盛り溶接方法
1か月前
株式会社アンド
半田付け方法
16日前
エフ・ピー・ツール株式会社
リーマ
1か月前
株式会社アンド
半田付け方法
16日前
村田機械株式会社
レーザ加工機
3日前
村田機械株式会社
レーザ加工機
3日前
ブラザー工業株式会社
工作機械
1か月前
トヨタ自動車株式会社
接合方法
1か月前
株式会社FUJI
チャック装置
2か月前
ブラザー工業株式会社
工作機械
1か月前
株式会社トヨコー
被膜除去方法
4日前
株式会社不二越
超硬合金製ドリル
29日前
株式会社不二越
管用テーパタップ
1か月前
株式会社コスメック
クランプ装置
2か月前
津田駒工業株式会社
2連回転割出し装置
2か月前
オークマ株式会社
工作機械
2か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
株式会社プロテリアル
金属箔の溶接方法
1か月前
株式会社コスメック
クランプ装置
1か月前
オークマ株式会社
診断装置
2か月前
大和ハウス工業株式会社
溶接方法
2か月前
株式会社ダイヘン
溶接装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ